 Johannes Hassler
Johannes HasslerAfter some testing an a lot of Time i found out, that delamination of the flex spline is happening in all of my Flexsplines of the second generation (the first available STL files).
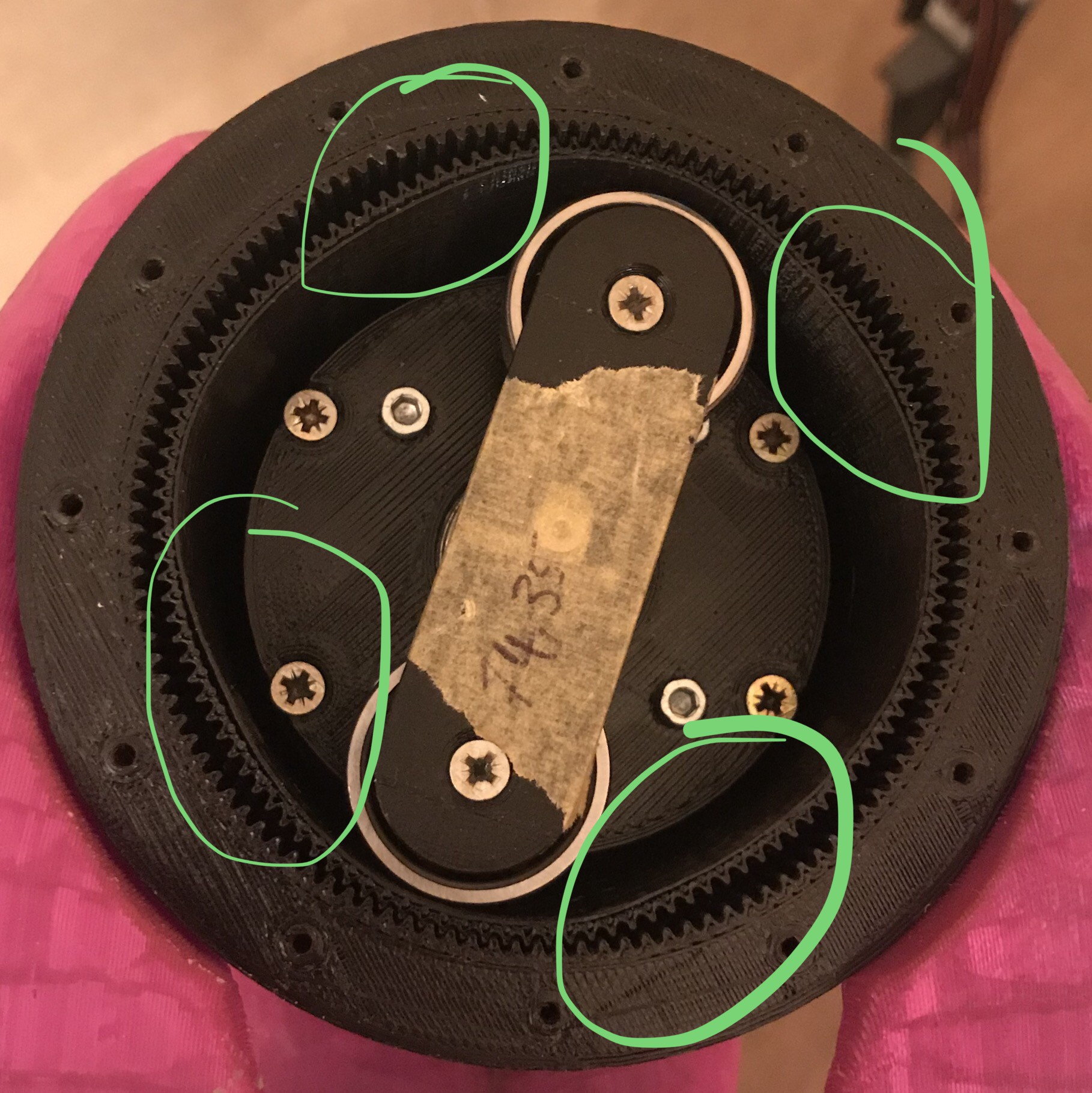
The Gear still works ok, I have to look how to prevent that in the future though. One solution could be to adjust the line thickness down a bit to get a better adhesion.
Another one could be to rely on only one perimeter - at the risk of braking the flex spline vertically. This solution would benefit from a bigger nozzle diameter.
This happens because of stretching and contracting forces while bending the flex spline. Counter measurements other than print settings include 1. lowering the stresses through a bigger bending radius (means bigger bearing or more bearing to get a flatter stress gradient in the flexible bit) and 2. exchanging PETg for something softer, like the NinjaTek Cheetah Flexible Filament.
As the unique selling point is to print this gear with one type of filament, I try my best to succeed with PETg as filament.
Discussions
Become a Hackaday.io Member
Create an account to leave a comment. Already have an account? Log In.
Aren't you flexing more than necessary? In the CAD image in the previous log it looks like the outer tips of the flexspline teeth fit entirely inside the inner tips of the ring teeth. But it should be ok if they almost half way overlap, since the deformation from the wave generator pulls the out-of-mesh teeth away from eachother, so they can skip past without clashing.
But aside from that, it does look like you need to fiddle the print settings some. If you're using 0.4mm nozzle, try increasing the flow to 130% and set horizontal expansion to -0.06mm. That should keep the outer dimensions the same, but increase the line width a little so they merge together better.
Are you sure? yes | no