 ottoragam
ottoragamThis project is now avalilable on Crowdsupply and Tindie
https://www.crowdsupply.com/citrus-cnc/tarocco
https://www.tindie.com/products/ottoragam/tarocco/
Features
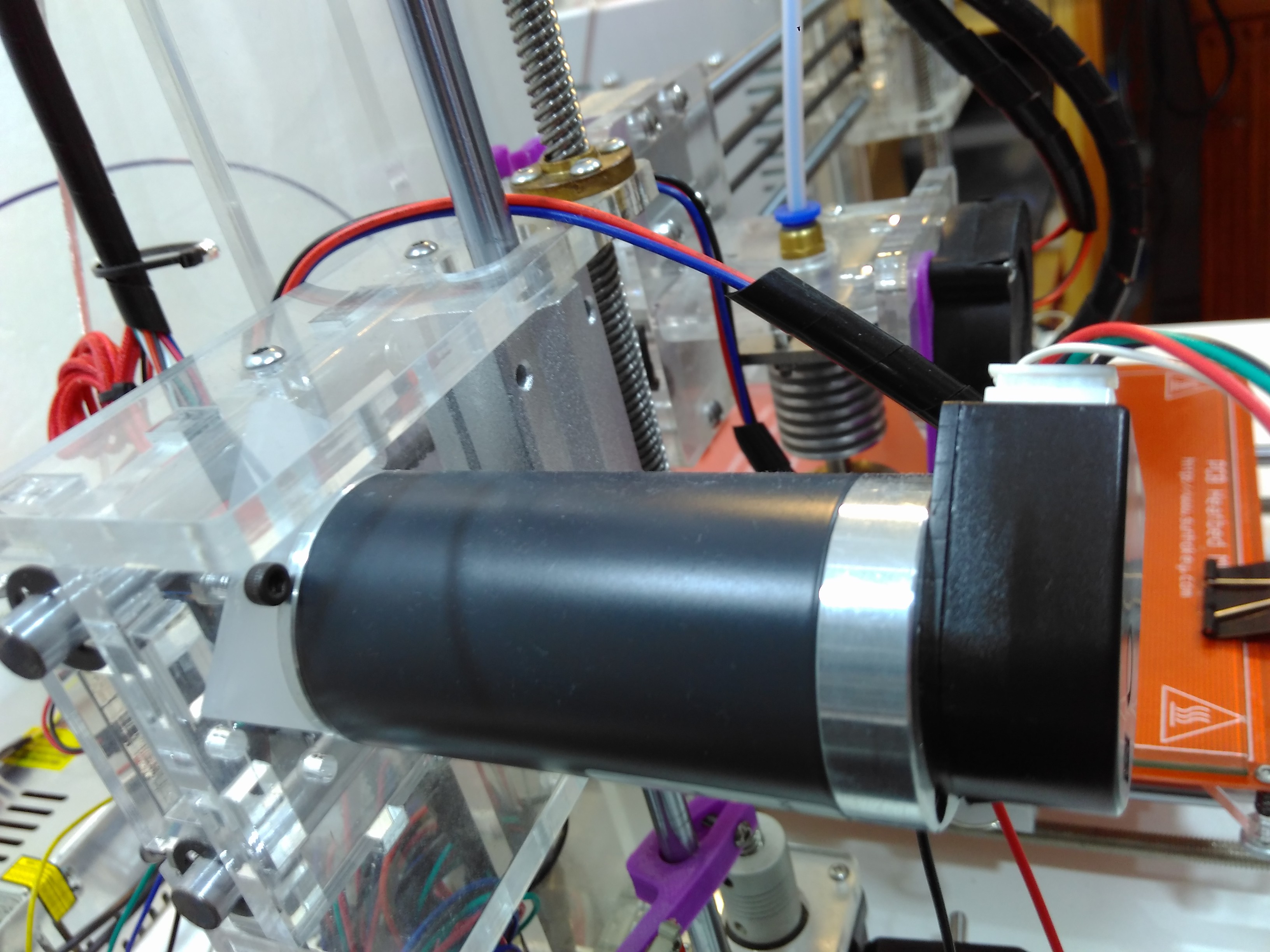
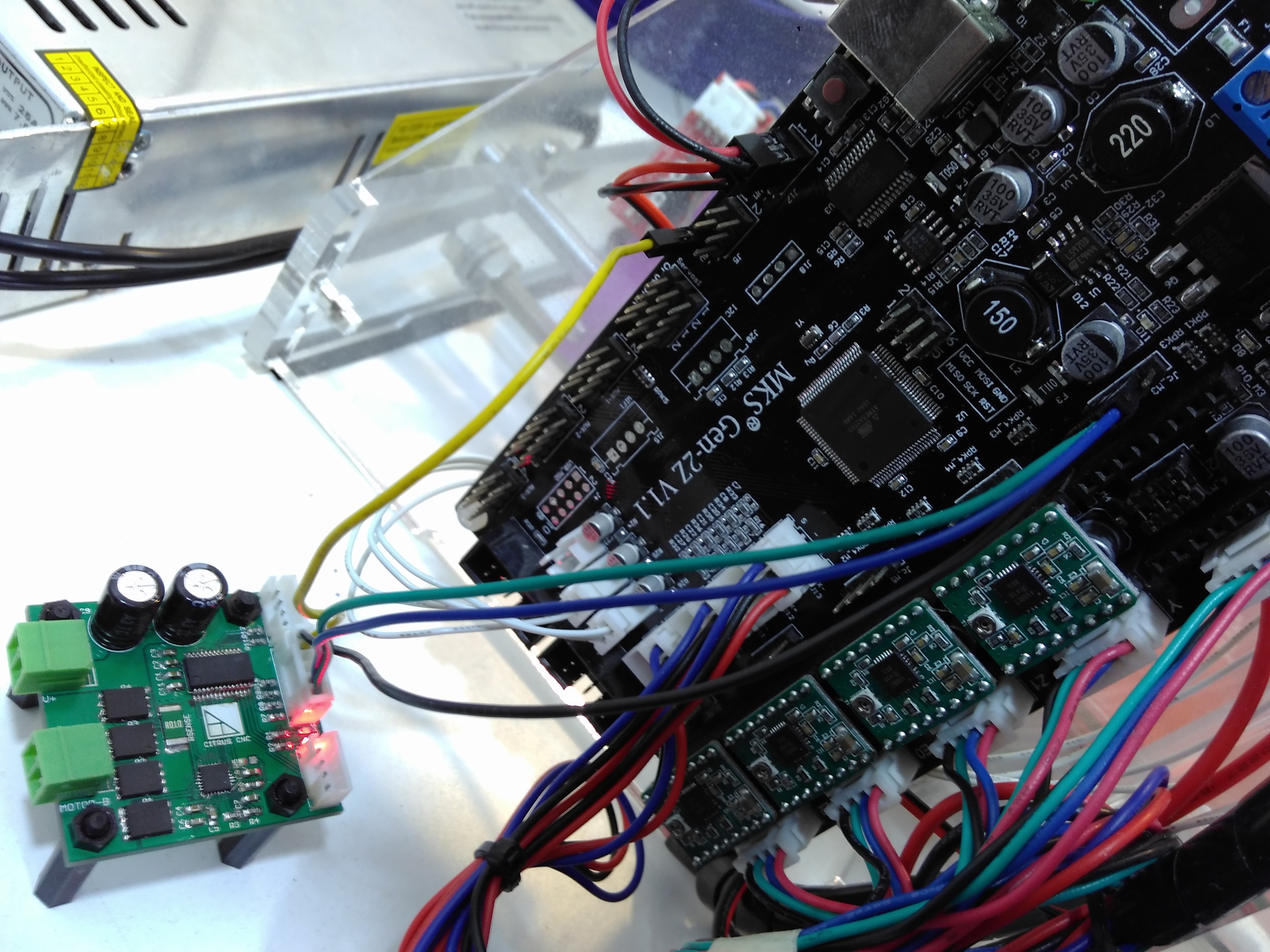
The board accepts the common STEP/DIR signals that are ubiquitous to low cost machine control boards, such as the RAMPS and parallel port breakout boards for Mach3, LinuxCNC and Machinekit.
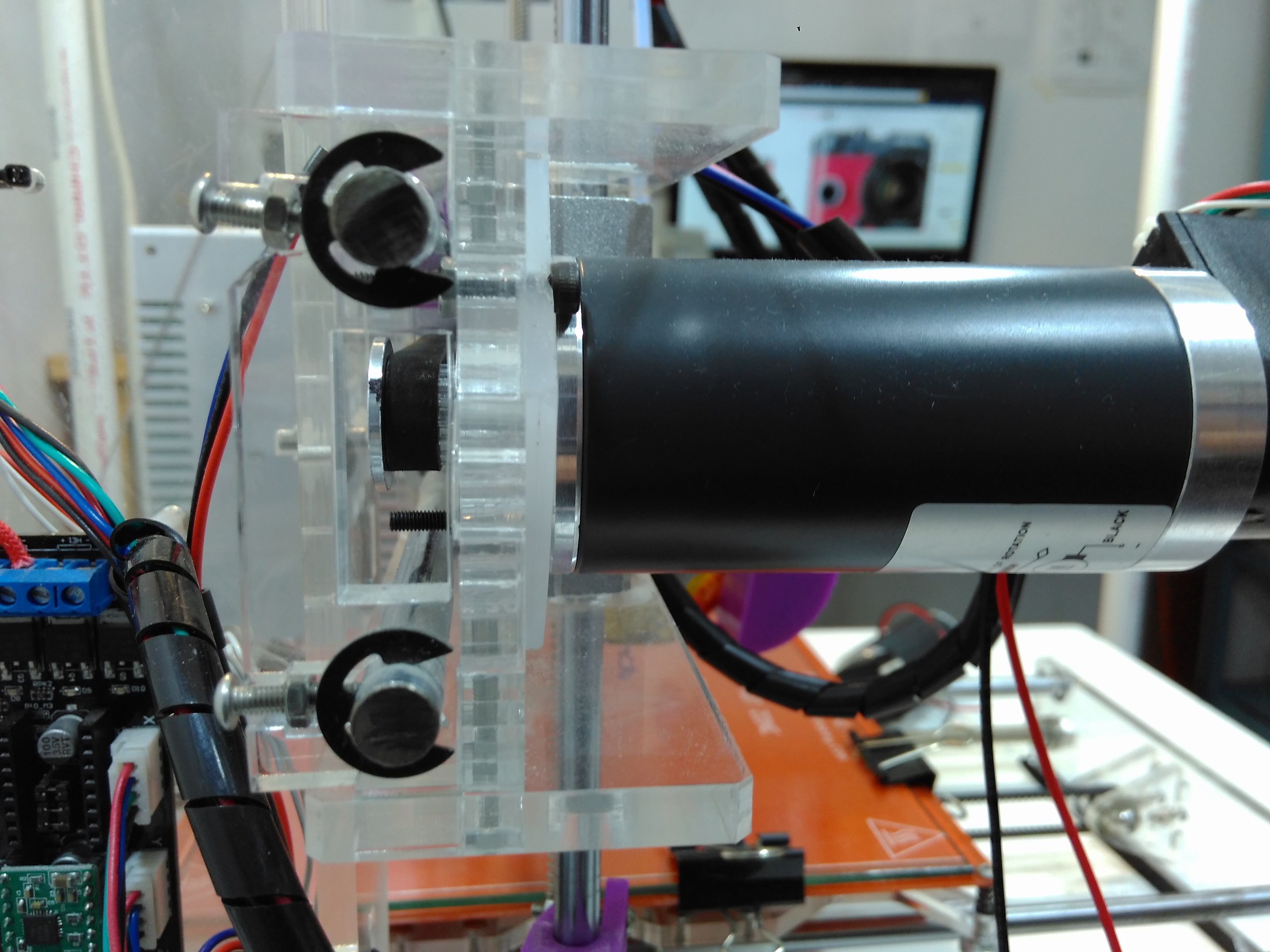
Position sensing is achieved by means of an incremental quadrature encoder. The controller is capable of stopping the machine when it detects one of several fault conditions (discussed later) to avoid ruining a job. A full duplex serial port is available for easy configuration and tuning of the servo driver.
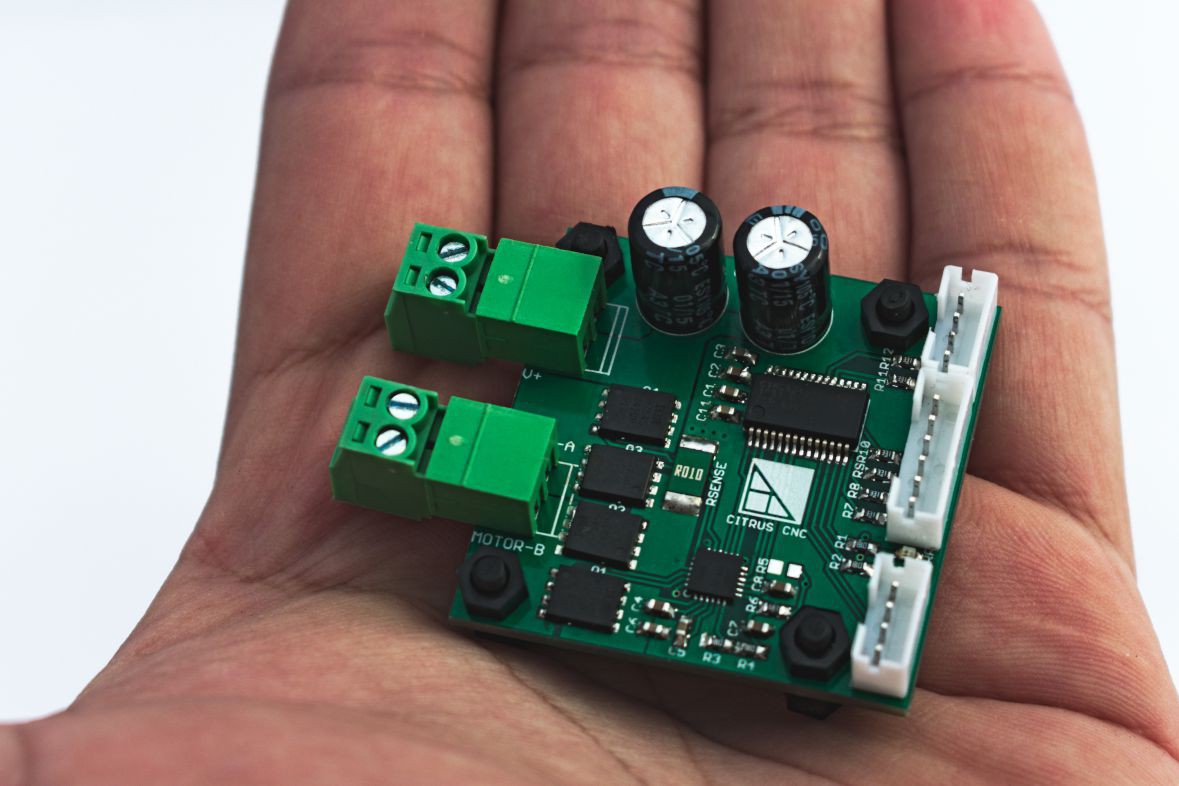
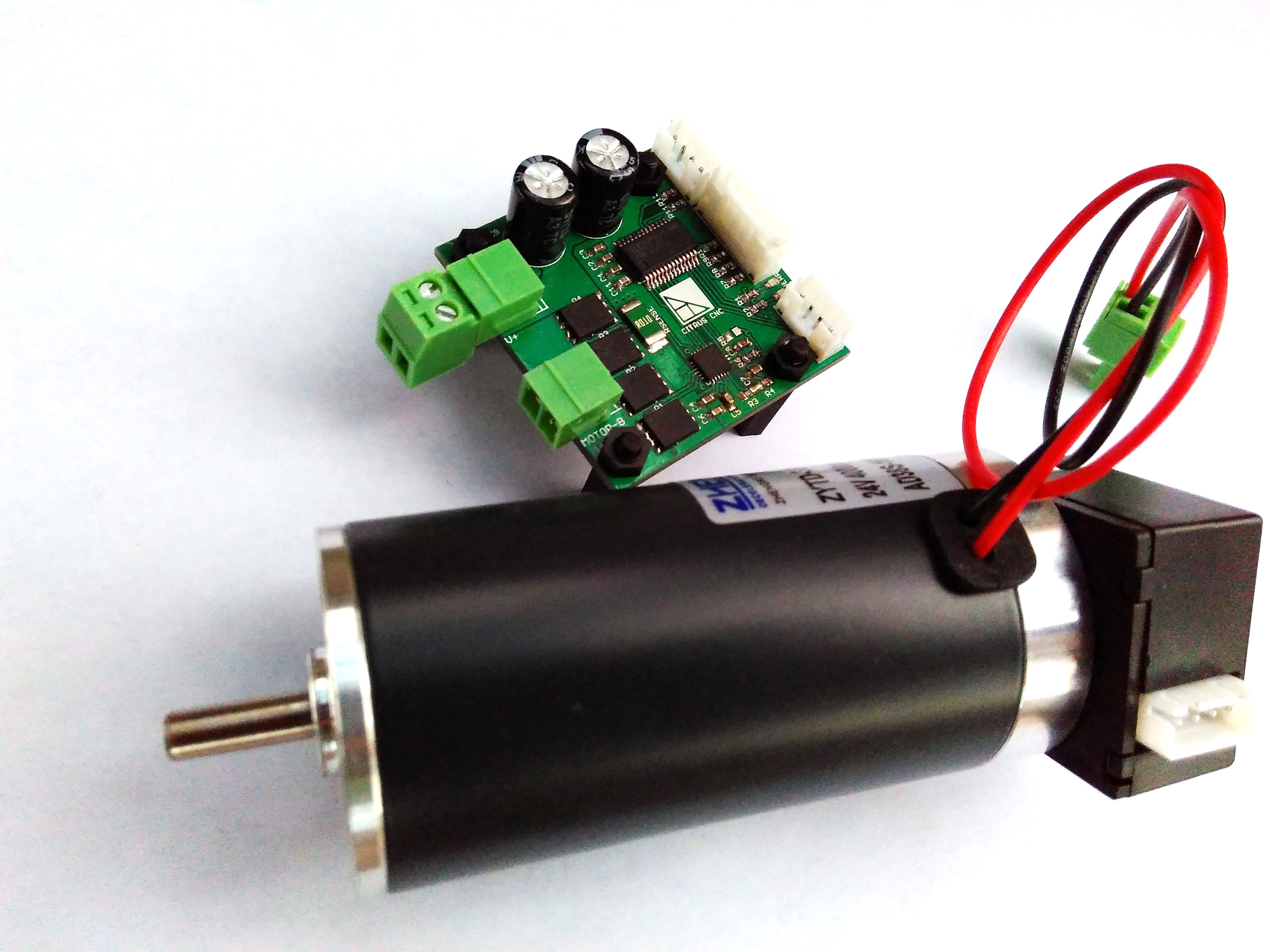
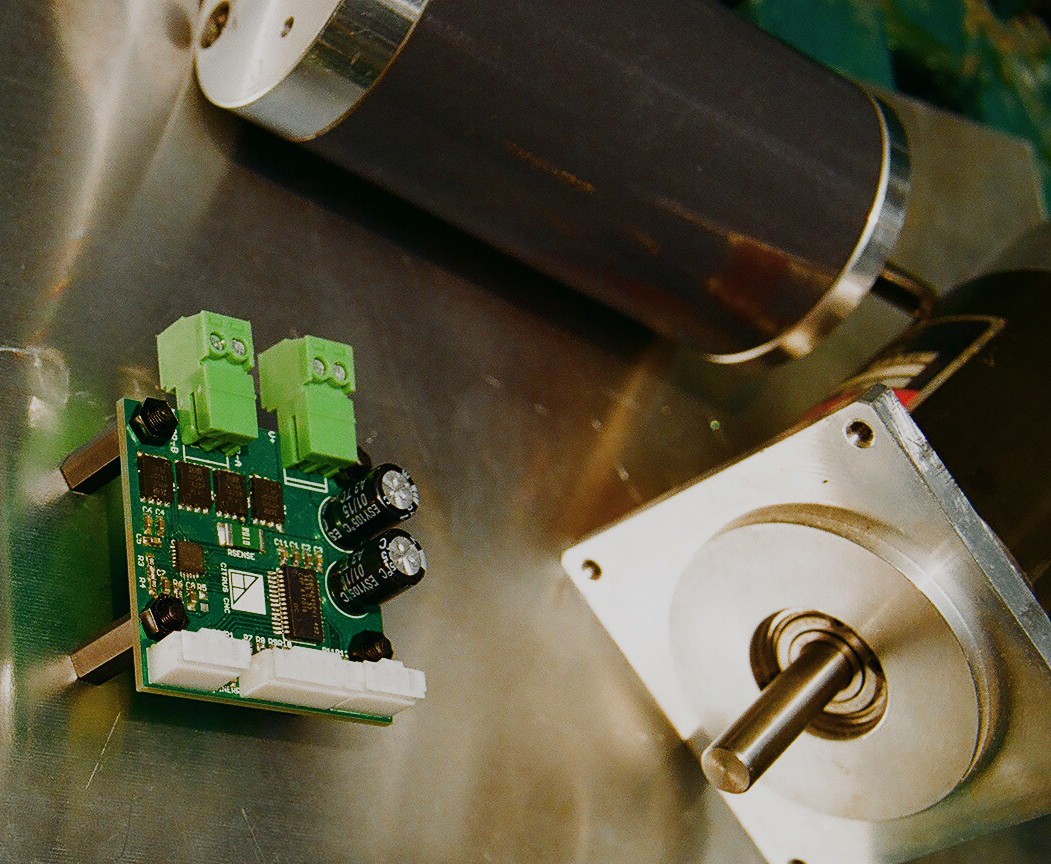
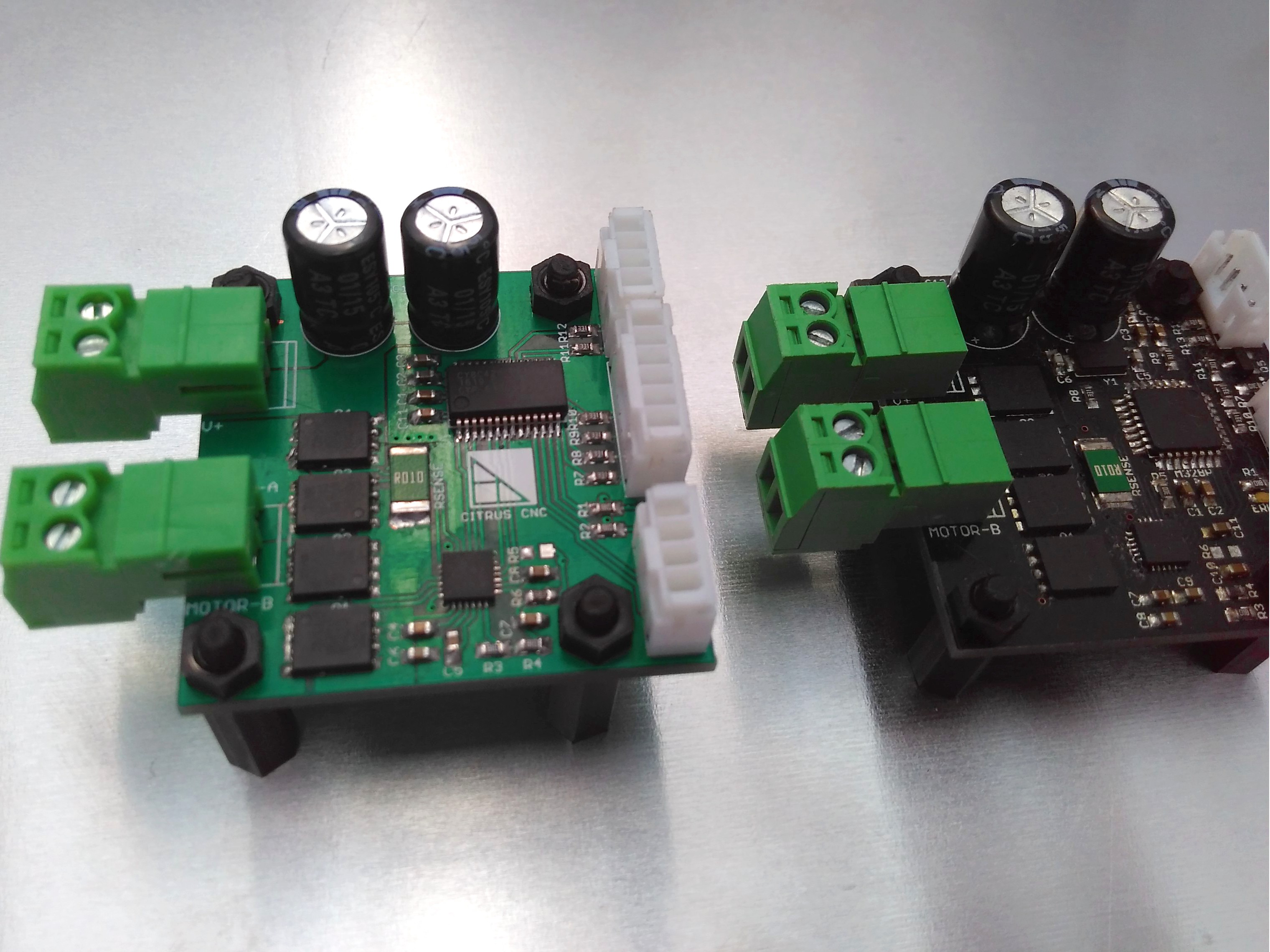
Shrouded and keyed headers for the signal connections are installed on the board to keep the end user from accidentally shorting two pins together or plugging a connector backwards. Pluggable screw terminals for the power connections allow the board to be easily installed inside a case or in tight spaces without having the cables getting in the way of the user.
SoC for Closed Loop Control
A Cypress Semiconductor PSoC4 chip (ARM Cortex M0 core plus internal programmable logic and analog hardware) is present to read the STEP/DIR signals from the machine controller, read the encoder input and perform the calculations required for closed loop control of the motor kinematics.
It controls two indicator LEDs for signaling the different fault modes the device is able to detect, such as motor overcurrent, driver undervoltage, missing encoder, exceeded encoder pulse rate and motor not able to reach position. It can also send an alarm to the rest of the motor drivers.
Gate Driver
A full bridge MOSFETgate driver switches four transistors with an appropriate voltage with the appropriatecommutation speed, while also protecting them from being damaged by a shoot-through condition oroverheating due to insufficient gate voltage or anovercurrent event.
The IC also amplifies the voltage drop from an external 5 mOhm shunt resistor for low side current sensing.
Finally, the driver also performs current chopping (set at 12 A) to provide a second layer of overcurrent protection. The current level is set via two resistors in a voltage divider configuration.
MOSFETs in H Bridge Configuration
The device utilizes four ~5 mOhm (at 25 ºC) N channel MOSFETs with a 60 V breakdown voltage. The transistors use the board as a heatsink.
Device Characteristics
|
Parameter |
Min |
Typ |
Max |
Unit |
|---|---|---|---|---|
|
Motor side voltage |
6 |
|
36 |
V |
|
Continuous current output |
0 |
|
10 |
A |
|
Logic side voltage (VLOGIC) |
1.8 |
|
5 |
V |
|
Current consumption |
|
50 |
|
mA |
|
Step signal frequency |
0 |
|
200 |
kHz |
|
Encoder frequency (4x) |
0 |
|
200 |
kHz |
|
Error signal output current |
|
4 |
|
mA |
|
Serial port speed |
|
19200 |
|
baud |
|
Weight |
|
14.5(0.5) |
|
g(oz) |
|
Operating ambient temperature 1 |
0 |
|
40 |
°C |
1 40 ºC is the maximum ambient air temperature for which the current output value is valid
Source files: https://github.com/ottoragam/Tarocco







 Christopher Xu
Christopher Xu
 SUF
SUF
 Yannick (Gigawipf)
Yannick (Gigawipf)
 John Taylor
John Taylor
Hey, so I've been away from my extruder project because of life. I did come across this encoder: http://www.ebay.com/itm/HKT22-Optical-Rotary-Encoder-/122549225532?hash=item1c8880c83c:g:R0sAAOSwDrlZgMAc
Would it work with this system?