0%
0%
My Edelstaal Machinex 5
Restoration, modification and documentation of this odd little lathe/mill/grinder/etc
 Jose Ignacio Romero
Jose Ignacio RomeroBecome a Hackaday.io member
Already have an account? Log in.
Just one more thing
To make the experience fit your profile, pick a username and tell us what interests you.
Pick an awesome username
hackaday.io/
Your profile's URL: hackaday.io/username. Max 25 alphanumeric characters.
Pick a few interests
Projects that share your interests
People that share your interests
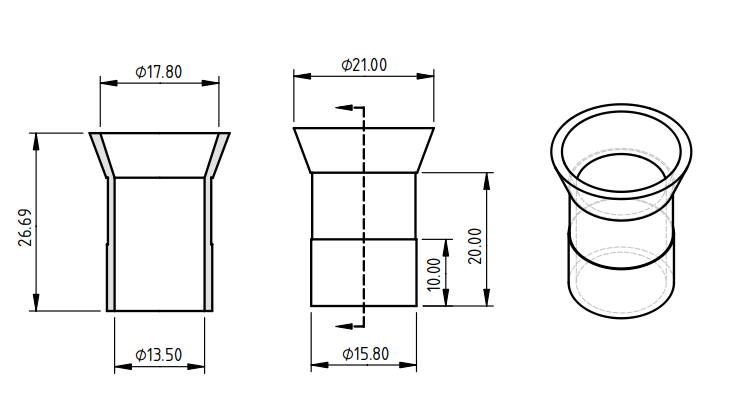
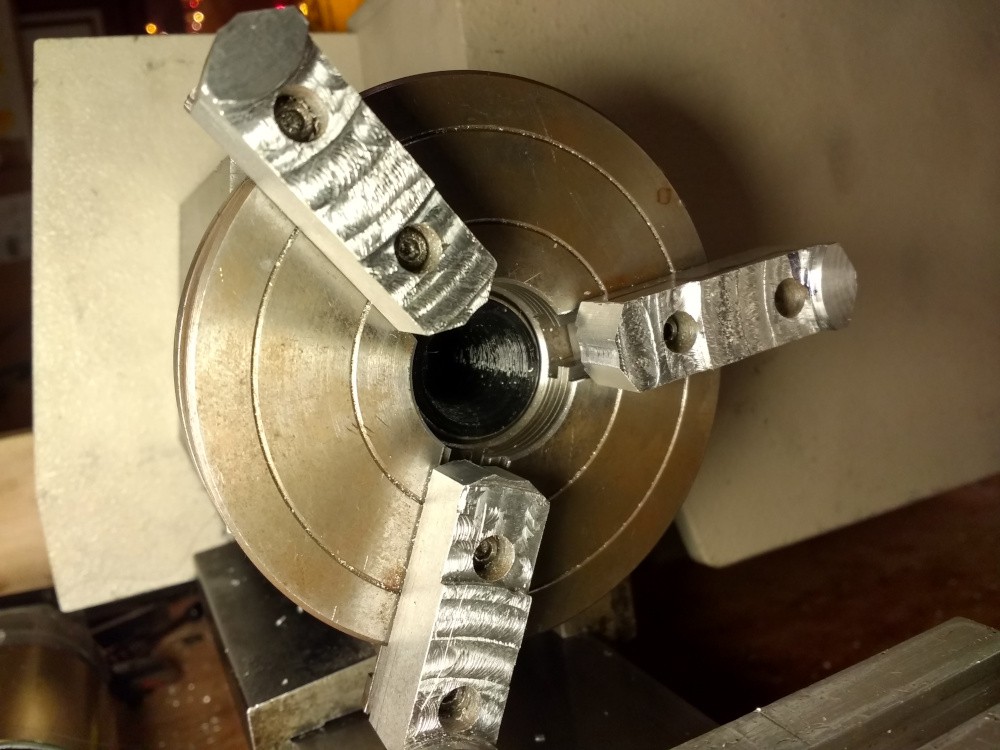




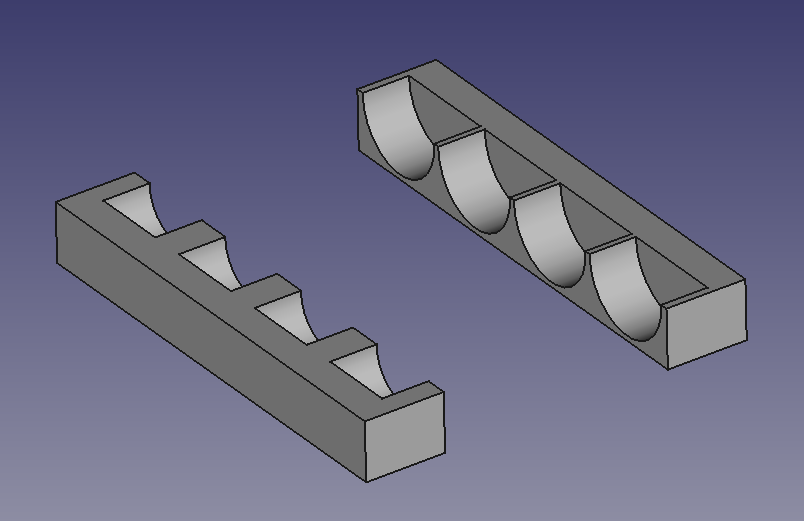
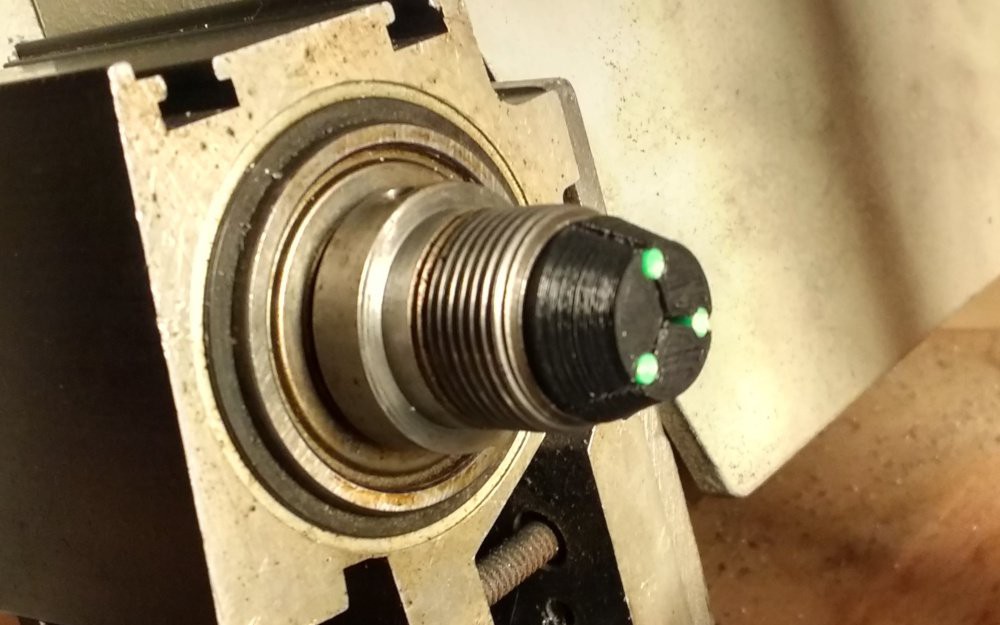 It seemed to fit fairly well. If you're wondering what those green dots are, they are pins made of 3mm filament (ABS I think) inside some recesses I modeled in the collet "jaws" to prop them open for machining, otherwise they would be collapsed by the nut and not be able to close any more than the machined dimension when in use.
It seemed to fit fairly well. If you're wondering what those green dots are, they are pins made of 3mm filament (ABS I think) inside some recesses I modeled in the collet "jaws" to prop them open for machining, otherwise they would be collapsed by the nut and not be able to close any more than the machined dimension when in use.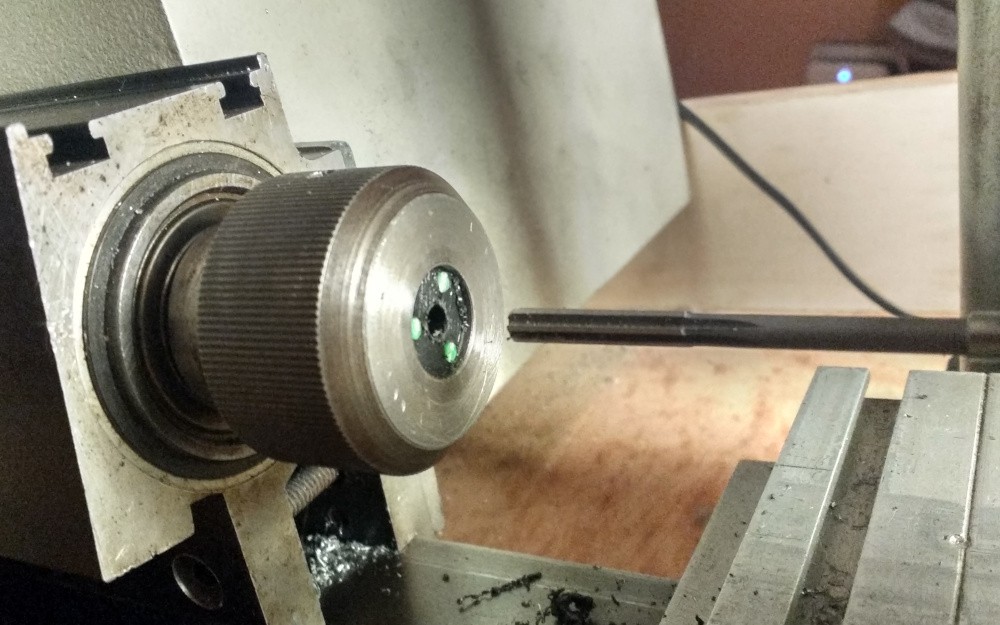

 They are just held by friction, some cushioning foam on the top ensures they don't rattle around.
They are just held by friction, some cushioning foam on the top ensures they don't rattle around.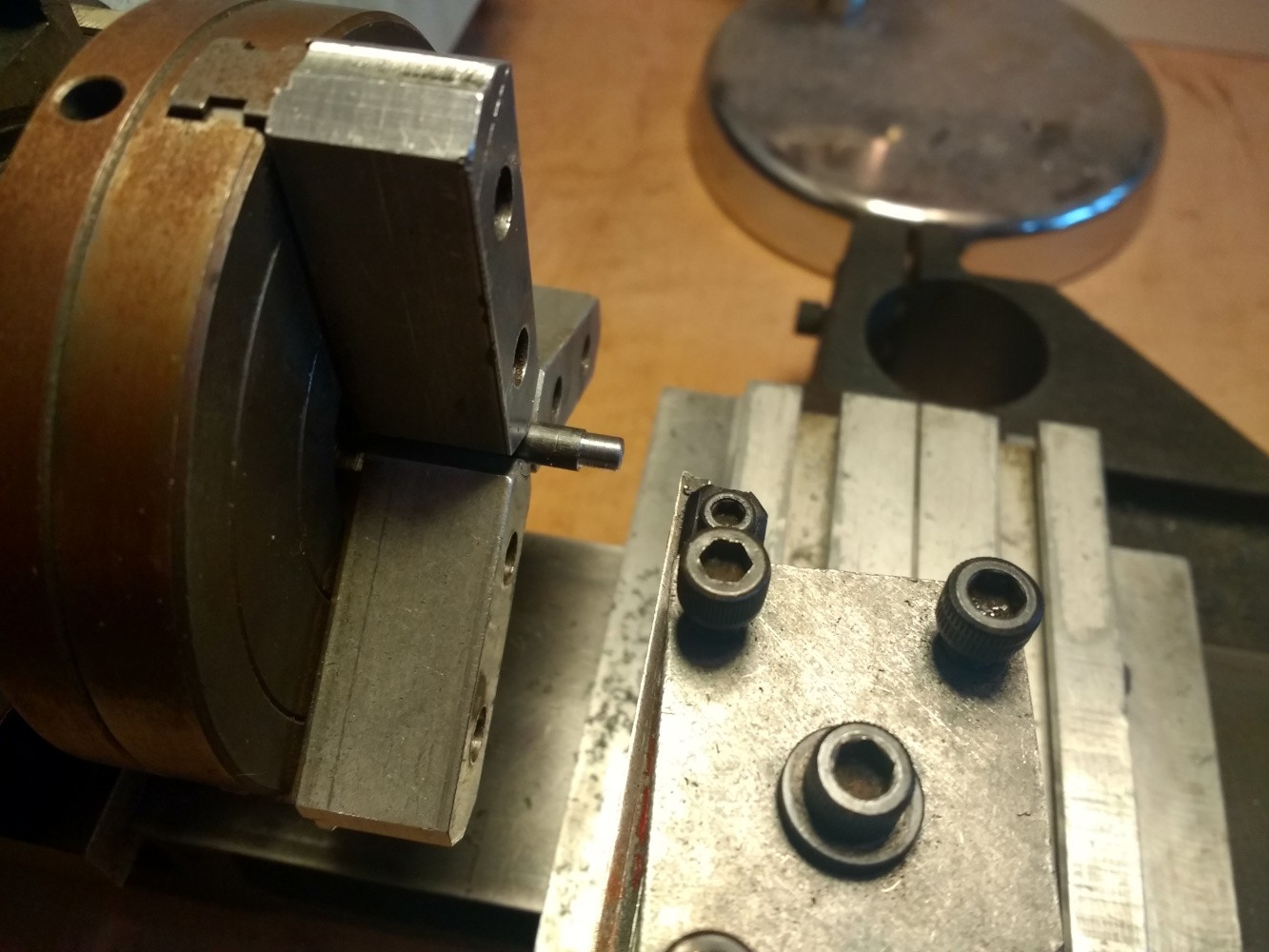

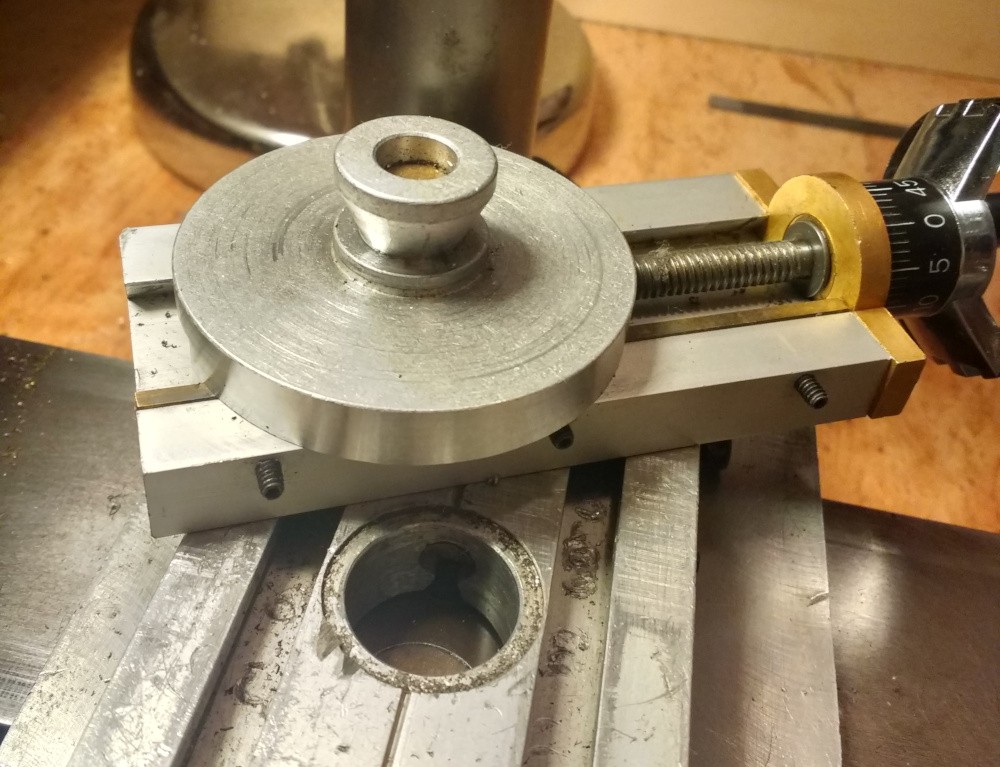
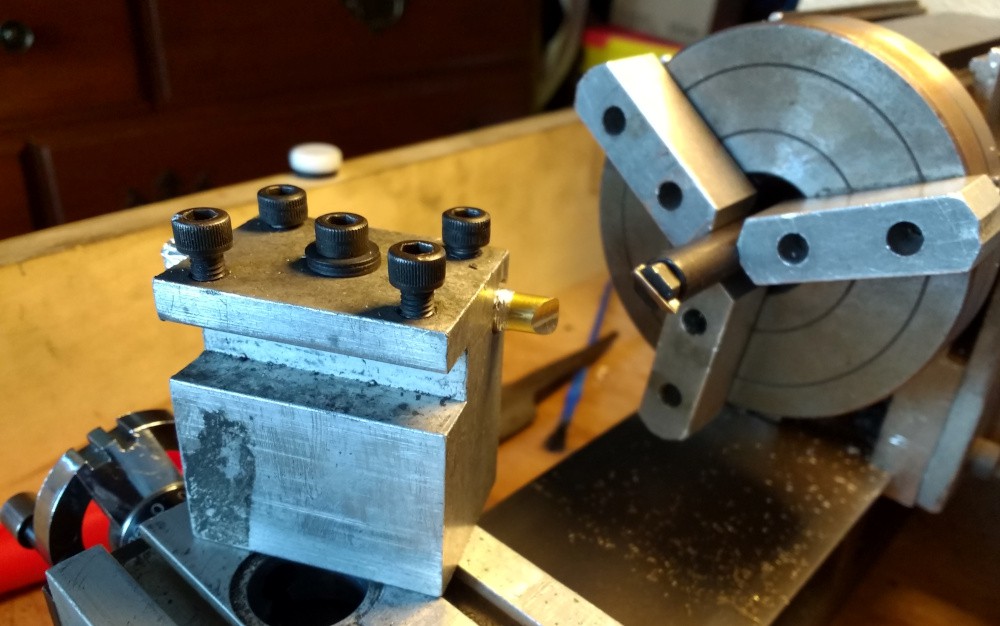
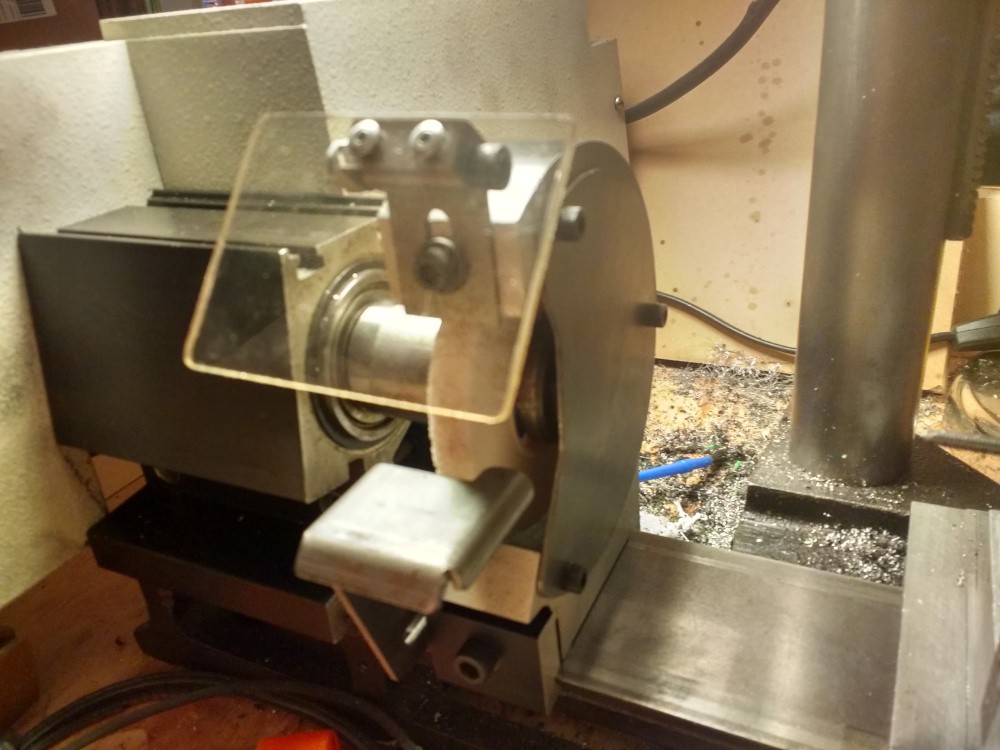
 The lathe ran pretty well, I did a skim cut to the rotor commutator in the picture (from a very chewed up blender), and cut some aluminum and plastic. The cast iron frame of the machine felt pretty sturdy and it could take reasonable chip loads without chattering too much, considering that the ways haven't been properly adjusted or even lubricated yet...
The lathe ran pretty well, I did a skim cut to the rotor commutator in the picture (from a very chewed up blender), and cut some aluminum and plastic. The cast iron frame of the machine felt pretty sturdy and it could take reasonable chip loads without chattering too much, considering that the ways haven't been properly adjusted or even lubricated yet...







 T. B. Trzepacz
T. B. Trzepacz
 Alex Rich
Alex Rich
 matthewkleinmann
matthewkleinmann
I happen to have a 24" version of this lathe. It's apparently an early 1 as the tailstock ram isn't threaded. Mine didn't come with the vertical column, nor motor. I might consider selling it or individual parts from the machine (have 2 chucks also). You can email if interested ( remove the "9"s first skog99kat007@yahoo99.com