 helge
helgeIt's almost certain that you've used a plate stack valve before - they are made of lapped alumina plates and found in many faucets.

inside there's a set of ceramic plates with channels. These are made by dry-pressing ceramic powder with a binder and subsequent firing to sinter the particles.

To achieve precise dimensions the parts have to be lapped afterwards. It's interesting to note that for these very hard and brittle materials sustained wear occurs down to surface roughness / waviness in the order of 10 nanometers - so basically these plates will wear just as everything else but do so very, very slowly at the minute sealing pressures involved. (Reference: https://www.nature.com/articles/ncomms11816)
Here's a video from This Old Tony where one of them is being serviced.
Lubrication is also an important factor in wear processes, but for the scope of our discussion we'll just mention the inevitability of wear, prompting the question what materials and operating conditions to select to minimize it. Also note that soft materials will have harder particles like rust flakes embedded in their surface when contaminated, changing the wear mechanism from frictional / adhesive wear to more severe abrasive wear.
Acrylic Plate Valves
It's not too far-fetched to try and make plate valves oneself. They key to success is surface flatness and preload, both of which seem easy to achieve at first glance but soon descend into manufacturing hurdles and principal limitations.
Cast polymethylmethacrylate (PMMA) being a soft yet somewhat brittle plastic can be water jet cut, but lacking the capabilities, can also be neatly processed using a laser cutter while retaining most of the appealing properties of plate stock - smooth surfaces, consistent thickness and coplanarity. The problems come with the heat-affected zone though.
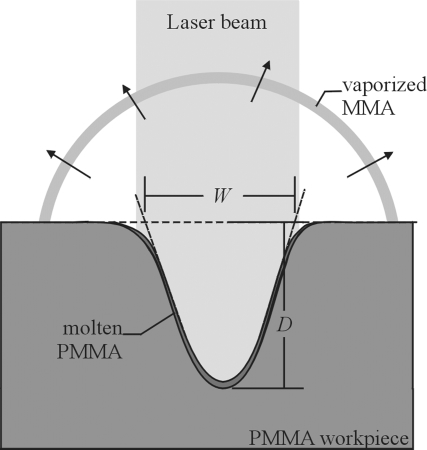
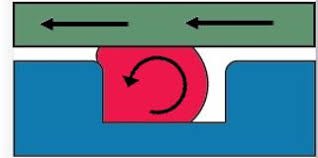
"When the laser beam is moving across the workpiece surface,
it creates a pool of molten polymer in a spot where it impinges
on the surface. The pool is driven away from the hot spot into all
directions by the heated gases of the vaporizing plastic, while
most of the melted material is resolidifying in the wake of the
beam."
Source: http://citeseerx.ist.psu.edu/viewdoc/download?doi=10.1.1.464.6609&rep=rep1&type=pdf
This is what one would expect from a laser cut feature - mostly ablation and a small heat-affected zone.
Experimental Results
Let's start with the aftermath of a laser cut (here: ~100W CO2)
Here's a picture of laser-cut PMMA made with 90° crossed polarizers. The bright areas are caused by stress-induced birefringence - this generally makes the polarization somewhat elliptical and thus regenerates a component of light that subsequently passes the second polarizer. right: after laser cutting, left: additionally submerged in ethanol, severe solvent crazing and partial relaxation of stresses:
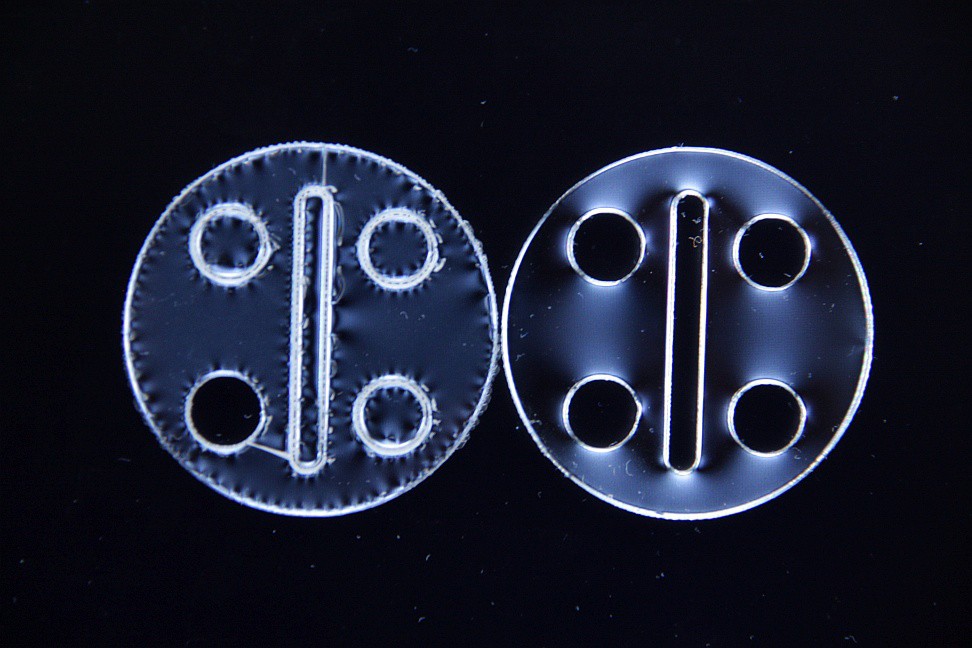
All edges are laser cut and thus have a thin veneer of rapidly melted and re-solidified PMMA with high internal stresses. The material can be annealed to remove the stresses and they have been found to also dissipate over weeks of storing at room temperature.
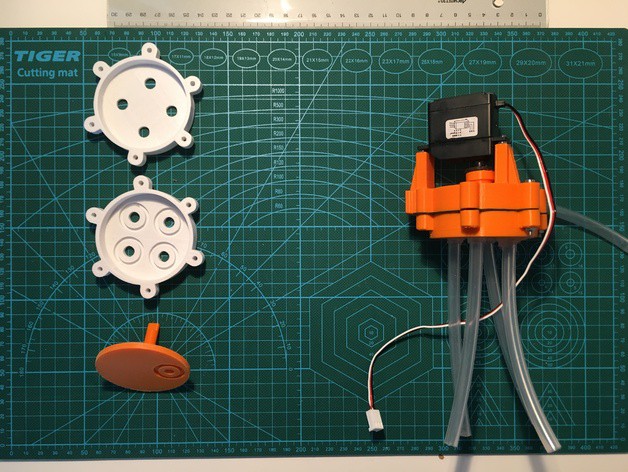
What's more bothersome however is that there is a bit of upwelling / raised border around the edges which foil our attempts to use the laser cut parts as is. Now they have to be sanded on both sides, and it's hard to sand soft, locally uneven materials without causing unevenness / waviness across the whole thing. Moving forward with the sanded plates the overall setup conceived here is this:
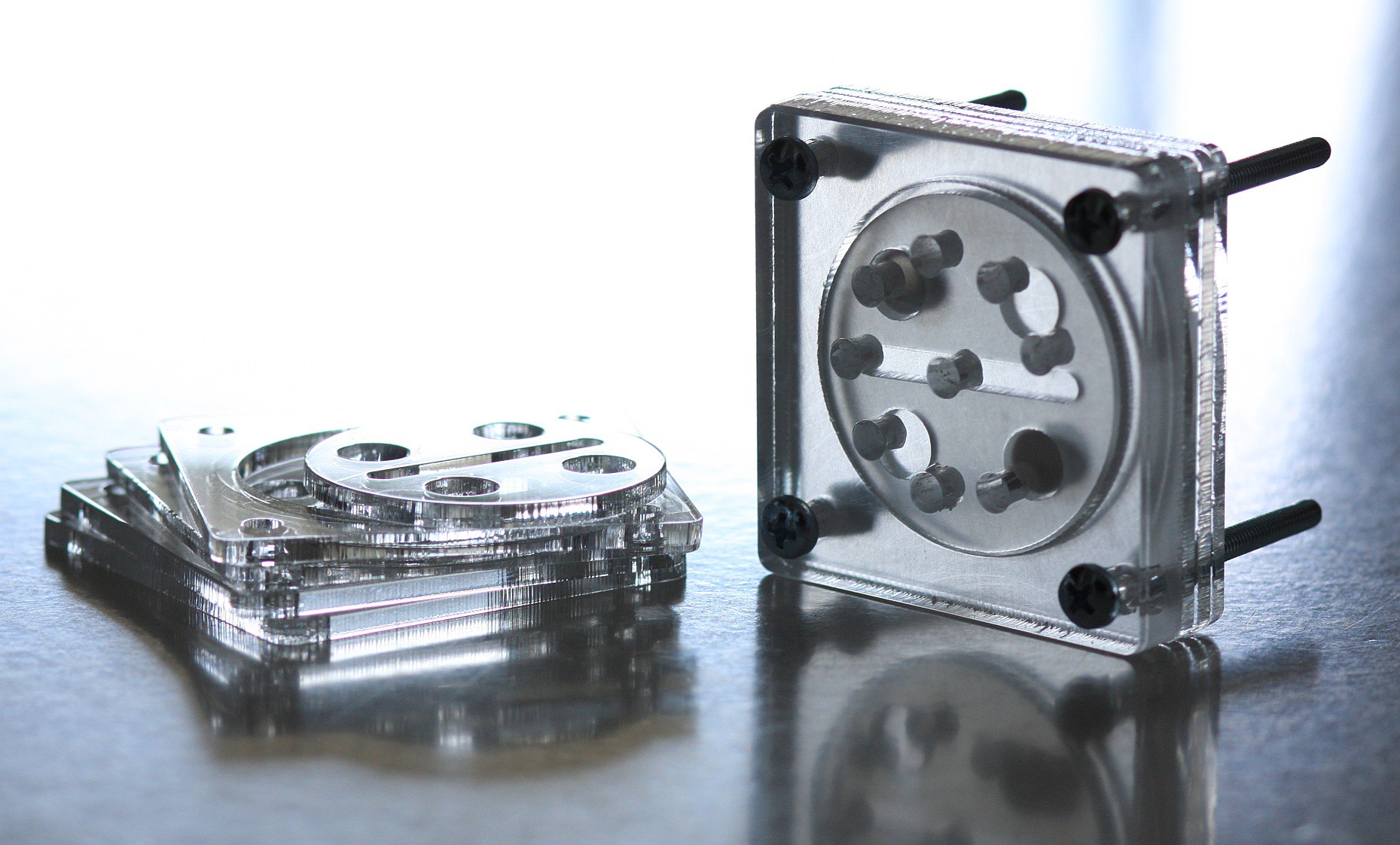
Water can enter the central hole and flow through the diametral slot. The holes are addressed such that the next hole is 190..200° from the previous one so the distance between the output ports is maximized while the disc only has to be rotated half a turn to address all ports.
Obviously this is done to comply with the capabilites of cheap RC servos while the number of 8 ports also is along the lines of cheap RC servo precision.
Here's a video of the valve block in action with water:
https://www.bitchute.com/video/hF6HtnRLu8it/
The whole valve assembly can be glued shut, the disc is being rotated with a magnetic clutch. This idea isn't new by any means and applied in industrial applications for torque limit / stall protection. For reference here's an RC servo grade implementation:
https://robosavvy.com/store/dagu-magnetic-servo-clutches-for-miniature-servos.html
What's missing: the rotating disc should be pre-loaded towards the front plate, e.g. by using a stainless or plastic spring. In a rotating assembly the center of the disc has the smallest surface distance rubbed across adjacent plates so that's where a spring clip should push up against.
Further thoughts on wear.
Obviously one might have the urge to add a face seal to the assembly so all ports can be normally closed without fluid leakage or gas ingress. While there are very soft silicone o-rings and even foam o-rings out there, normal EPDM or NBR o-rings are somewhat harder and specified for a certain amount of compression (10-30%) which is rather substantial when considering 3D printed surfaces. Shooting for the low end it remains to be seen whether proper sealing can be achieved.
Dynamic sliding seals of this kind also subject the o-ring to shear forces.
We've found an implementation along those lines here:
https://www.thingiverse.com/thing:1513456
And as the creator states, " This is still a project in development , if someone wants to test it and if anyone has any suggestions we might work to create a working and final version.
At this time I have not managed to get a completely no water leaks version . You have to test various configurations of seals."
So maybe using face seals with the much smoother entry sides of laser cut parts might work, especially when adding some sort of highly sticky grease that is stable under water and does not cause solvent cracking in the PMMA.
When using water jet cutting, an array of other interesting materials are within reach and even self-lubricating material combinations become possible (check out Igus DryLin to see it in action, they're using polymers in contact with smooth anodized aluminium rails). Still a design that doesn't rely on un-degraded, non-contaminated sealing surfaces and starts producing high wear once contaminated due to frequent sliding motion seems preferable.
Discussions
Become a Hackaday.io Member
Create an account to leave a comment. Already have an account? Log In.