0%
0%
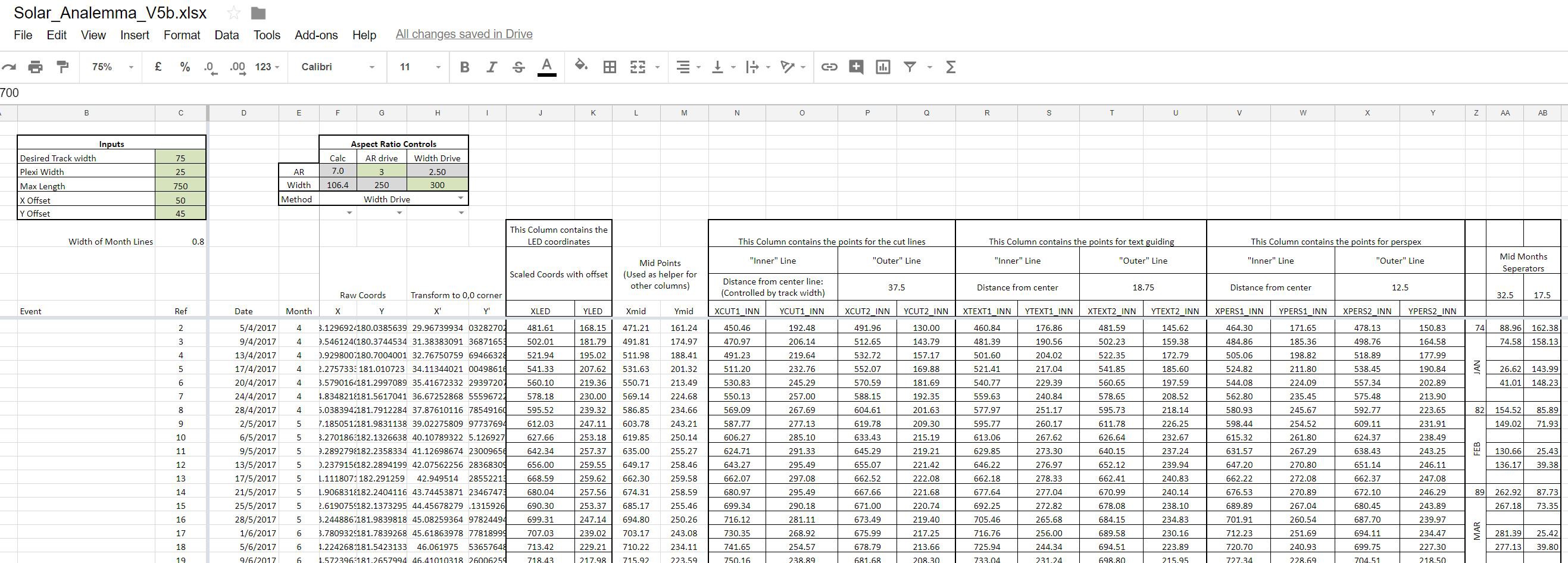
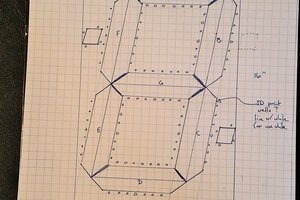
Solar Analemma Chandelier
A chandelier of LEDs, WiFi and CNC'd MDF.
 doigal
doigalBecome a Hackaday.io member
Already have an account? Log in.
Just one more thing
To make the experience fit your profile, pick a username and tell us what interests you.
Pick an awesome username
hackaday.io/
Your profile's URL: hackaday.io/username. Max 25 alphanumeric characters.
Pick a few interests
Projects that share your interests
People that share your interests






 seminolemuscle
seminolemuscle
 TAIBHSE DESIGNS
TAIBHSE DESIGNS
 zittware
zittware