0%
0%
Composite Motorcycle Skidplate Designs
Do high-end skidplates need to be made of carbon fiber? Lets find out!
 David Troetschel
David TroetschelBecome a Hackaday.io member
Already have an account? Log in.
Just one more thing
To make the experience fit your profile, pick a username and tell us what interests you.
Pick an awesome username
hackaday.io/
Your profile's URL: hackaday.io/username. Max 25 alphanumeric characters.
Pick a few interests
Projects that share your interests
People that share your interests

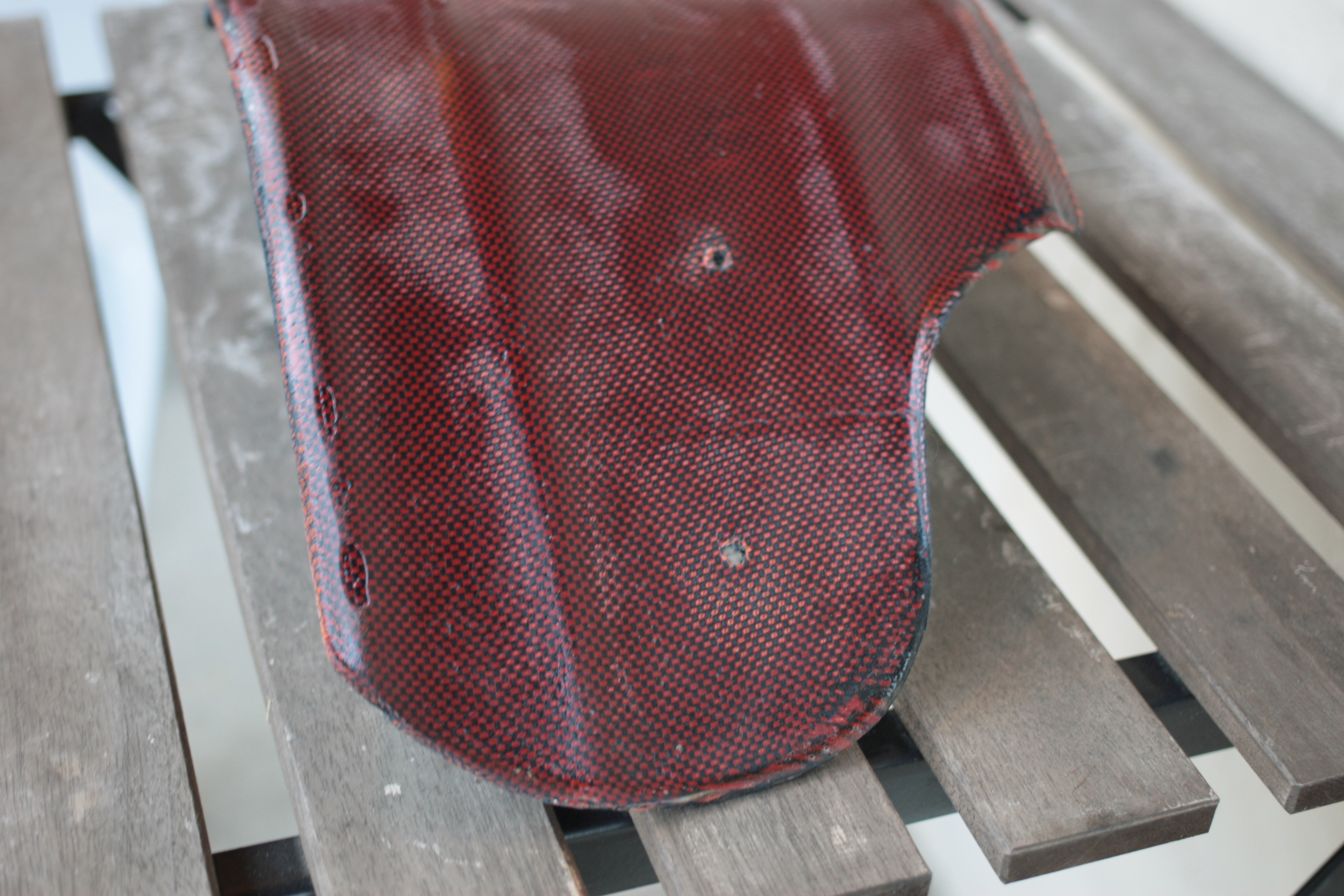
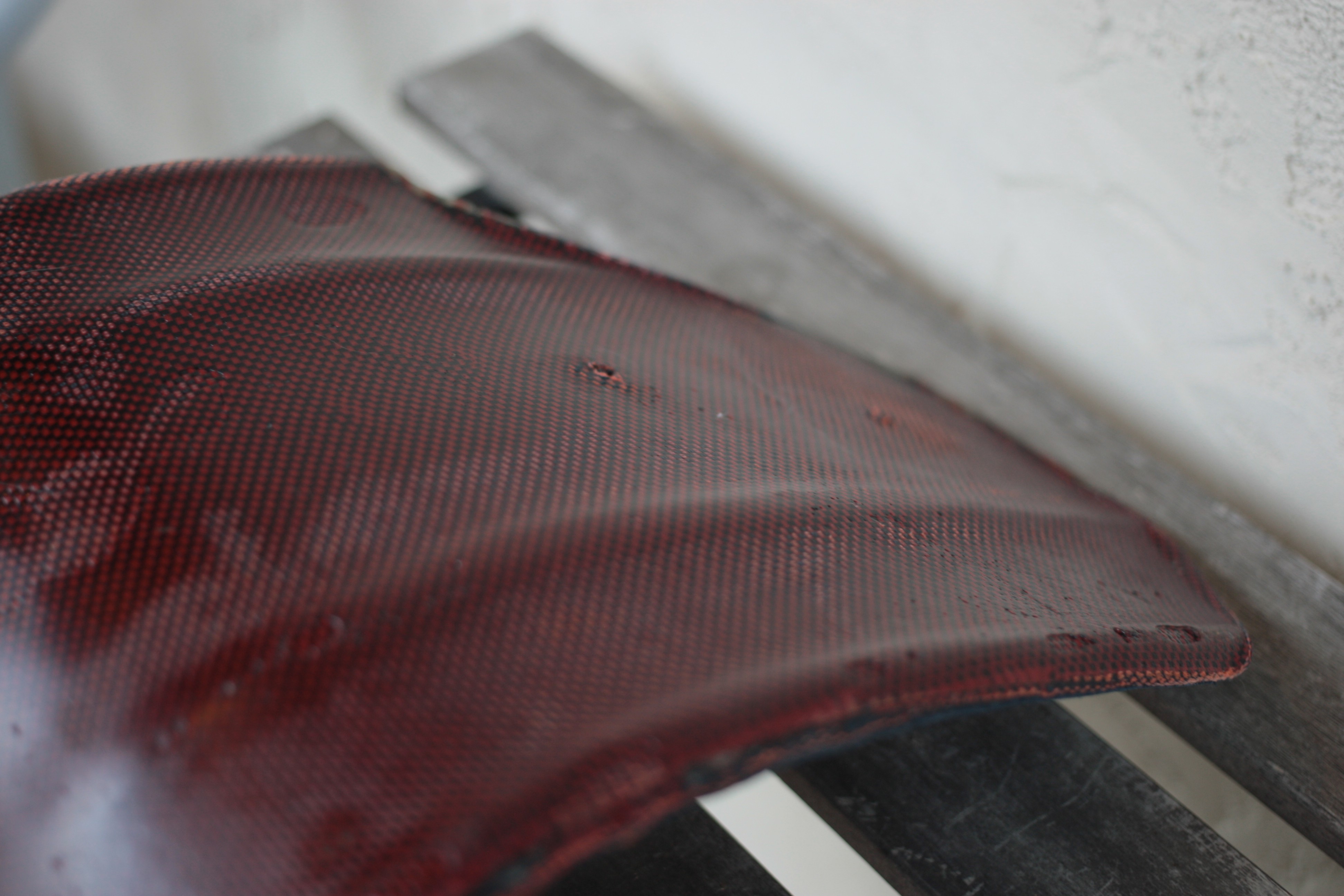
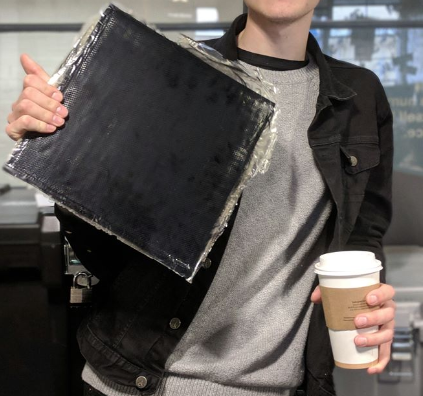
 Some sections were over-sanded, this part is heavily overbuilt though so should not affect performance. A clear-coat could be applied to improve the appearance but for now I'm just using a light food safe layer of beeswax conditioner.
Some sections were over-sanded, this part is heavily overbuilt though so should not affect performance. A clear-coat could be applied to improve the appearance but for now I'm just using a light food safe layer of beeswax conditioner.
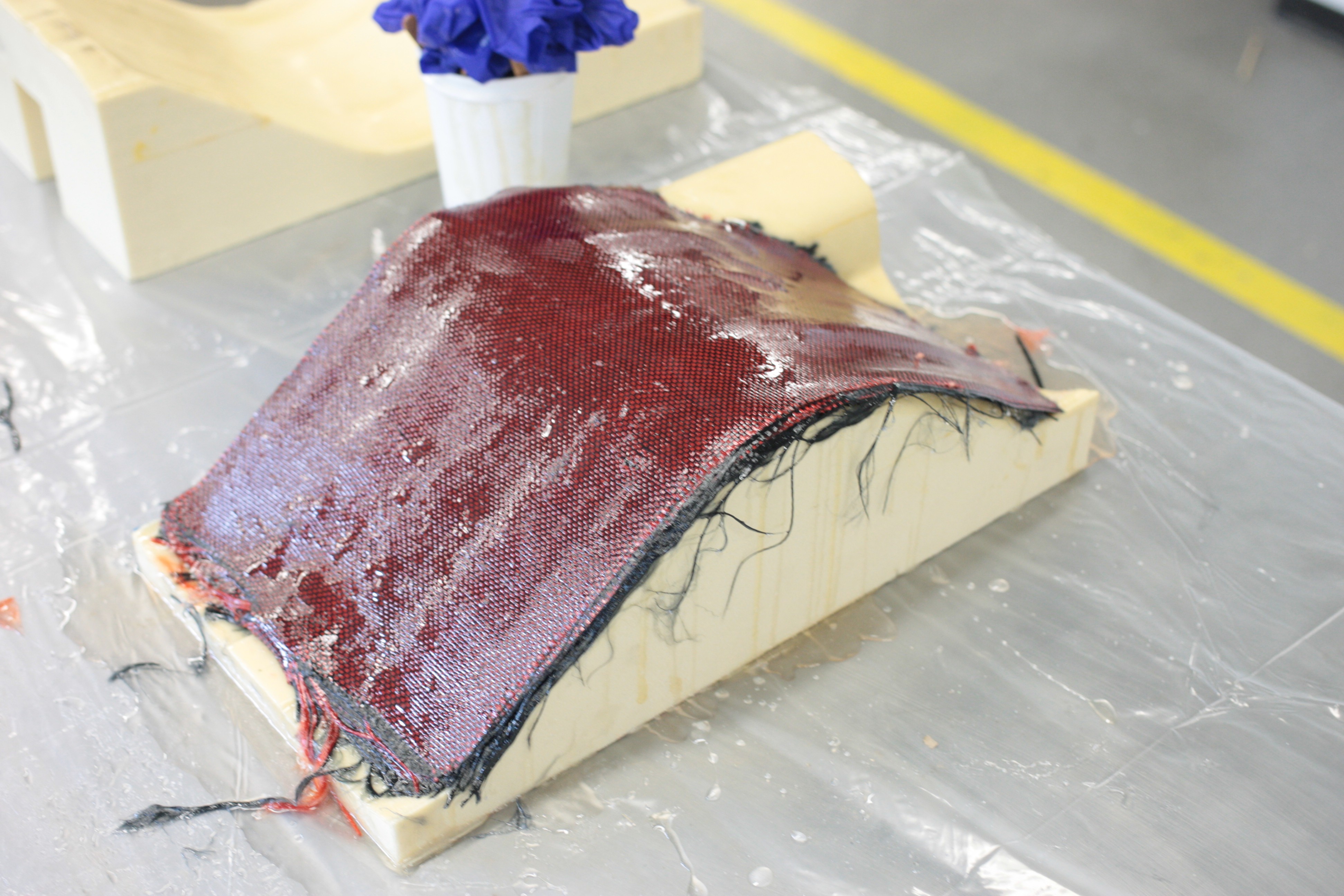
 The Kevlar looks a bit like leather.
The Kevlar looks a bit like leather.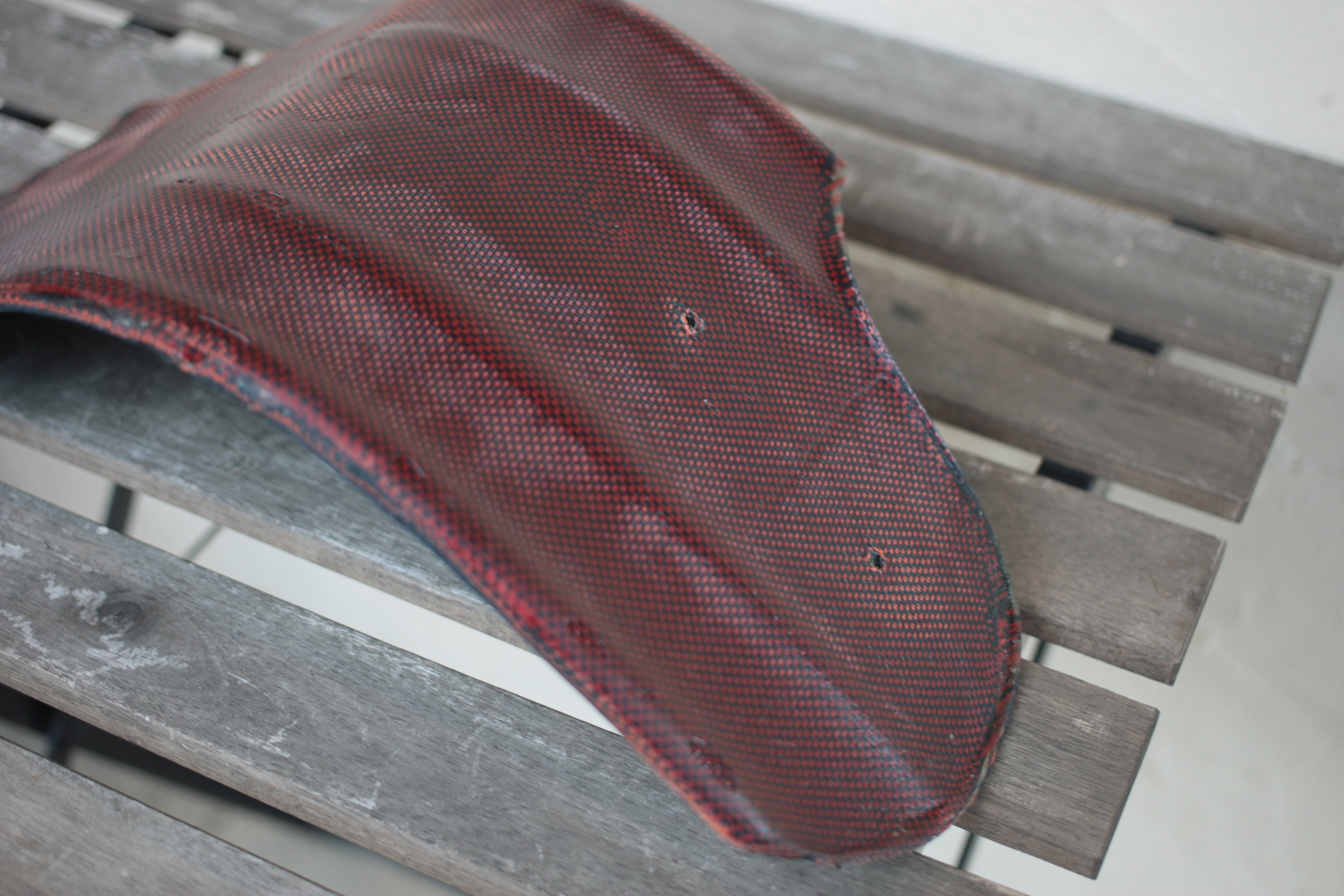
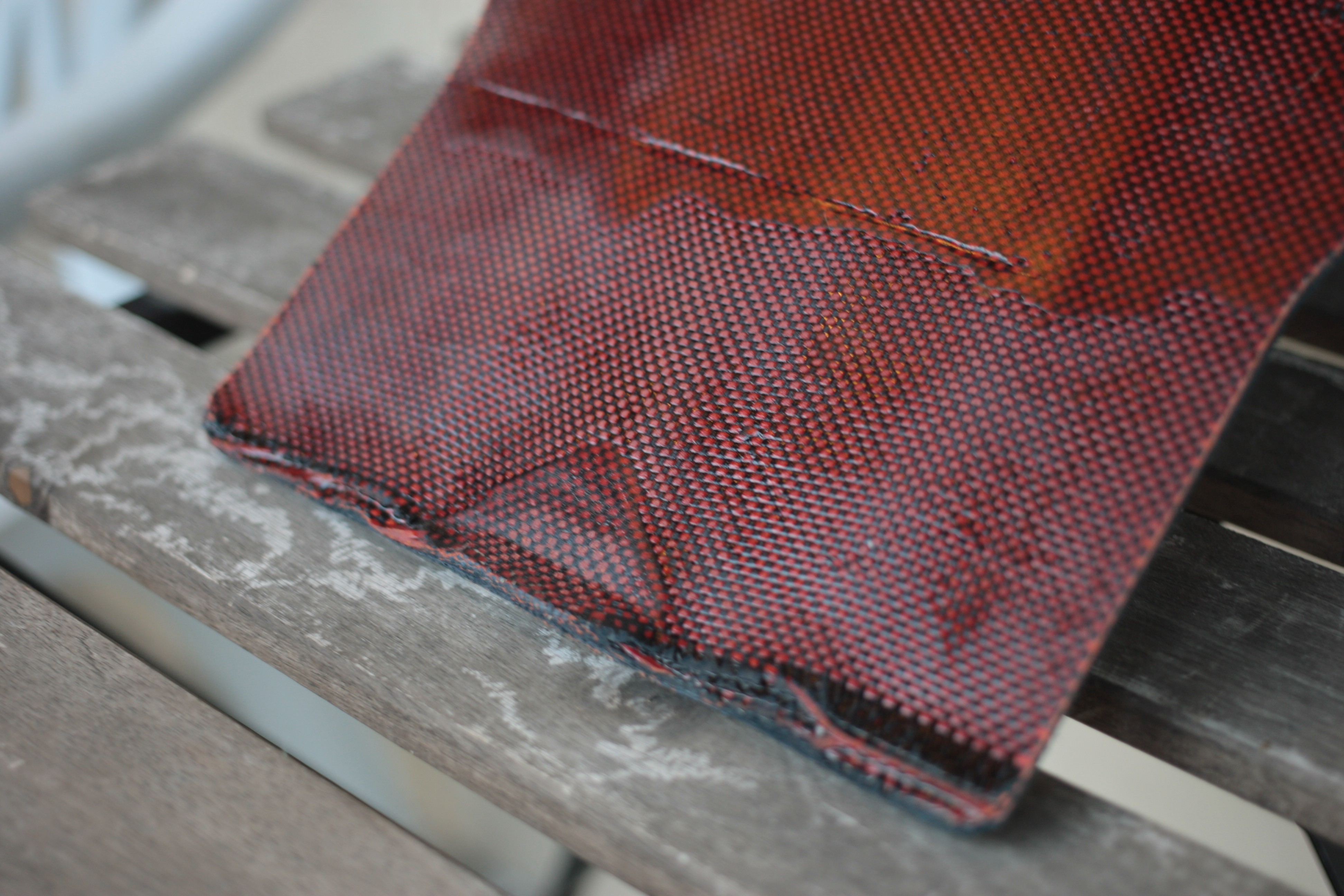























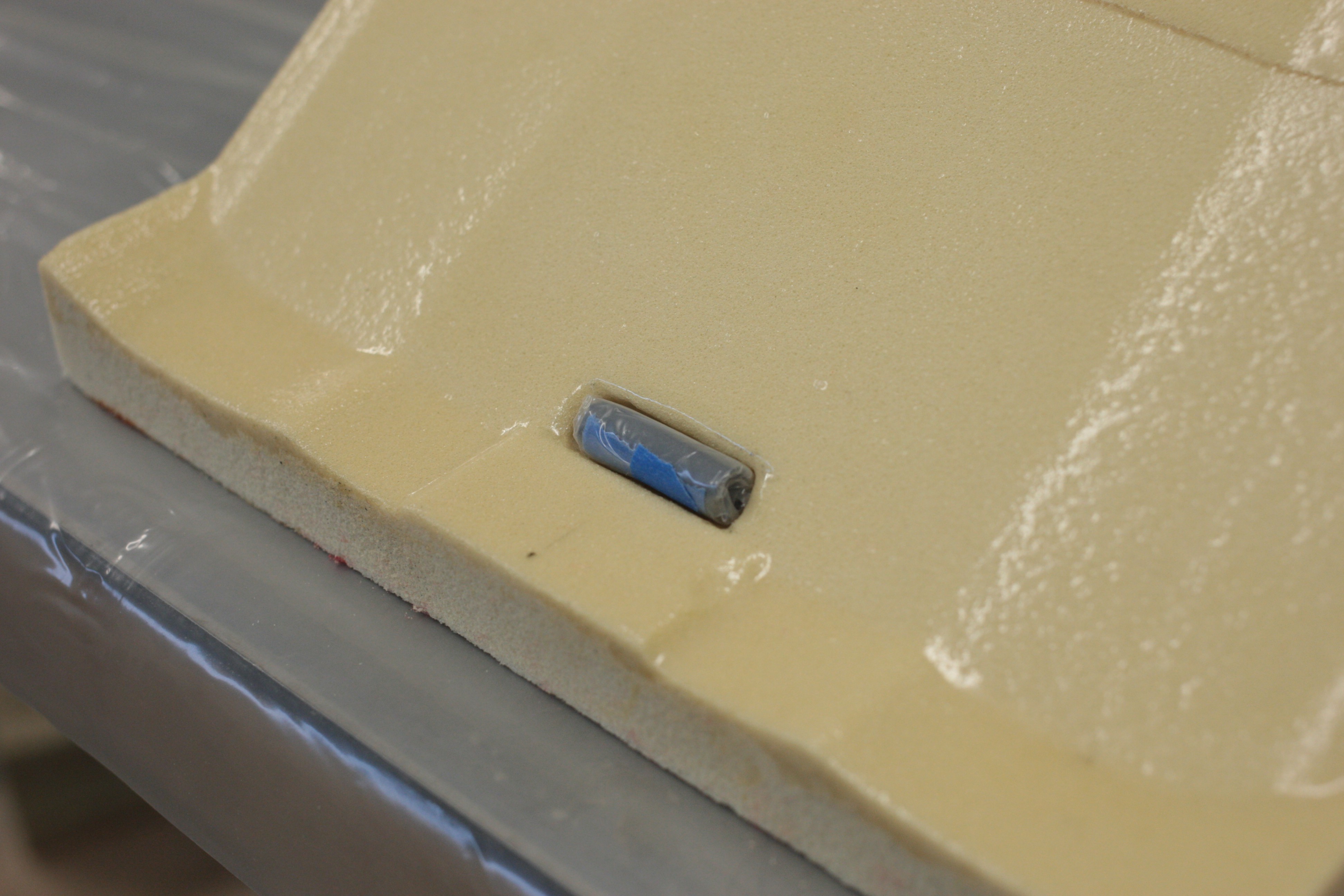

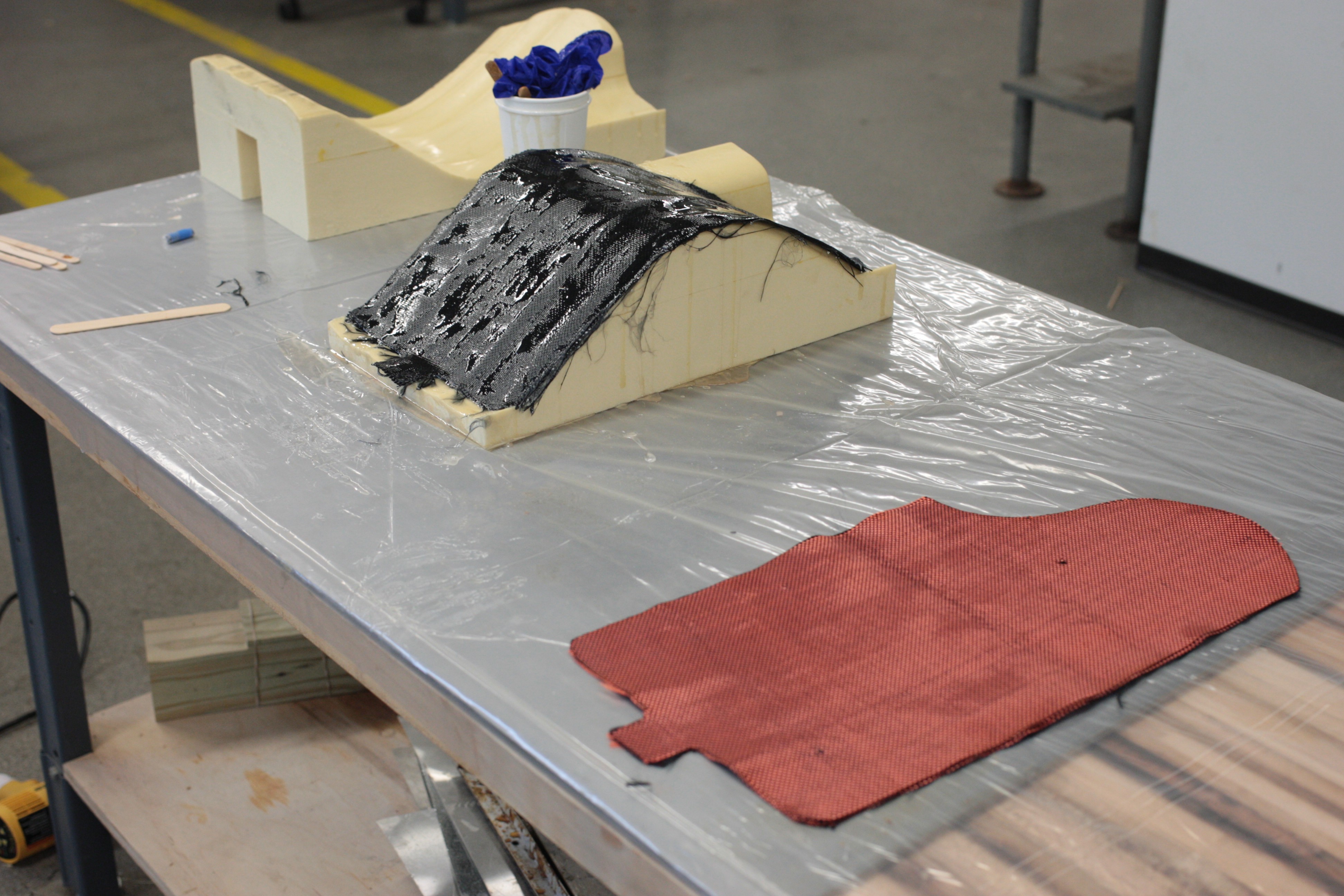
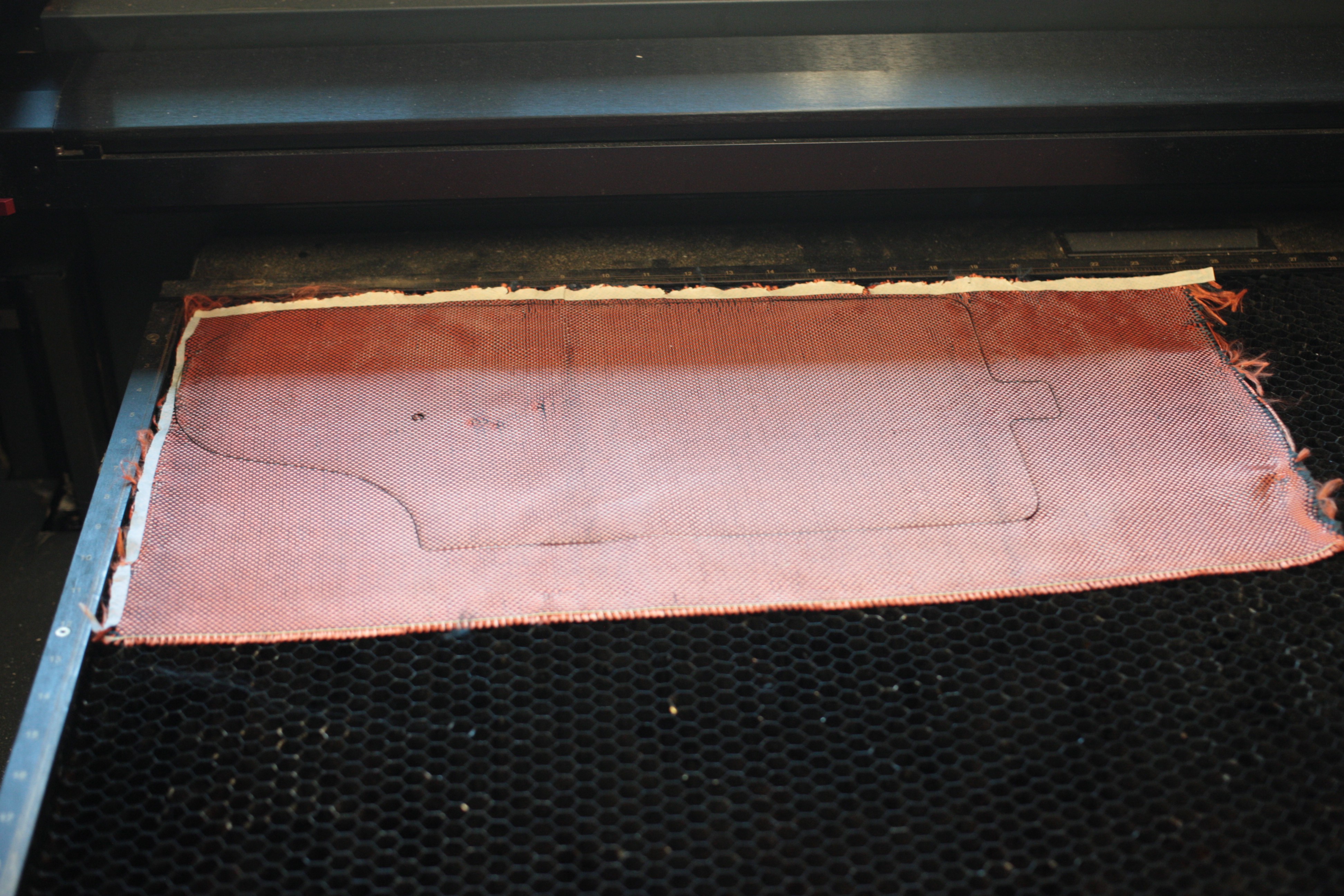
 First layer was a little big but lined up.
First layer was a little big but lined up.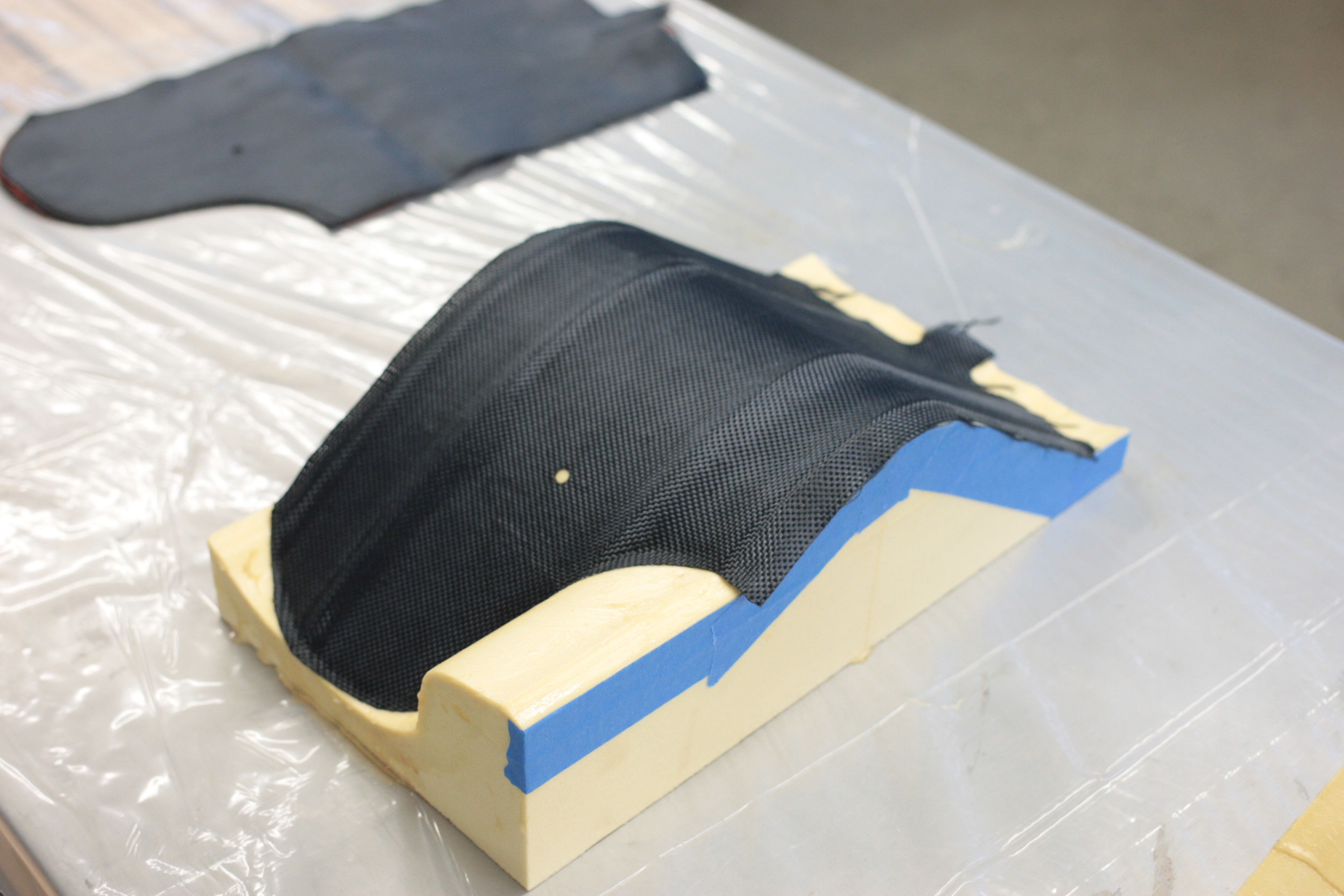























 zapwizard
zapwizard

 Øystein
Øystein
 sebwiers
sebwiers