 Fluxly
FluxlyMost of the components on the Fluxamasynth boards are filters on the power, inputs and outputs of the processor. The SAM2695 is a surface mount component in the QFN44 package. It has 11 pads on the bottom of each side of the chip that are spaced about 1/5 mm apart.
I normally make solder mask stencils on the AS220 Fab Lab's Epilog laser cutter by etching the paste layer pattern out of mylar. It is possible to make a laser cut mylar stencil for the QFN44 package but because the pitch is so fine it does not last more than a couple of uses. Most PCB houses offer very affordable ($10 or so) metal stencils with a PCB order these days, so that's the way to go with this particular board.
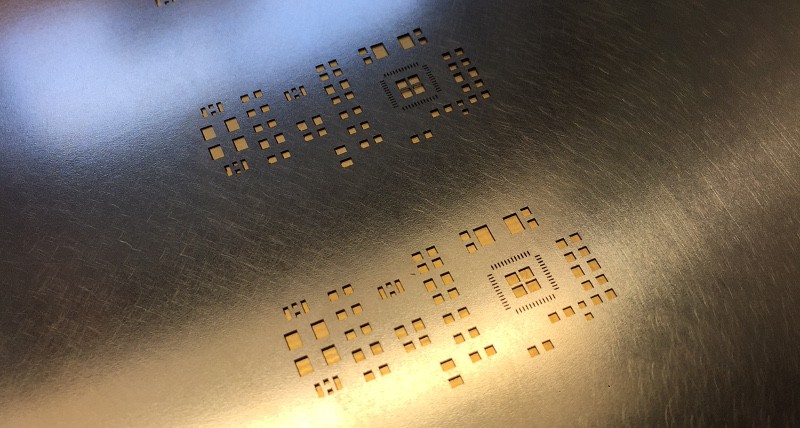
Laser cut metal stencil for the Fluxamasynth Pi.
All of the Fluxamasynth parts are placed by hand. For these boards I used Kester NXG1 no-clean solder paste from Techni-tool.com. The trick to successfully hand placing QFN44 parts is a combination of solder paste quality (new paste, heated and let cool to room temperature) and close inspection and rejection of any paste pulls that aren't right on the pads. With hand placing some footprints you have a little bit of wiggle room, where the surface tension of the solder can pull the part into alignment. The QFN44 part is pretty unforgiving, however.
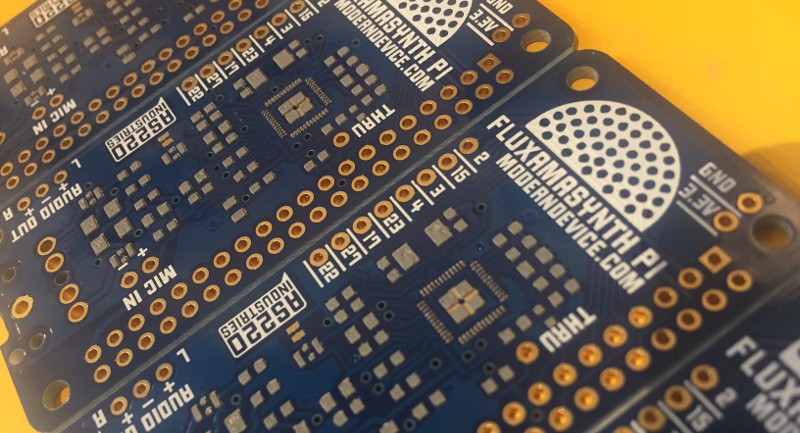
Fluxamasynth Pi boards with paste, ready to be hand-populated. These boards are made to support the Fab Lab of the non-profit AS220 community arts center.
When you're doing hand placement of surface mount components, fishing around through bags of components can be a time killer. If you're doing any more than three of something it is worth setting up a production bin for your components, along with a map and a BOM.
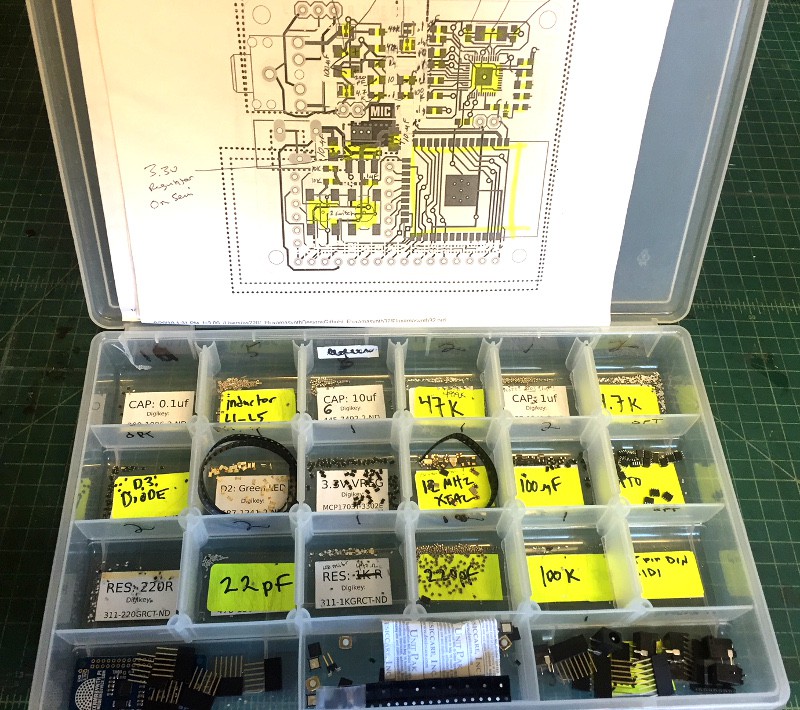
Bin for bespoke Fluxamasynth production.
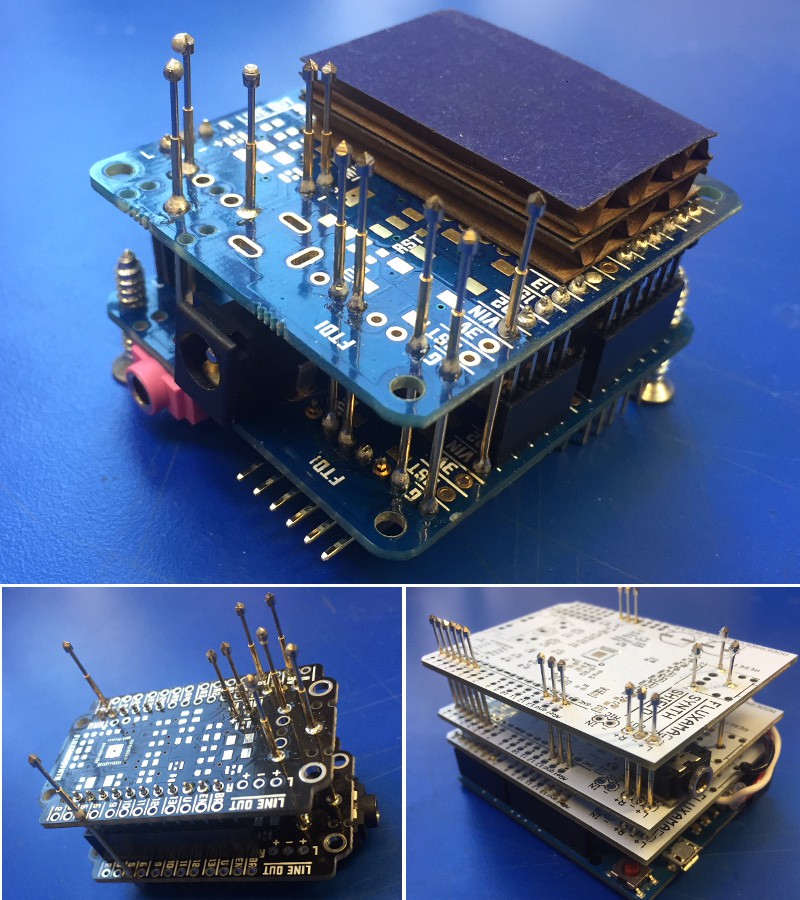
Once the boards are populated and cooked they need to be tested. Here are three pogo pin-based testing jigs for the Fluxamasynth:
Discussions
Become a Hackaday.io Member
Create an account to leave a comment. Already have an account? Log In.