0%
0%
cheap versatile High vacuum chamber
A Modular vacuum chamber that can be outfit
 rbalsan1
rbalsan1Become a Hackaday.io member
Already have an account? Log in.
Just one more thing
To make the experience fit your profile, pick a username and tell us what interests you.
Pick an awesome username
hackaday.io/
Your profile's URL: hackaday.io/username. Max 25 alphanumeric characters.
Pick a few interests
Projects that share your interests
People that share your interests
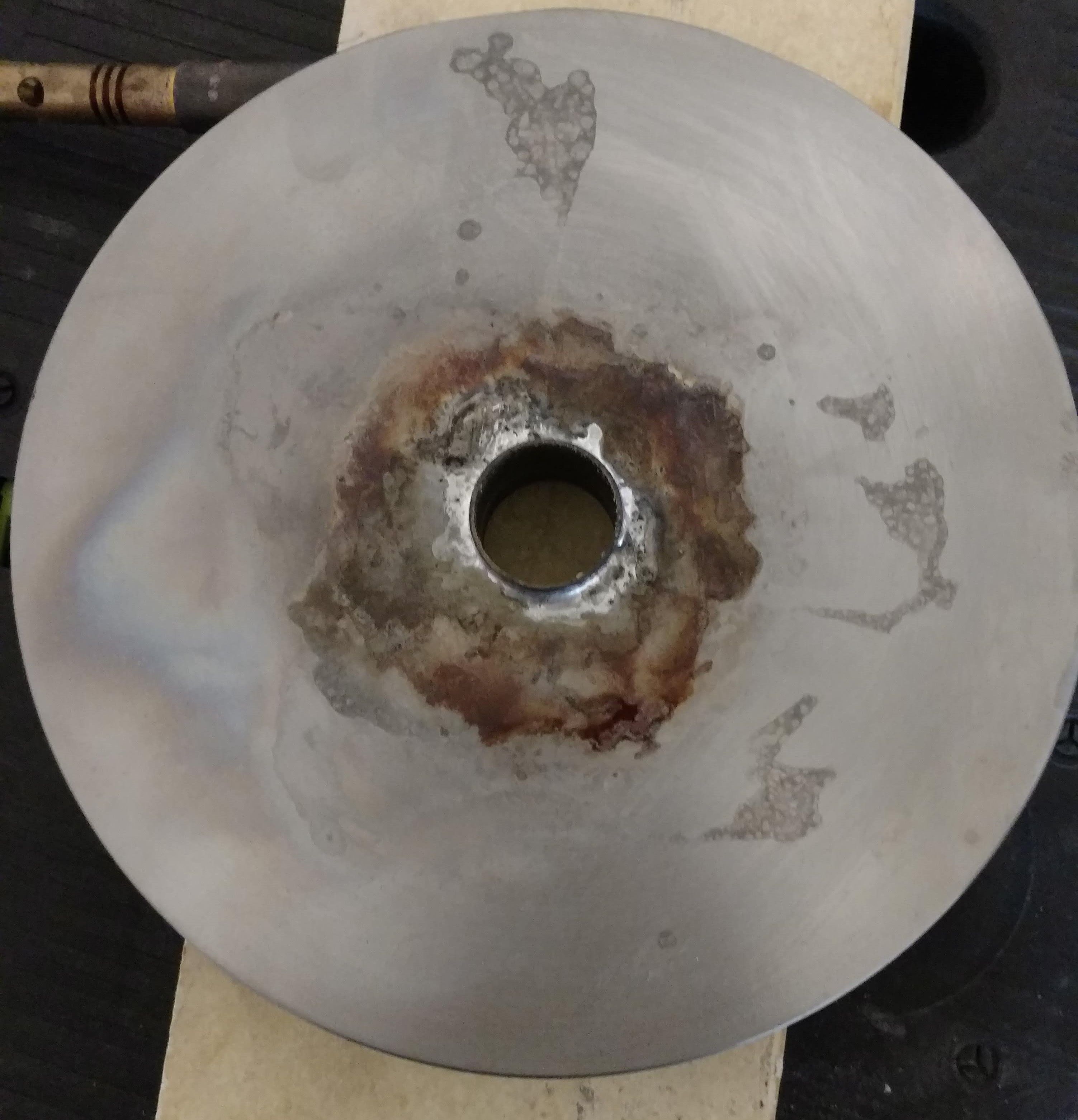

 No I was ready to put it all together Leak test results coming soon.
No I was ready to put it all together Leak test results coming soon.













 T. B. Trzepacz
T. B. Trzepacz
 Daren Schwenke
Daren Schwenke
 Nixie
Nixie