 Kenji Larsen
Kenji LarsenCarbon fiber and fiberglass are excellent materials, but are only half the equation. Both require a binder, usually epoxy or a phenolic resin, to entrap the fibers. The two components together create structural strength in a composite material that is easy to use to make complex shapes.
Paper is composed of cellulose fibers, linked by hydrogen bonds. Wood felts entangle the fibers mechanically as well. Both materials may be strengthened by sizing, which in some ways acts akin to the polymer agent used with fiberglass or carbon fiber.
The process under development starts with the Japanese washi paper making process as its progenitor. That process traditionally is done mostly by hand, and uses long, soft mulberry bark fibers (among others) to create strong papers with a characteristic look, which is not unlike the look of fiberglass mat.
This process, however, makes use of motors tied to a vat to introduce vibrations through the liquid suspension of cellulose fibers. Fiber size and aspect ratio is carefully controlled such that their motion and orientation in the suspension may be influenced by the vibrations.

This controls fiber orientation in the bulk paper, which is optimized for the areas of low articulation in the final shape. For certain fibers, aloe vera gel is used to adjust the suspension so that the fibers are more evenly distributed in a proportionately large Z axis. Instead of a flat screen and deckle, a grid of desired three dimensional shape is 3D printed, along with a negative shape. The flow of fiber-laden suspension is controlled over areas of high slope (with respect to gravity) by motion of the 3D screen, as well as small studs printed into the shape to restrict fiber movement due to viscous interactions and mechanical interference, and by orifices in the screen to promote suspension liquid flow in certain directions.
This special screen is drawn through the suspension, as in the traditional washi process. The draw may be done by hand, or may be done by machine for high repeatability. This is the least sensitive axis, however.
Instead of being released onto a flat (usually felt) intermediate surface, the resulting 3D paper is released onto its negative screen, where it is allowed to release some of its water. At this point another 3D printed positive surface may be used to sandwich the paper and apply pressure, whereby the paper may dry and become a sheet of 3D curved paper. This can work well when only a thin paper shell is desired.
However, the original positive may be drawn again through the suspension to obtain another layer, which may be released onto the negative screen already containing the first “sheet”, which is still wet. The negative is then vibrated to create an amount of felting between the two sheets, while they are still saturated. This process can be repeated until the desired amount of fiber is accumulated, and then the flat positive may be applied and pressed.
Once dried, the shaped fiber is strong, but may be made much stronger by sizing. I have been experimenting with two different types of sizing, one made from animal hide glue, and another made from sticklac.
The 3D curved process is still being made repeatable. Currently flat paper sheets and multi-layer agglomerations can be produced repeatably, with many different kinds of wood fiber. Bulk statistical orientation has been demonstrated, and levels of up to 75% anisotropy have been achieved (but pushing it further).
Here is a shot of a coarse spruce fiber with 65% anisotropy in the vertical direction:
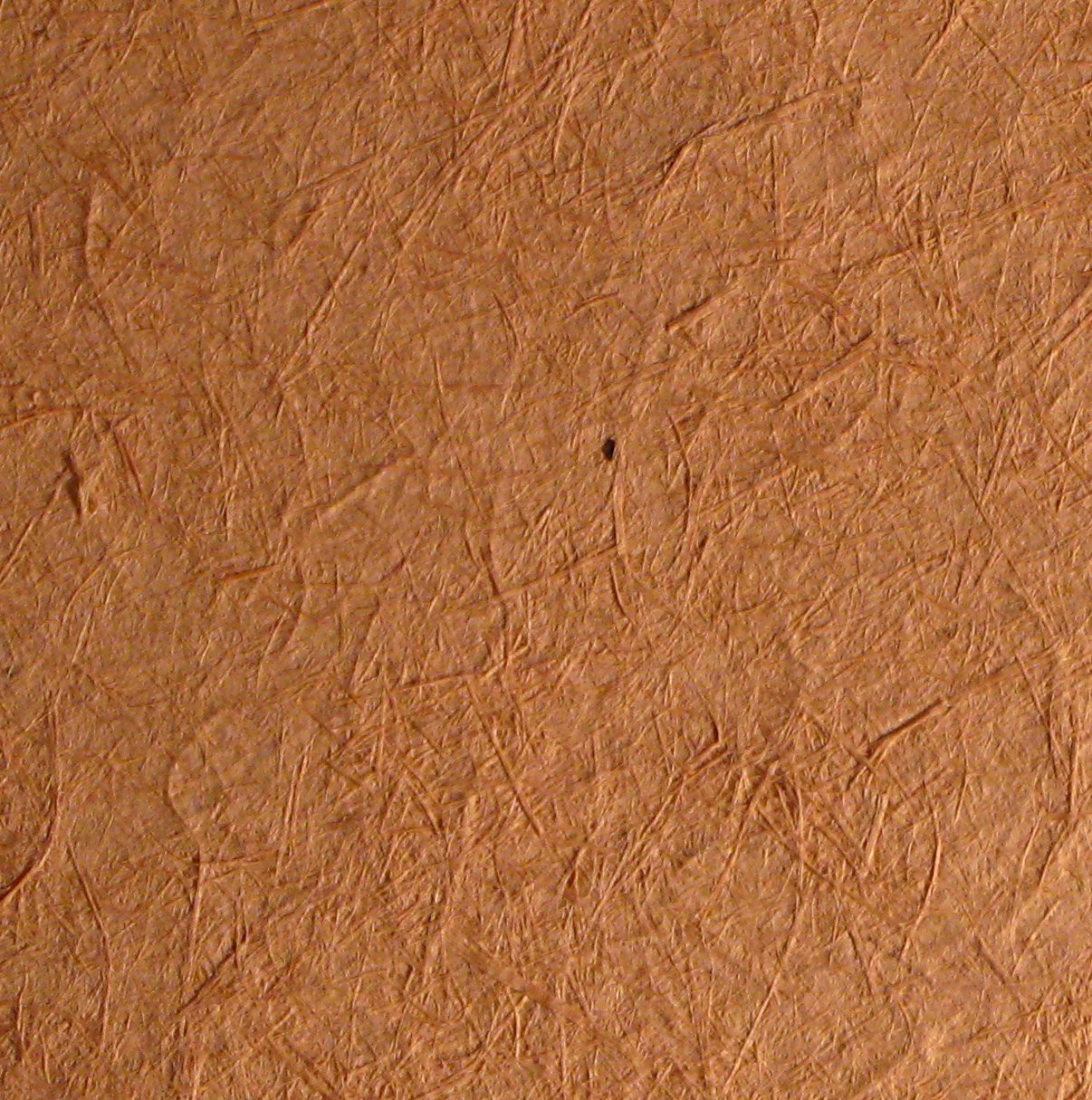
And here is a shot of coarse maple fiber, about 70% anisotropic on the 135 degree axis:

Much finer fibers are used as well, but they are harder characterize in photographs. On the microscopic level, they are doing the same thing and produce the same kind of anisotropic strength.
Why do this?



 Romain LAPIERRE
Romain LAPIERRE
 ken.do
ken.do

 Kyra S
Kyra S