 Chuck Glasser
Chuck GlasserThe DIY Space Grade PCB is the first of 5 projects that comprise my entry to the 2016 Hackaday Prize. The ultimate goal for this very involved project is to demonstrate my solution to one of the most difficult problems in all of engineering, that of producing a fully functional and field operational Neural Interposer, Gibson's Cyberspace Deck, aka Brain Machine Interface, not surprisingly it also makes a very capable device for Molecular Biology.
Project 1 outlines the ceramic PCB process.
Frequently I find that the problems I like to work on require very complex PCBs with buried and hidden vias and even vias in pads. With vias in pads comes 3 mil lines. Just for fun lets make it a 12 layer board. To find a manufacture of such a board my choices are now reduced from hundreds perhaps thousands of board shops around the world to a countable handful. The cost of a single prototype went from a few $ per square inch to many hundreds of $. I could expect to pay several thousand $ for just a few boards with a lead time of several weeks. Well, one thing is certain, I'm not going to pay a board shop thousands of $ for something I can do myself!
OK, if it's so great why isn't it used more often? The answer is shrinkage. When ceramics are fired there dimensions change. There are ways to keep the shrinkage under control but they are uneconomical and expensive in volume so typically 99.9999% of the time FR4 will do.
At least for now, I'm content to know that the technology of LTCC can provide the boards I need. I don't expect to get to the highest levels of performance immediately, but I know they are obtainable. That's why it's called the art of the hack.
The ability to fabricate circuitry with high tolerance is limited by the precision of the mechanical components of the system, the stiffness of the structures, vibration control, step size of the stepper motors, pitch of the screws, and many 2nd order effects.
To reach the goal of producing multilayer PCBs it's first necessary to place vias in the material, deposit ink within the holes, and lay down as many layers of silver ink as necessary to reach the desired conductivity.
Rather than use multiple machines for these operations I've elected to build one machine. I call it a 3-D fabricator.
My 3-D Fabricator is a big project. It sucks up money, time, and resources like a black hole. I even remodelled a room in the house just to hold it.
3D FABRICATOR

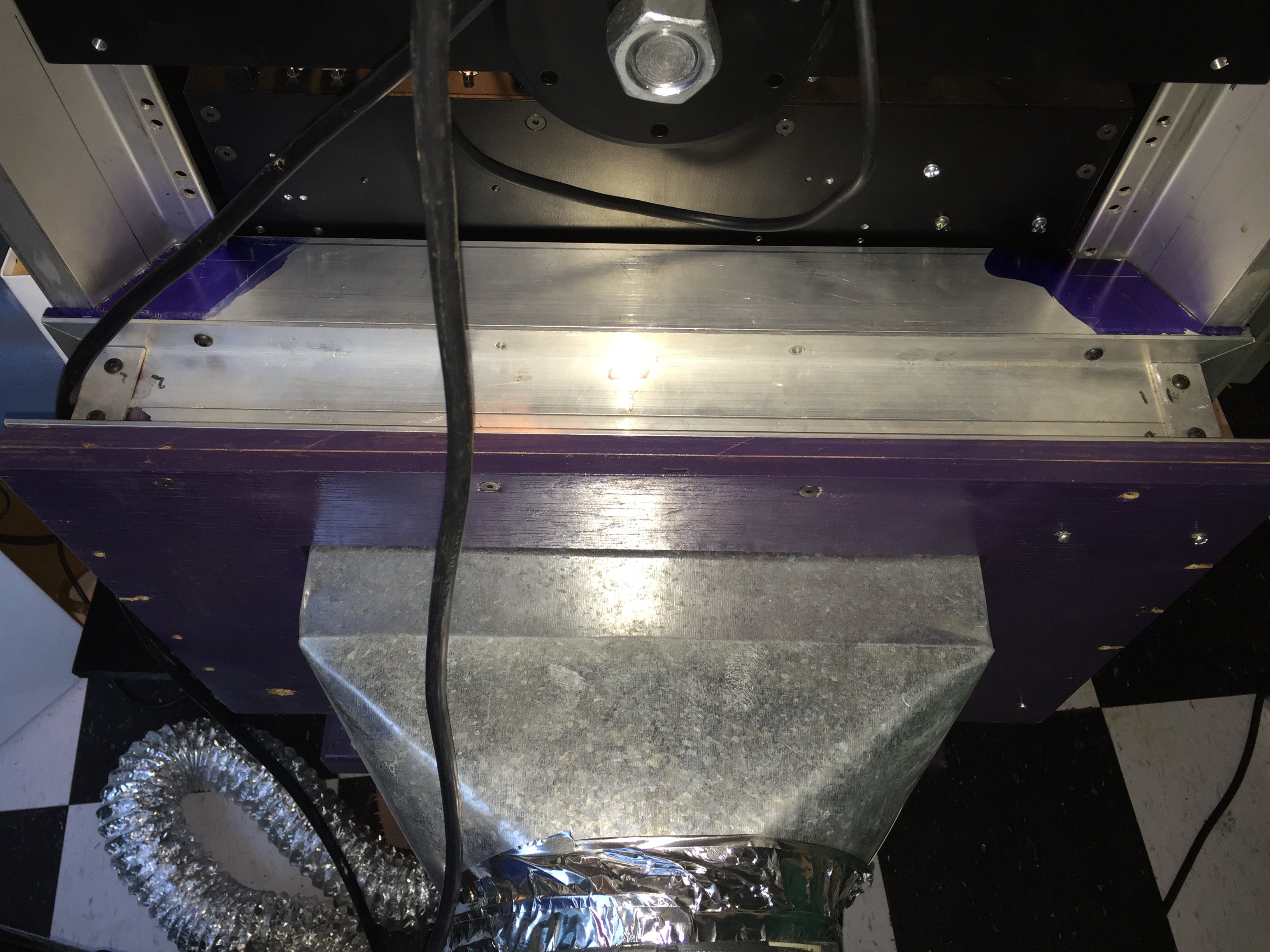
Except for the instrument rack that I've had for decades the other major pieces of hardware, like the laser on the left side and the X and Y traverses have all come from EBay. Just below the slotted bed on the left you can see an air exhaust hose and on the right, a water pump and radiator for cooling the laser, the blue container is the water reservoir for the cooling system. Just above the slotted bed is the X axis traverse with a multifunction tool head that has a laser focus assembly, and ink jet printer head, camera and Z axis traverse along with an Arduino and a BeagleBone Black. This assembly is called the short bed. The plywood above that is a mechanical mock-up that duplicates the basic mechanical dimensions of the "long bed" that weighs several hundred pounds.
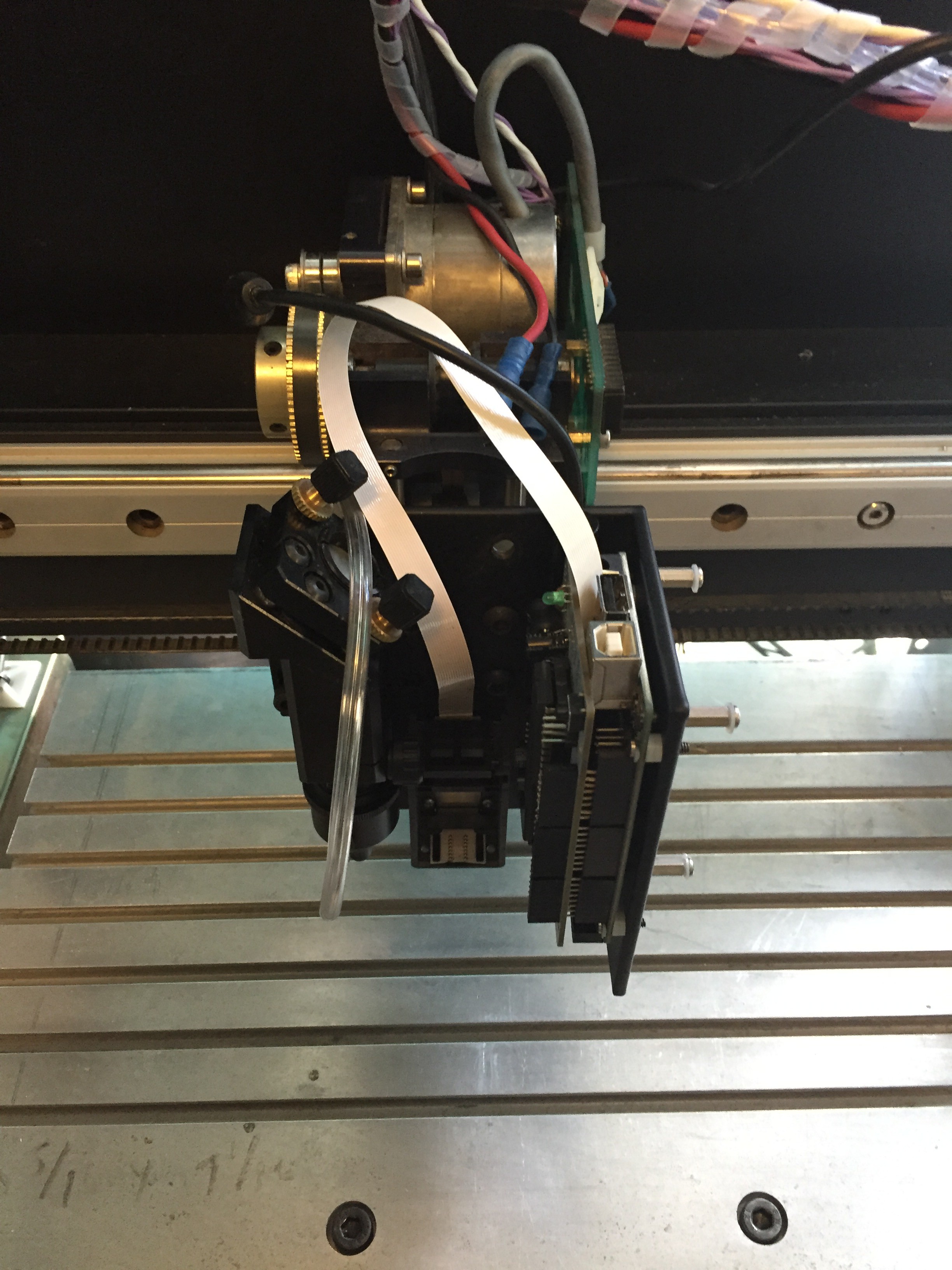
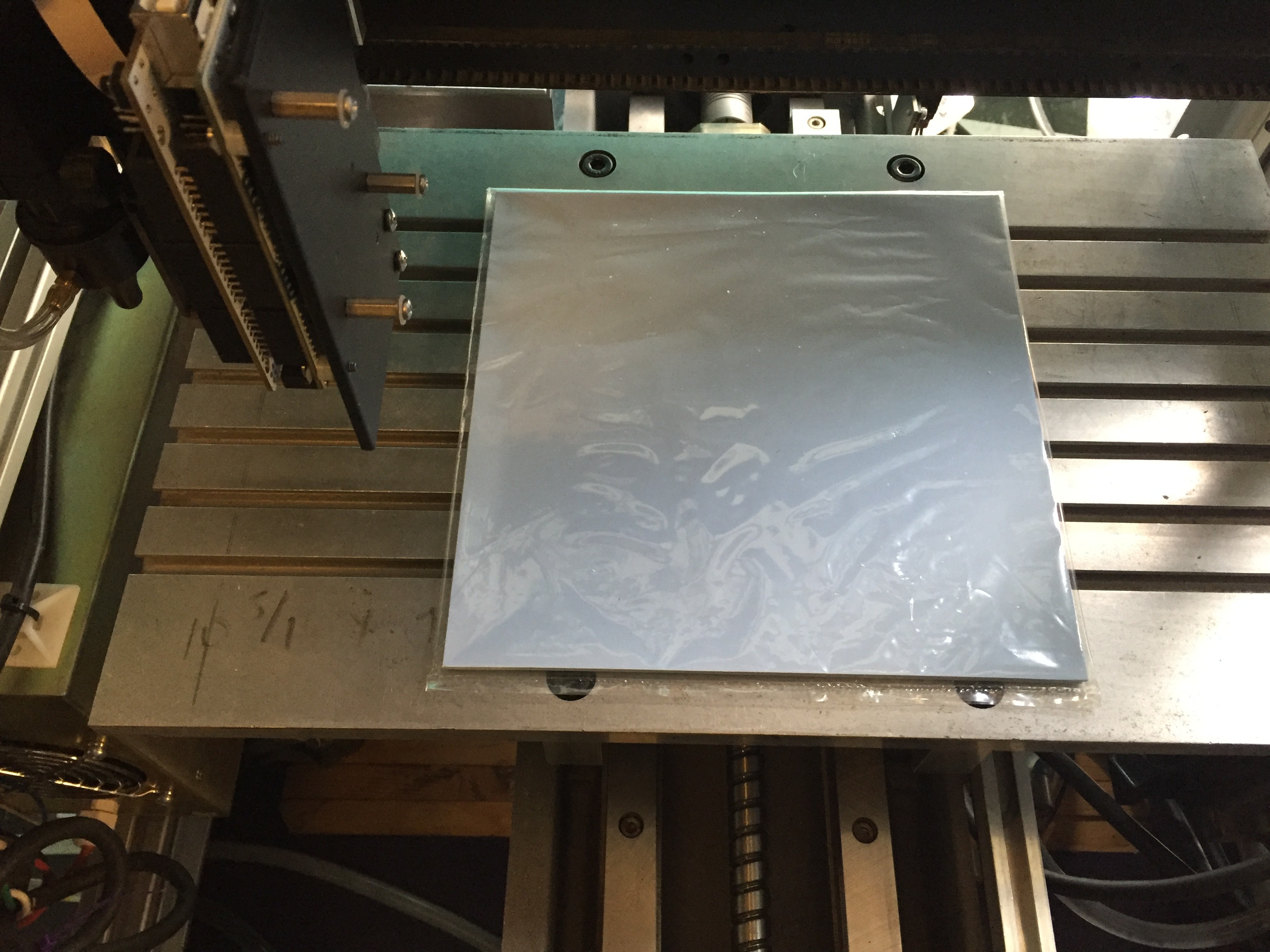
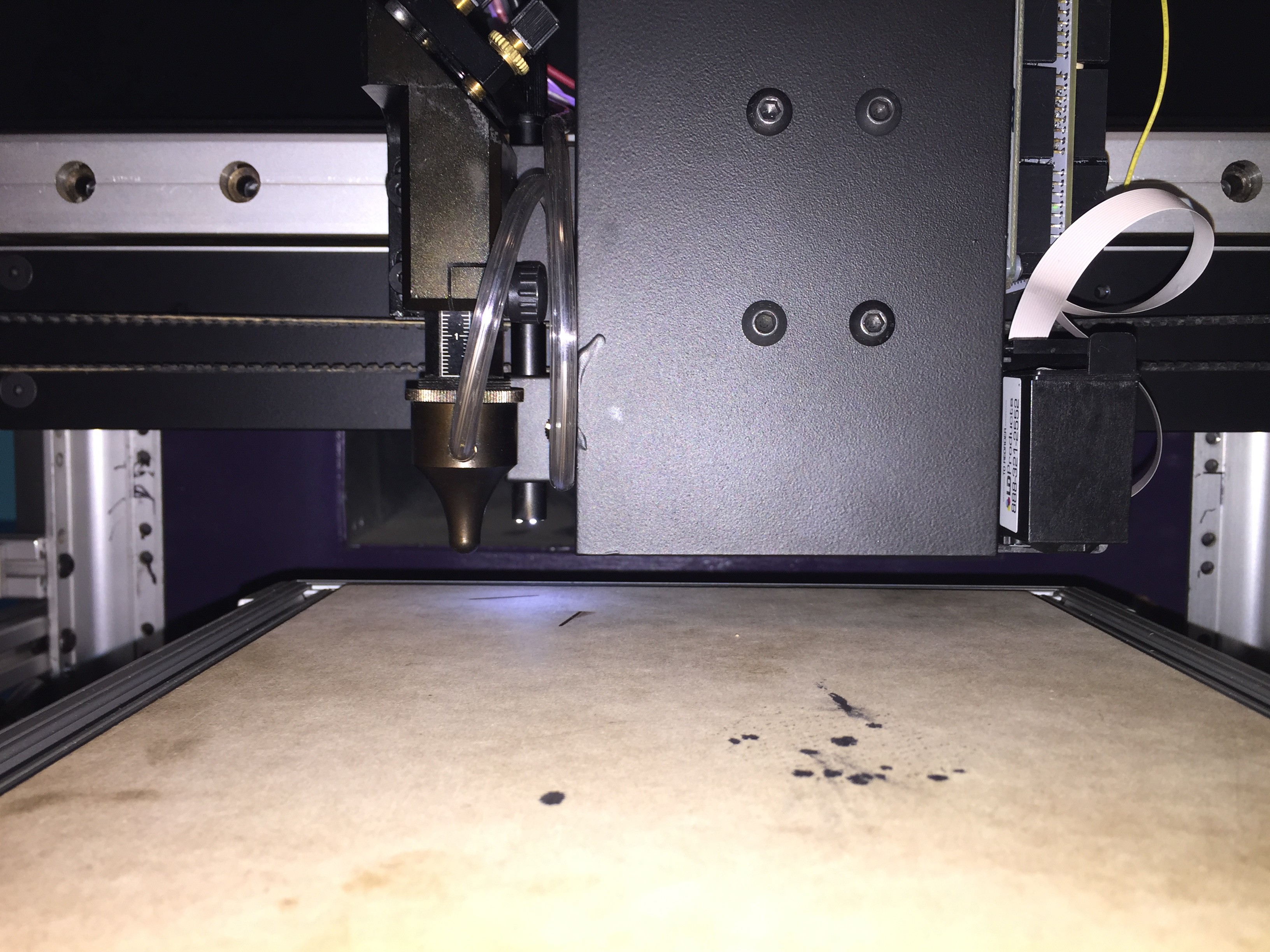
A closer view of the laser/printer head. The plastic hose supplies a constant source of air or an inert gas for protecting the optics. In the center is the print head assembly and further to the right the camera hidden from view along with the Arduino. The Beaglebone Black is dismounted.
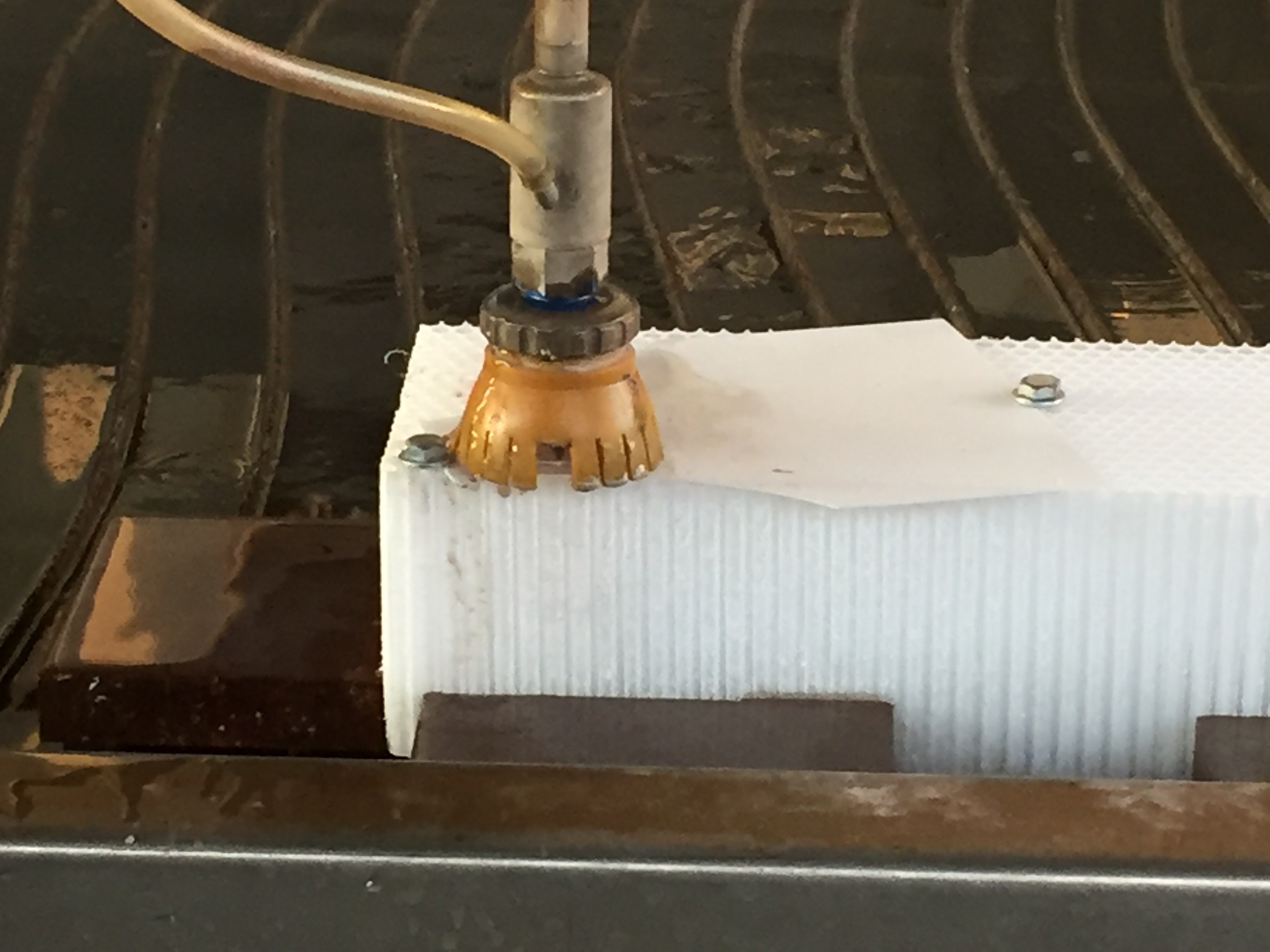
For illustrating scale, here is a stack of "green tape", the ceramic material of interest. The material is from Hereaus. Each sheet costs about a dollar per square inch. The ink comes from ElectronInks.

This is the working end of the laser articulation. It takes 8 mirrors to get the beam down to the work. The assemly to the left is another stepper that controls the Z-axis elevation of the laser so that it tracks the z-position of the main tool head located on the short bed.

This machine is so big that it...
Read more »
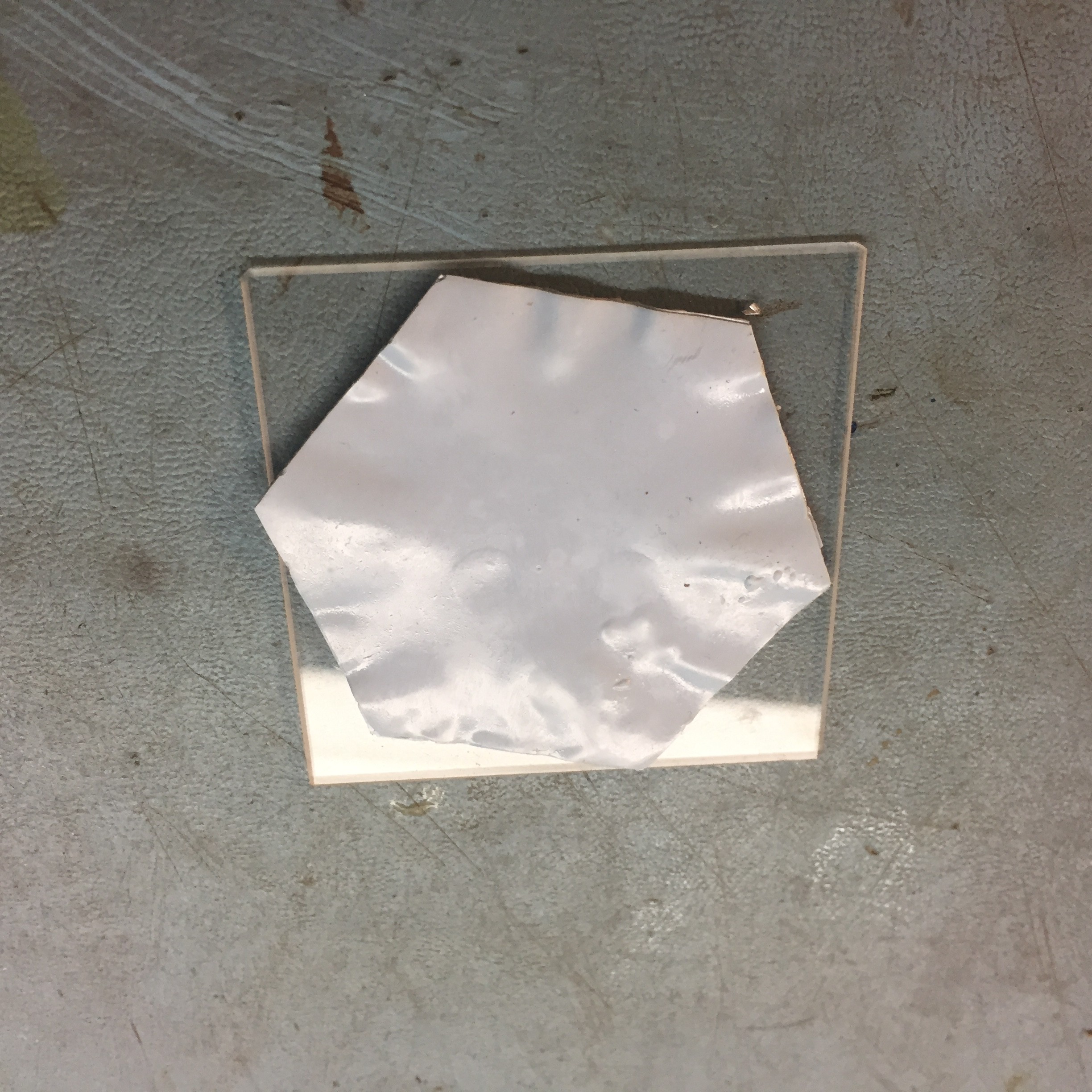
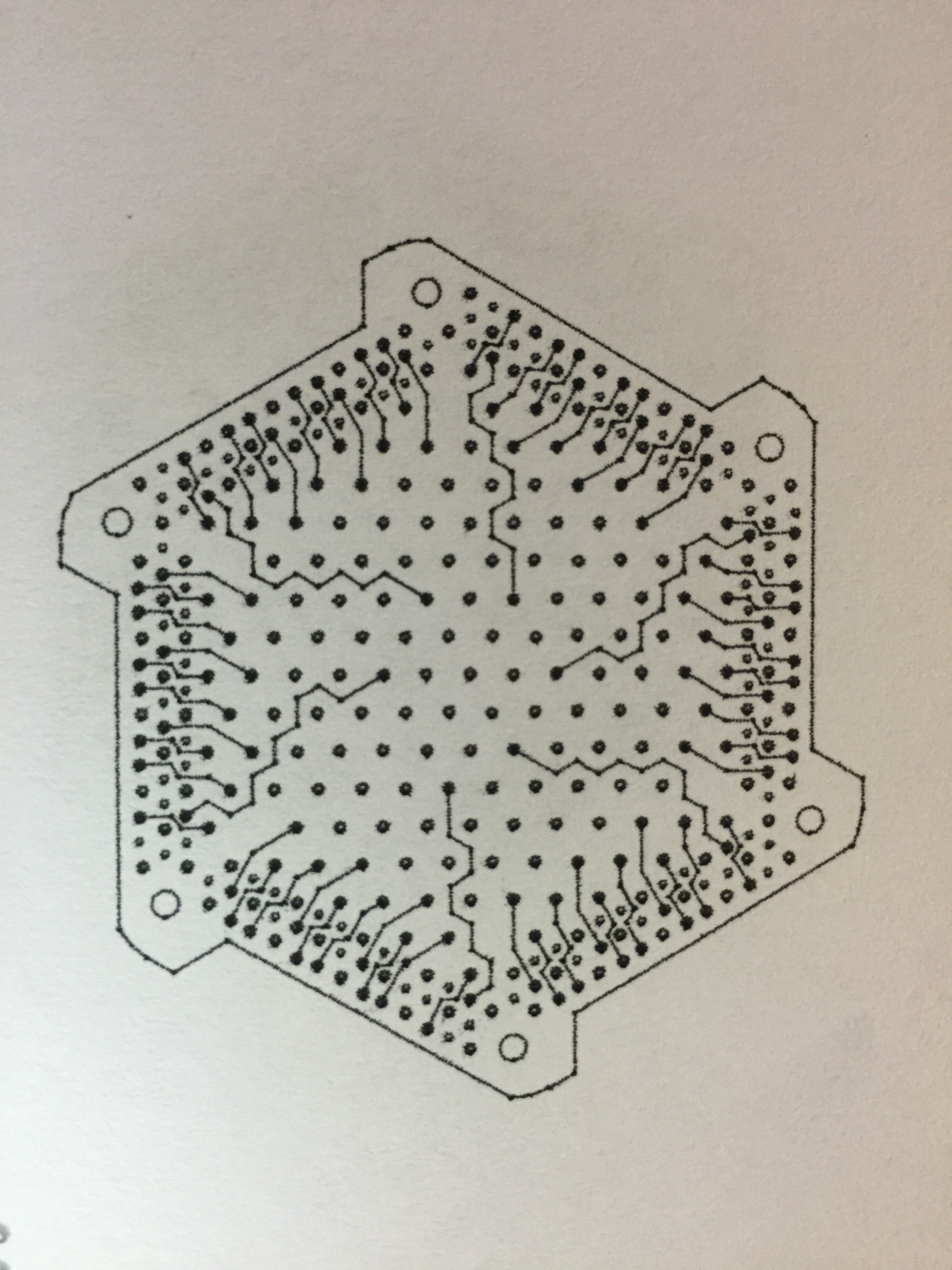
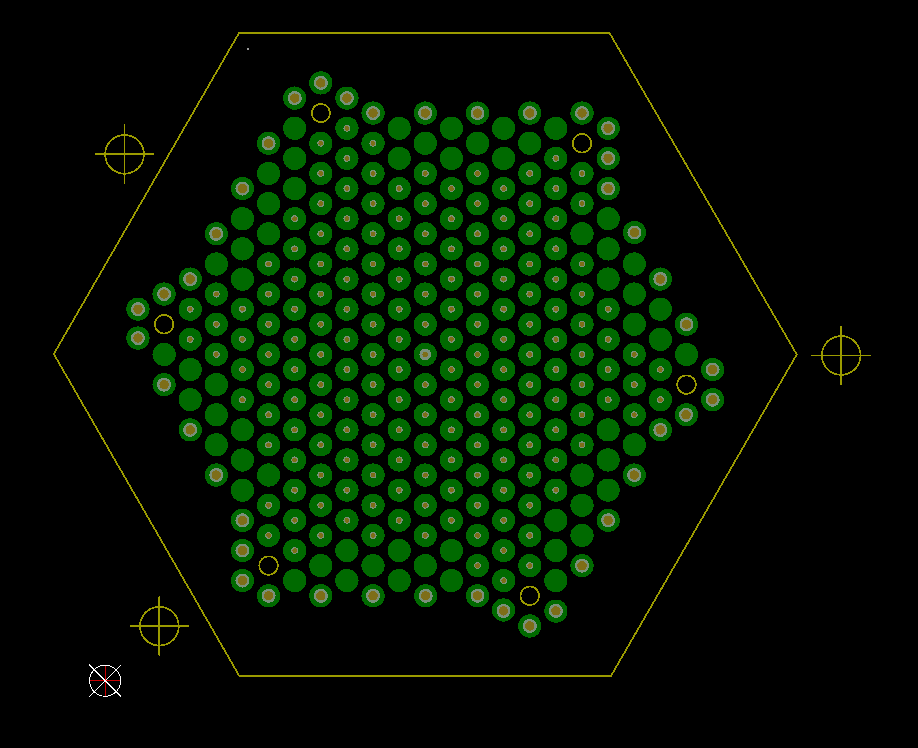
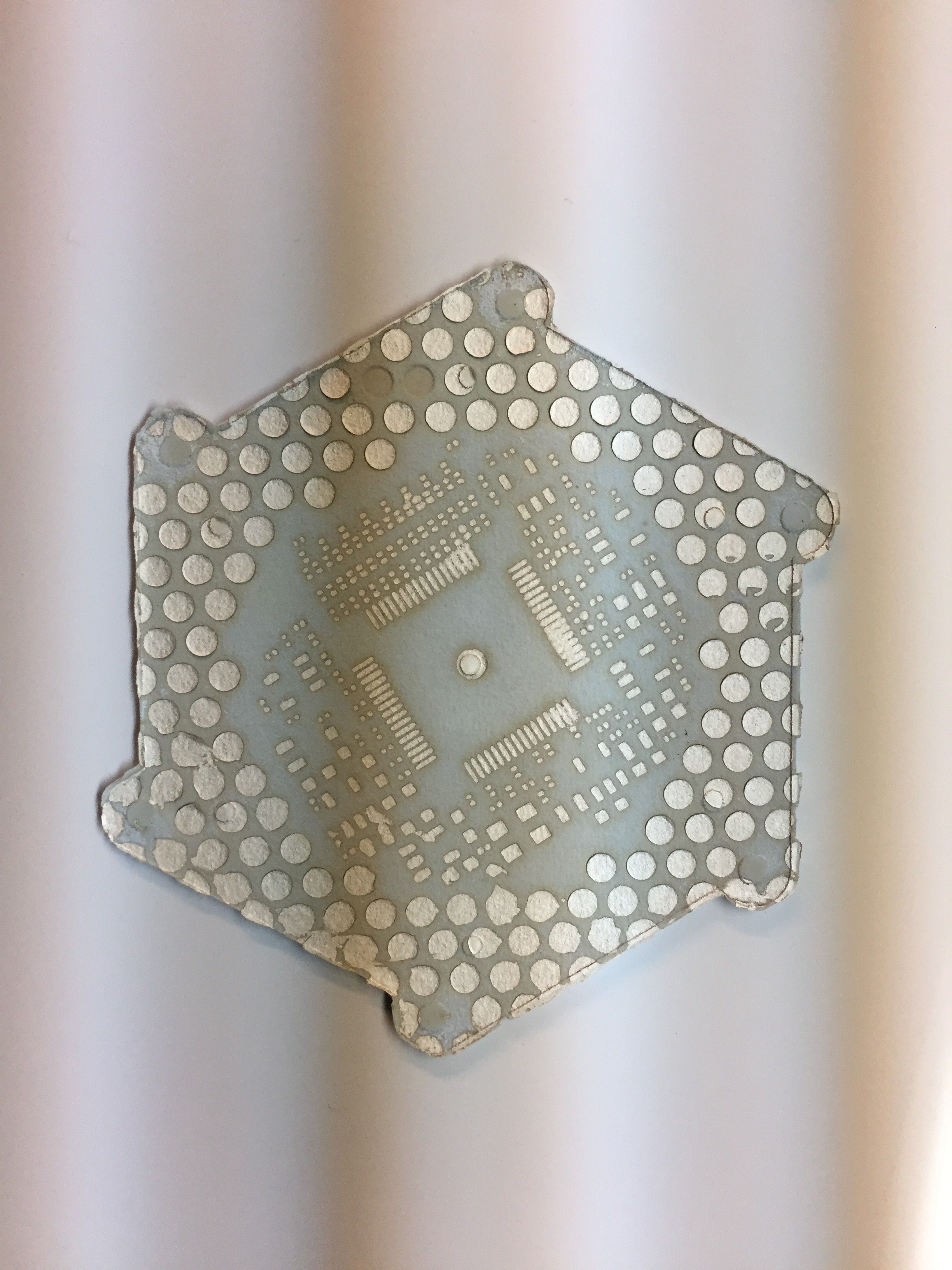 Before your eyes is the weapon that slew the dragon! A little nicked from the hard bones. Four layers of tape with really thick, "too thick", silver ink. The circuit layout used 5 mil design rules. Most of the components are 0201 size.
Before your eyes is the weapon that slew the dragon! A little nicked from the hard bones. Four layers of tape with really thick, "too thick", silver ink. The circuit layout used 5 mil design rules. Most of the components are 0201 size. 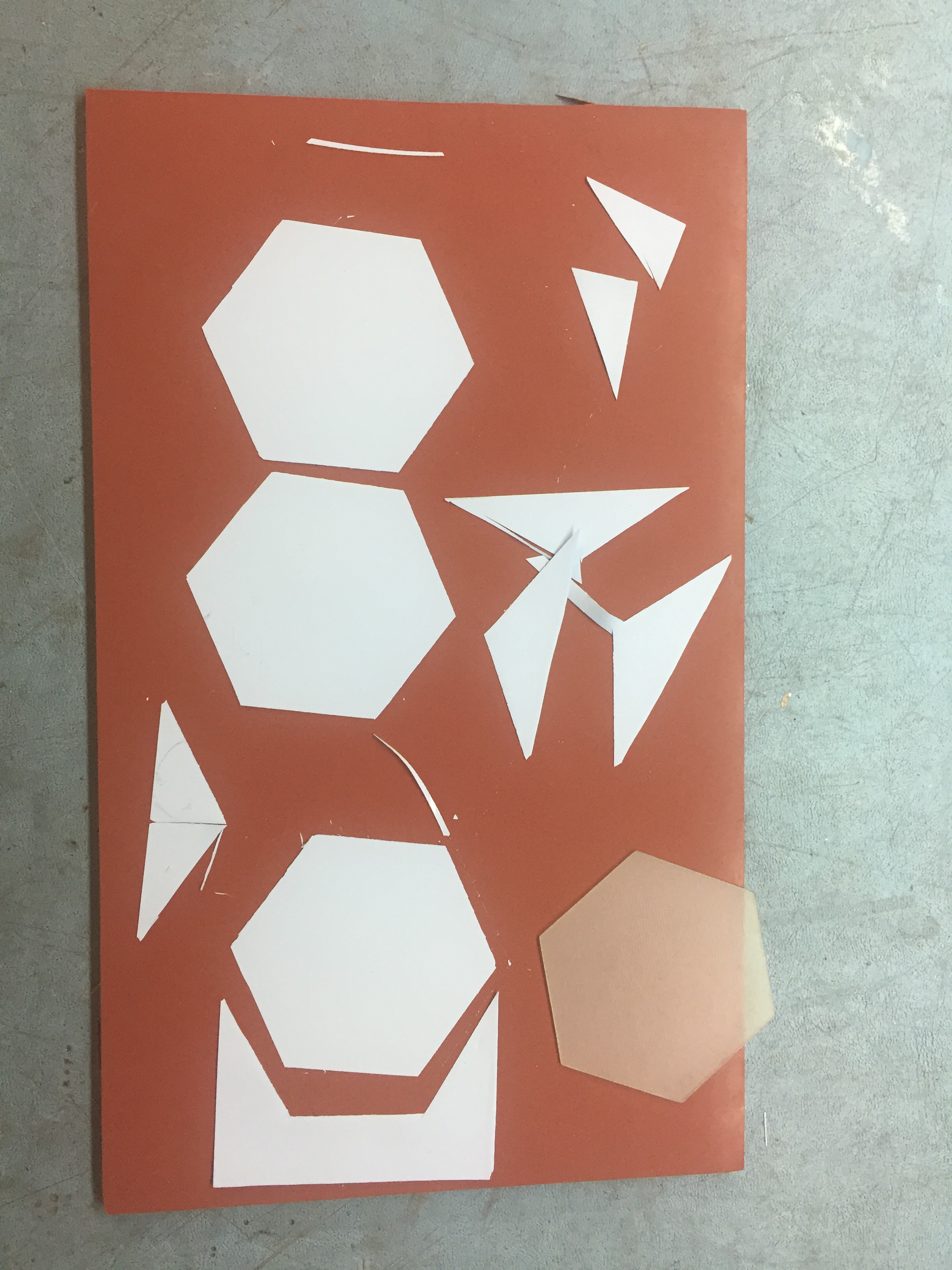
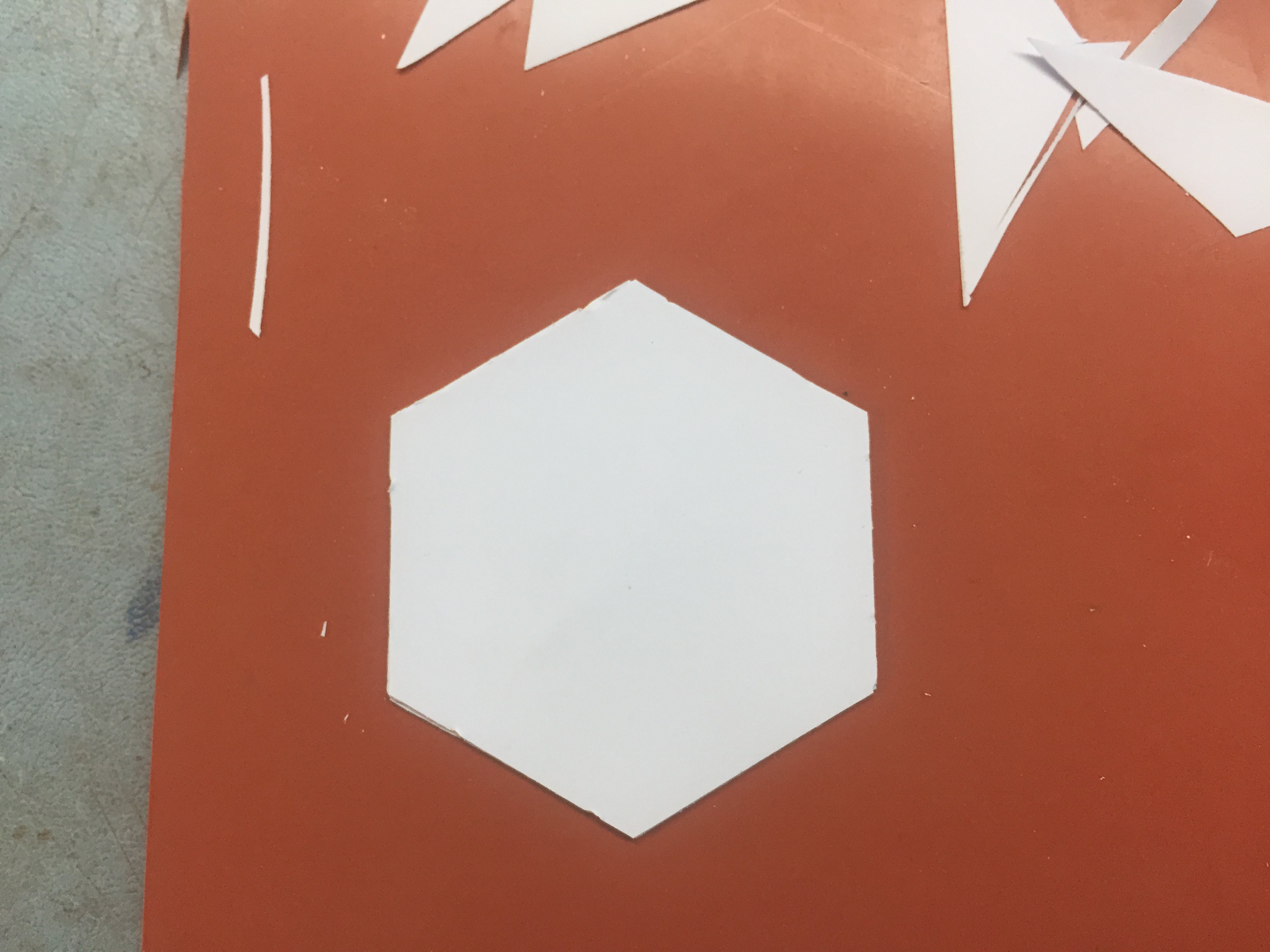
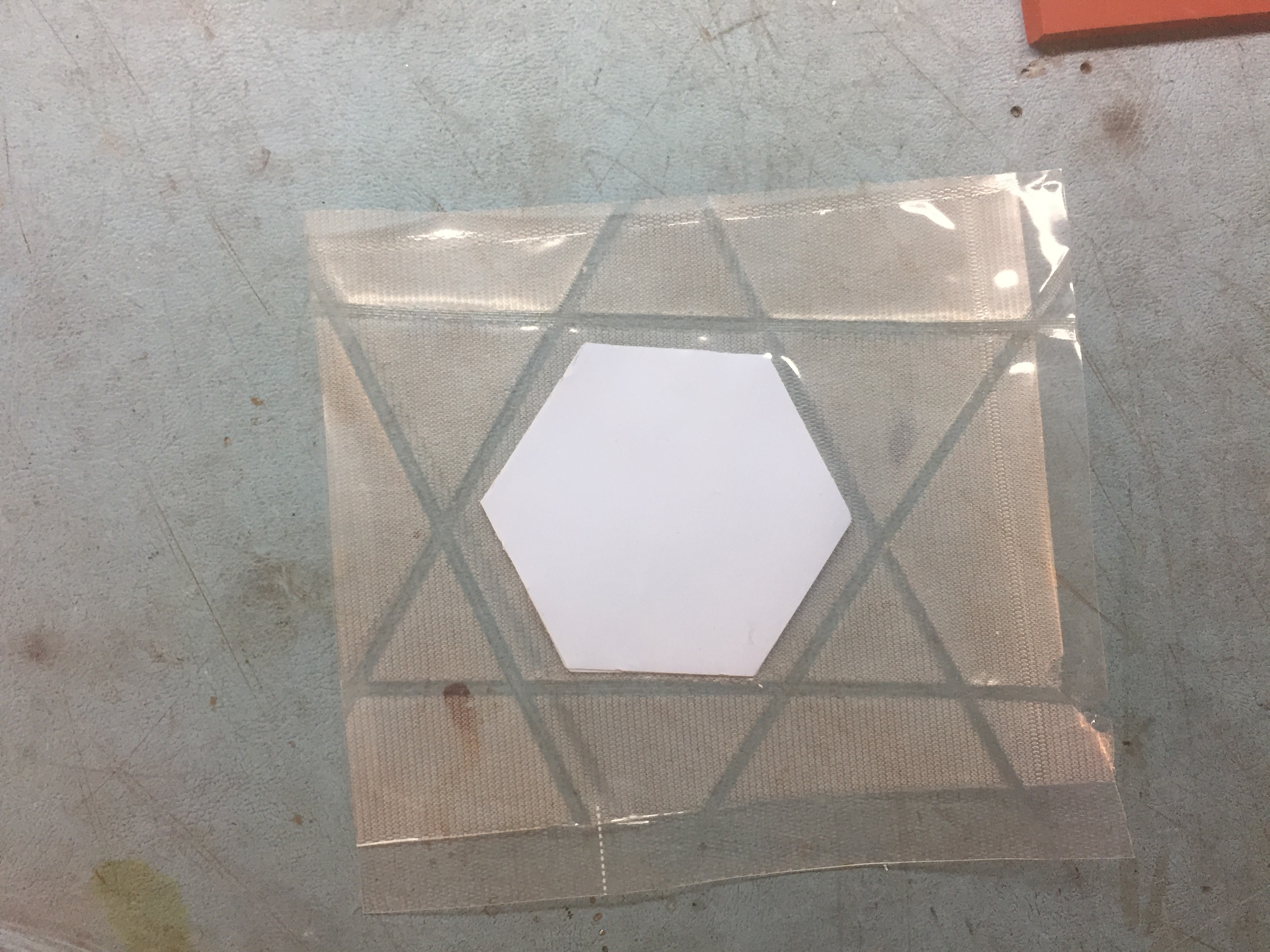
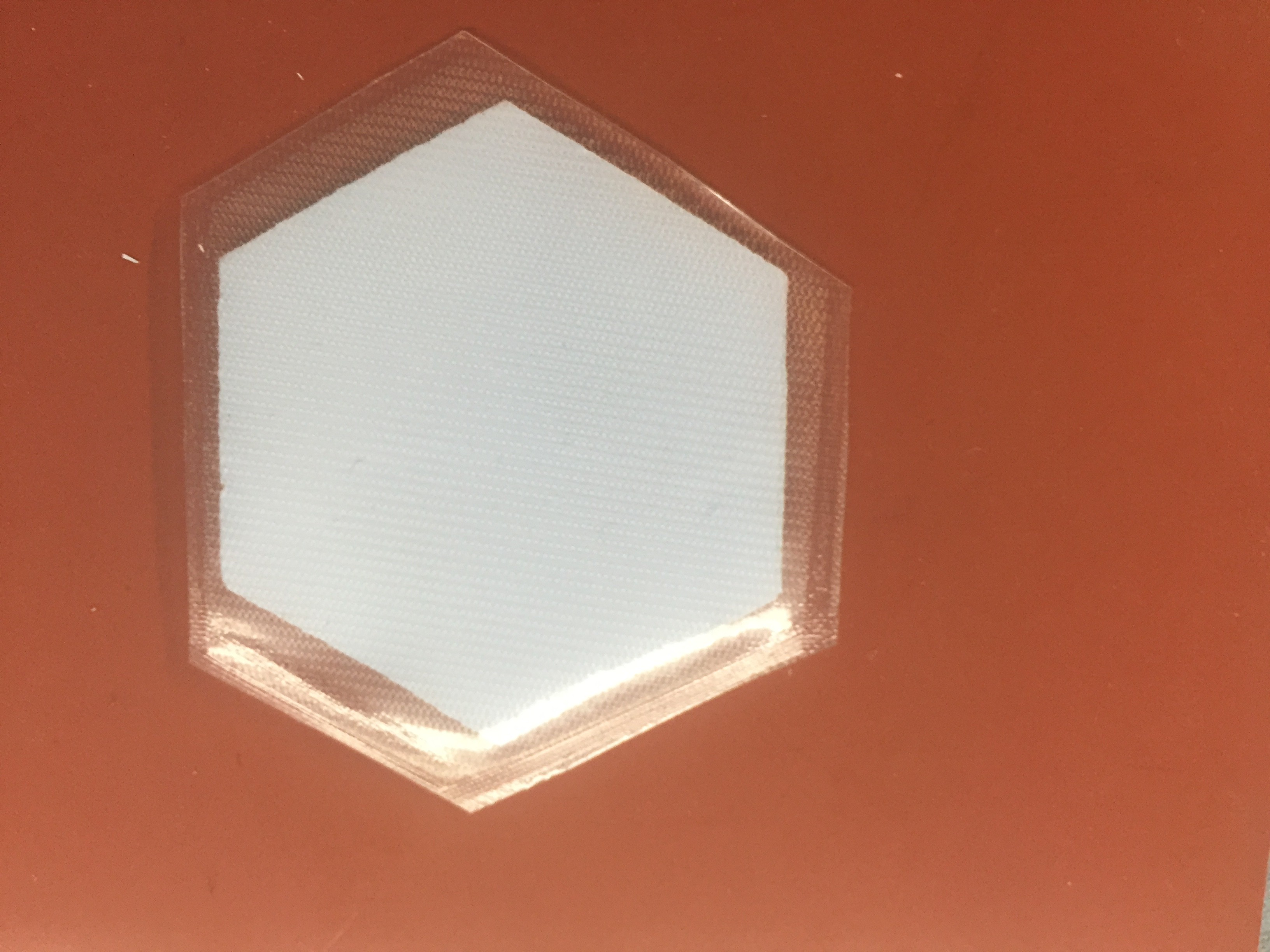



 The tape stack was fired anyway.
The tape stack was fired anyway.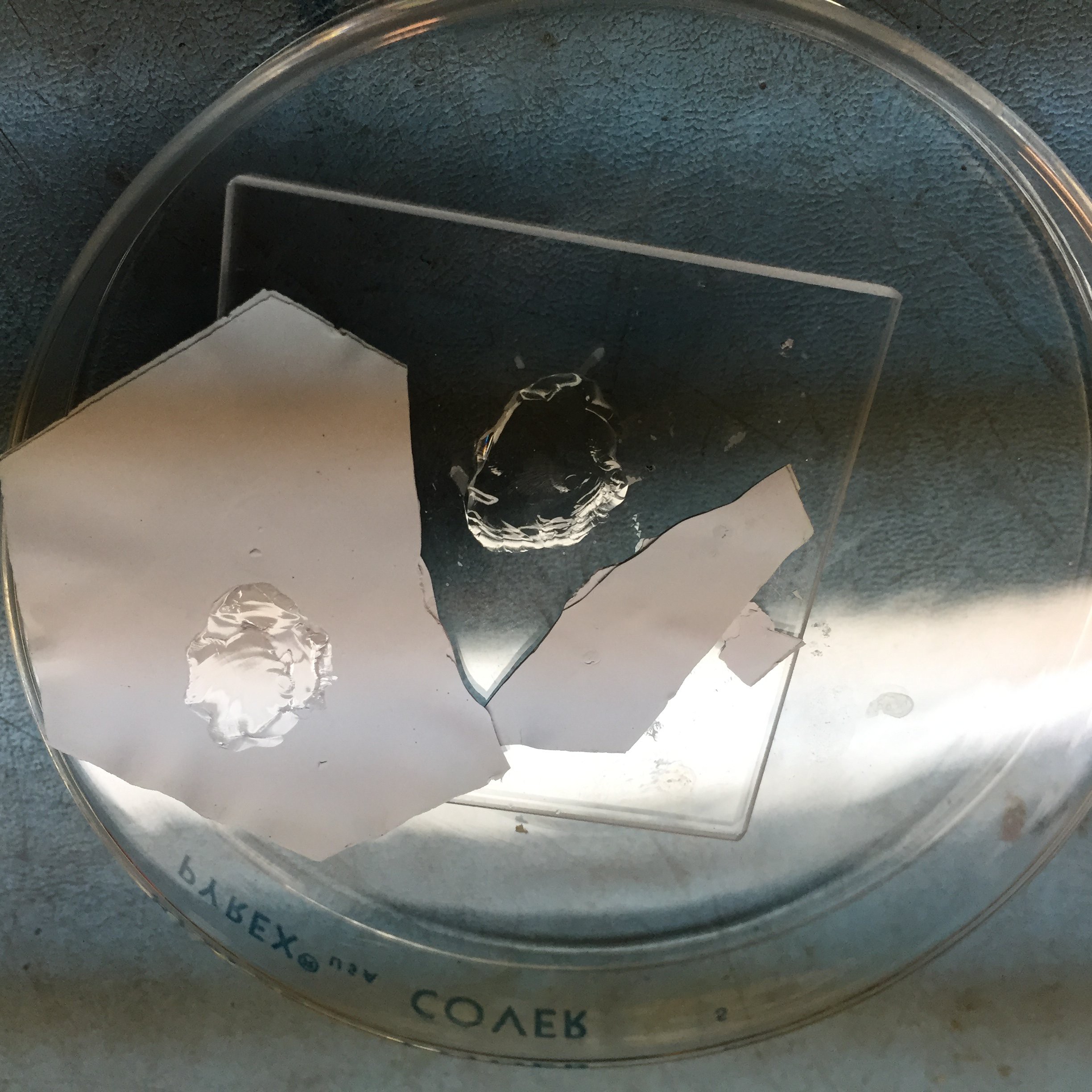



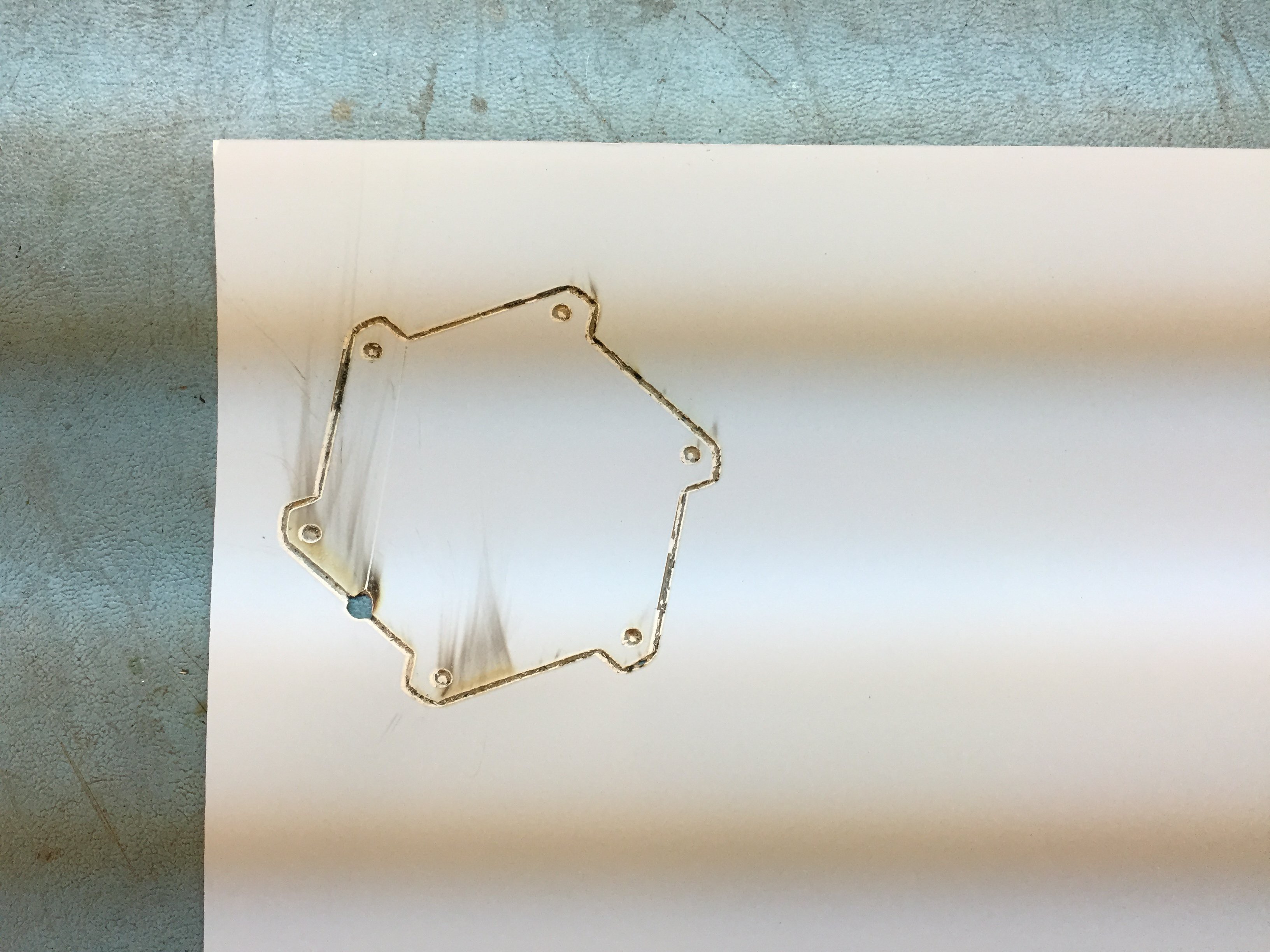
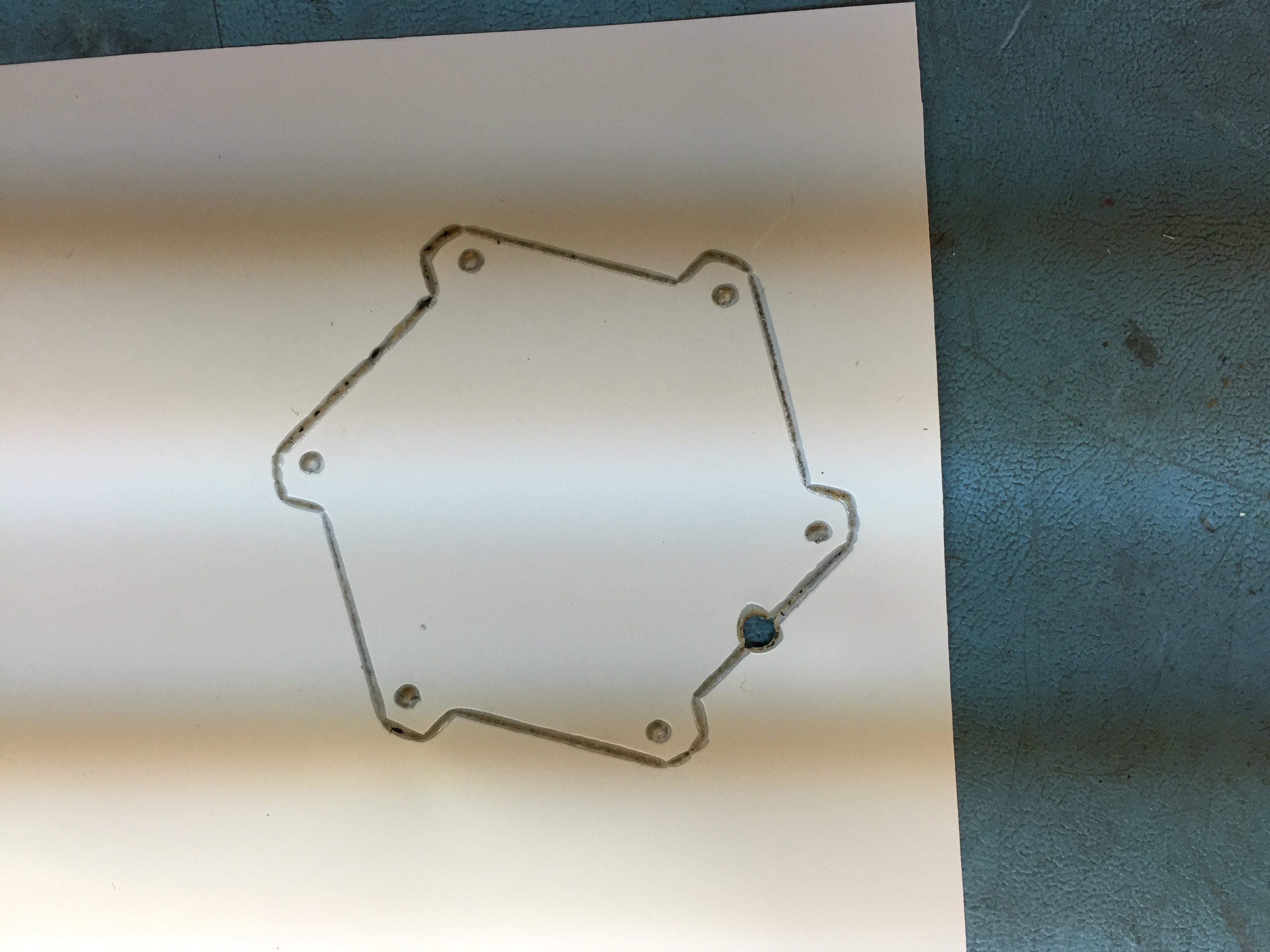
 The cover sheet used to support the ceramic green tape is still intact. Can it be that the power level of the laser was perfect? Doubtful. If the energy was not absorbed, and the MDF beneath it was not cut then it must have been reflected back. Interesting! Do not look into laser with remaining eye!
The cover sheet used to support the ceramic green tape is still intact. Can it be that the power level of the laser was perfect? Doubtful. If the energy was not absorbed, and the MDF beneath it was not cut then it must have been reflected back. Interesting! Do not look into laser with remaining eye!






 xpDIY
xpDIY
Wow this project sounds really advanced. Were there any more updates to this?