0%
0%
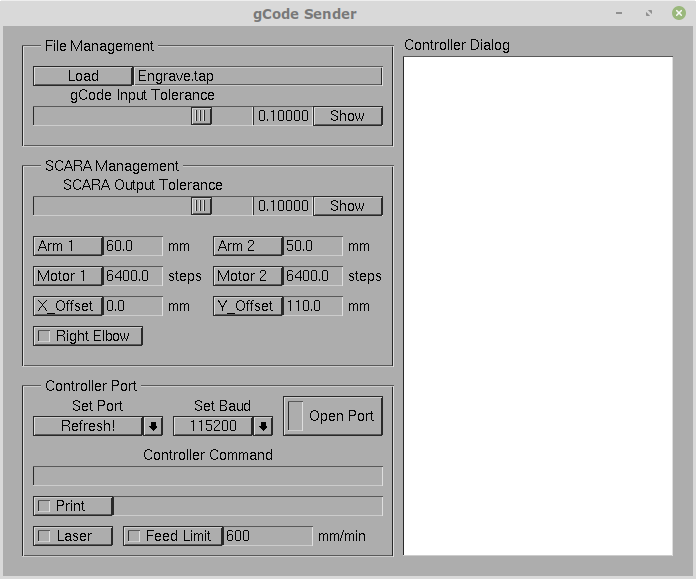
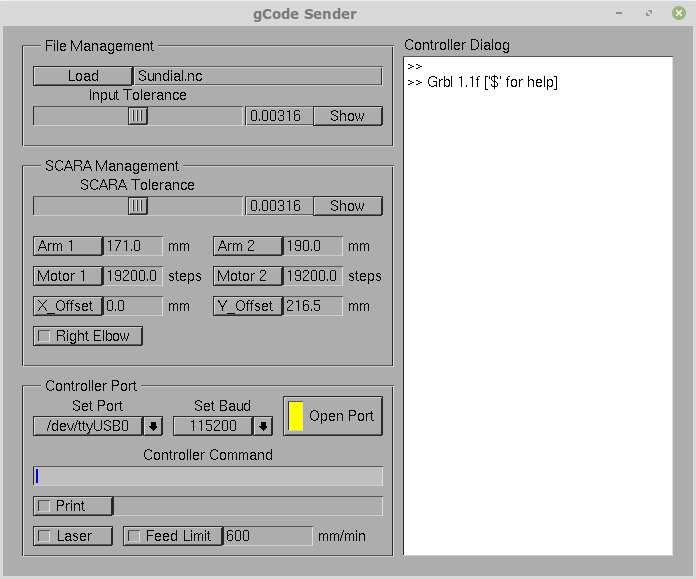
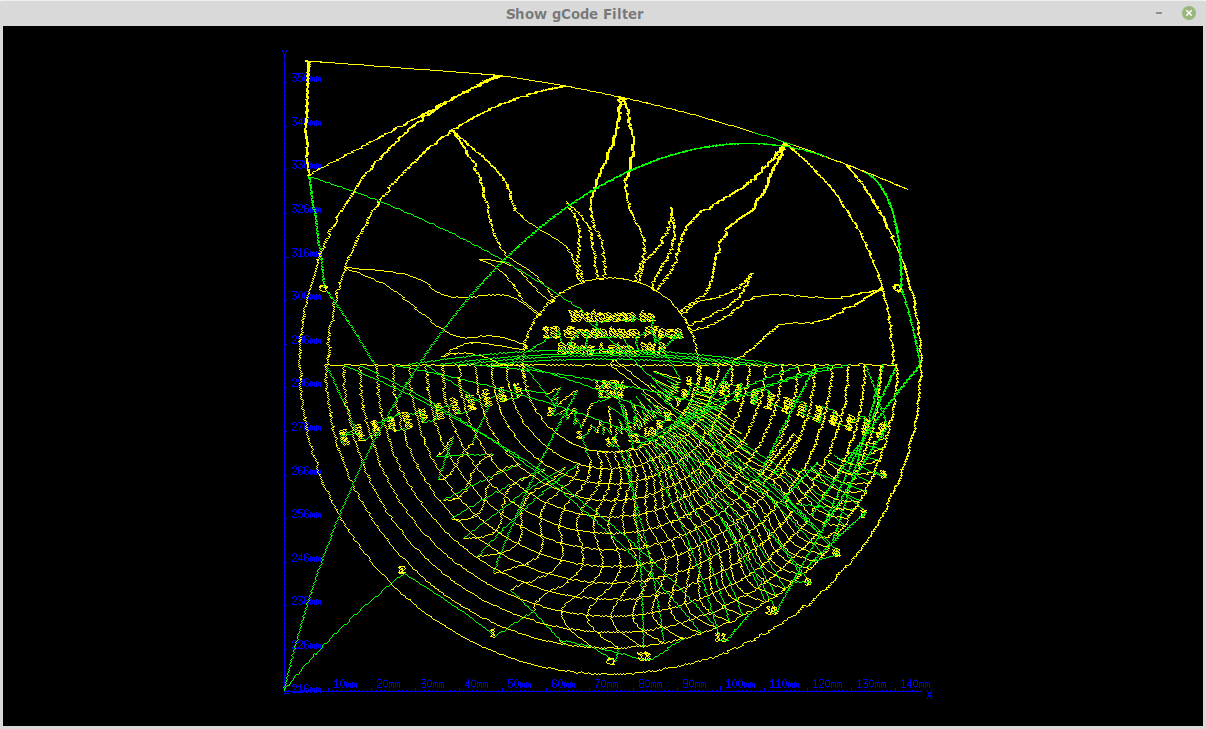
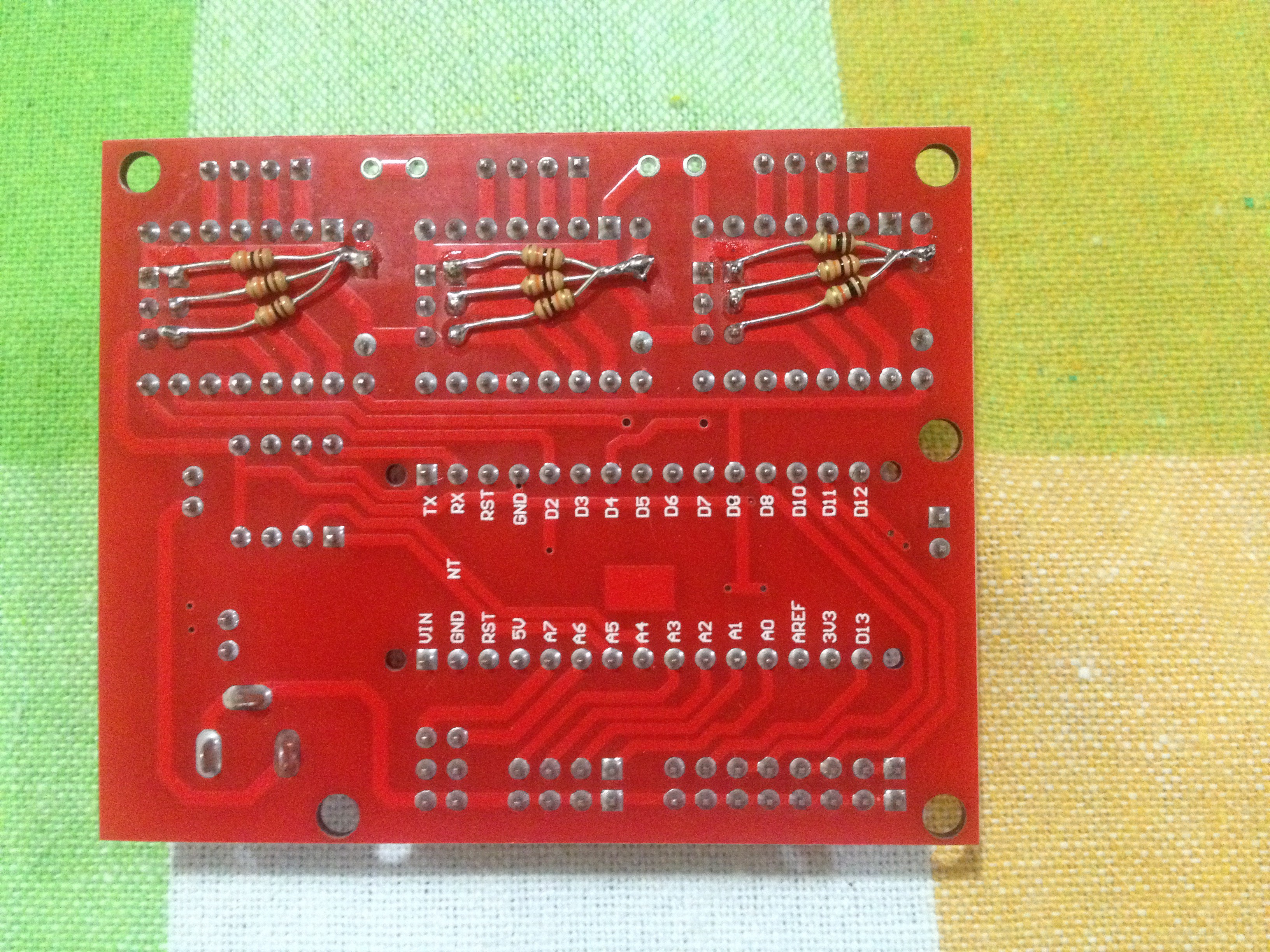
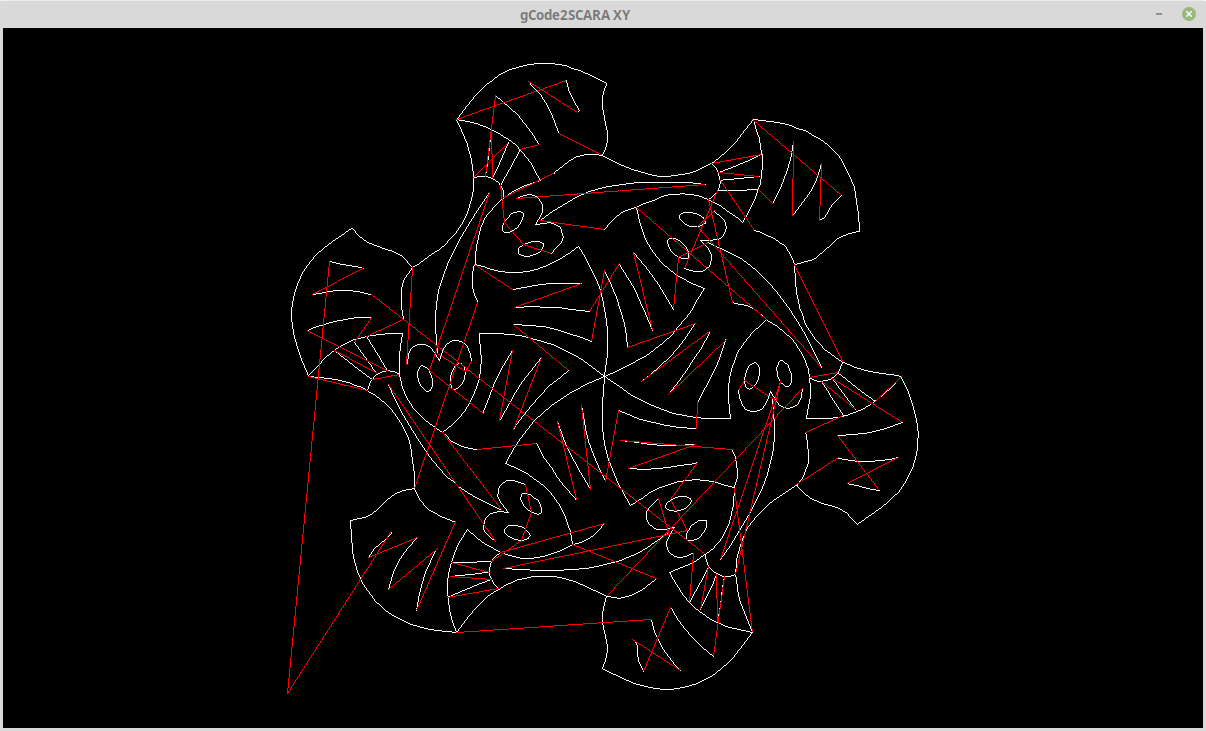
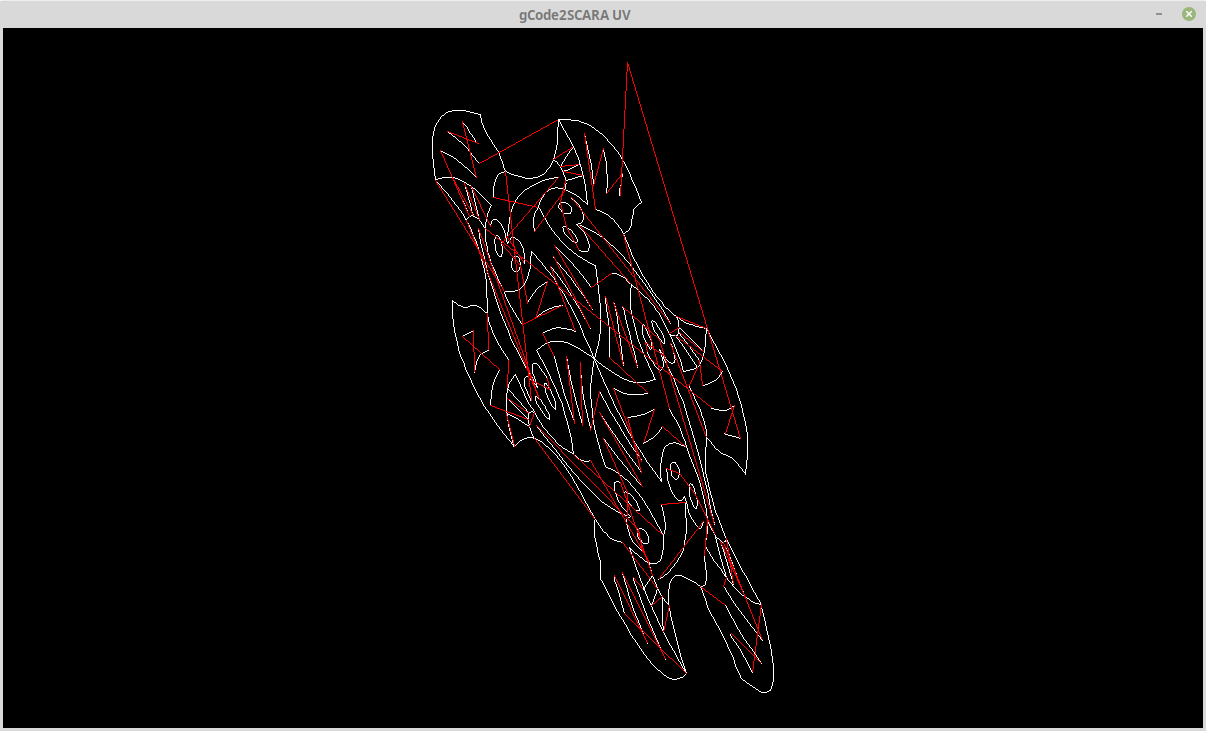
SCARA Controller
A Controller for a SCARA Arm
 agp.cooper
agp.cooperBecome a Hackaday.io member
Already have an account? Log in.
Just one more thing
To make the experience fit your profile, pick a username and tell us what interests you.
Pick an awesome username
hackaday.io/
Your profile's URL: hackaday.io/username. Max 25 alphanumeric characters.
Pick a few interests
Projects that share your interests
People that share your interests


 Fast Trigonometry
Fast Trigonometry



 f4hdk
f4hdk
 JP Gleyzes
JP Gleyzes
 donutsorelse
donutsorelse
 Andrew Kotite
Andrew Kotite
The code you are generating for this would probably slot right in nicely here as well: https://github.com/KevinOConnor/klipper/issues/154