 AccidentalRebel
AccidentalRebelBehold, the result of countless hours of calibrations, problem solving, and wasted filaments:
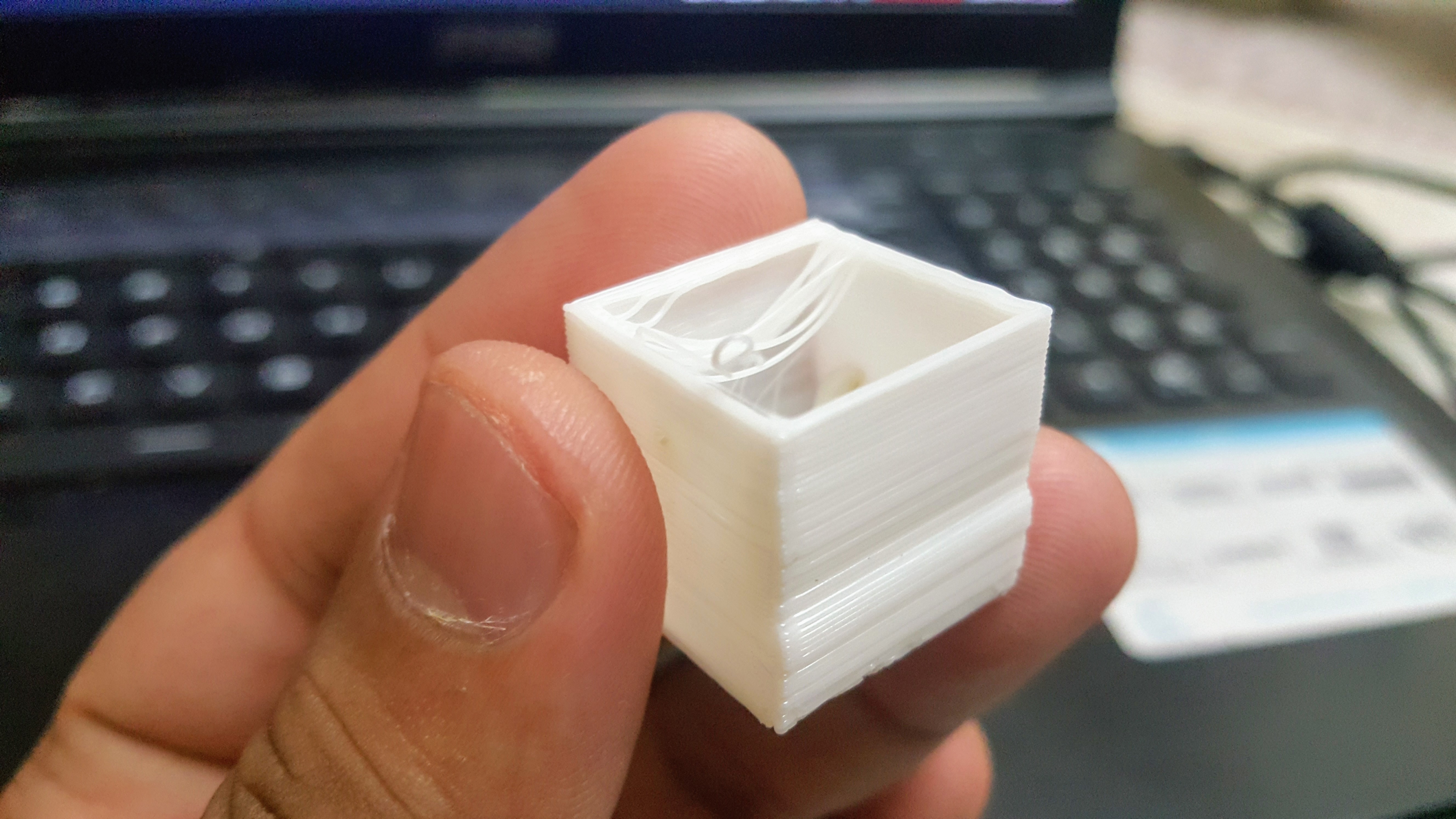
It's not perfect yet. But it's the best out of all the tests I've done so far. Look at all the other failed attempts.

I knew going in that calibration would be challenging, especially for a home made 3D printer. I had to go through a lot of options both through firmware and slicing program to get to the result above. It's cumbersome but very enlightening to be forced to understand every bit of the machine you are learning.
The first lesson that I learned is just how hot the hotend can become. At 200 degrees Celsius it's enough to melt the heatbed and make fingers sore for a few hours. This meant being extra careful around the thing and making sure that it's off when it needs to be off.

The picture above shows the first three prints that does not resemble a string of spaghetti. As you can see I've experimented with a lot of settings each giving me wildly different results. This really taught me just how important understanding what each setting does. I had to do research and tried printing it out so I could compare the results.
I also experienced my hotend clogging up. This forced me to open it up and I got real familiar with how it works and how to properly set it up to avoid future clogging. It has not clogged since. Tip: Depending on the quality of your hotend, the filament might not slide inside quite easily if you feed it through. A better approach is to have the filament already inside the tube when assembling the hotend.
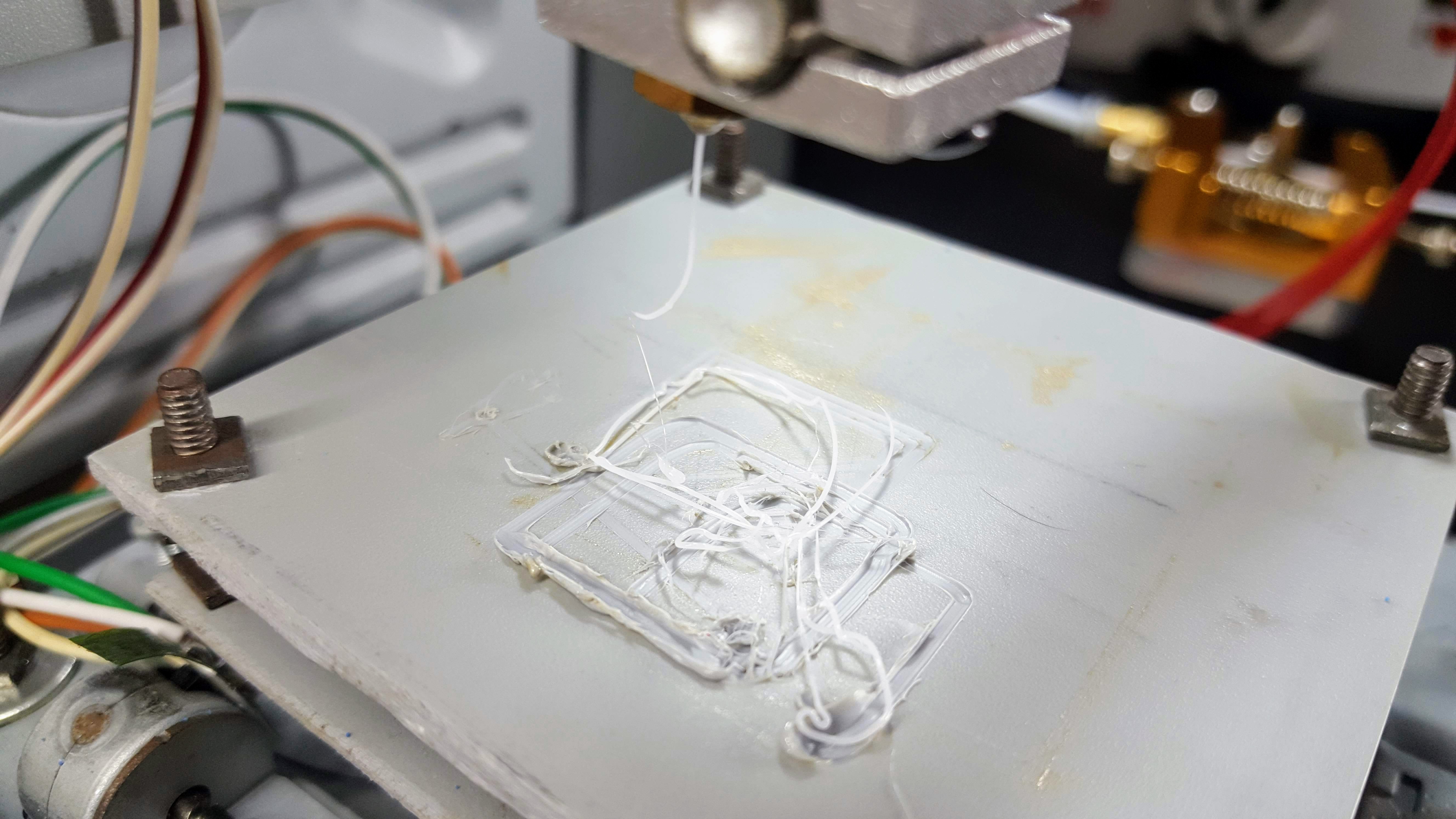
One problem that took a long time for me to figure out was the the infills are getting more filament but only on the second layer onward as shown below. Notice how there's a mound of filament on the top left which the nozzle eventually bumps and ruins the rest of the print.

This had me testing out various settings like extrusion multipliers, layer combining, layer heights. After many failed tests I learned that I was using the incorrect steps per unit for my extruder making it extrude a lot more than it was supposed to.
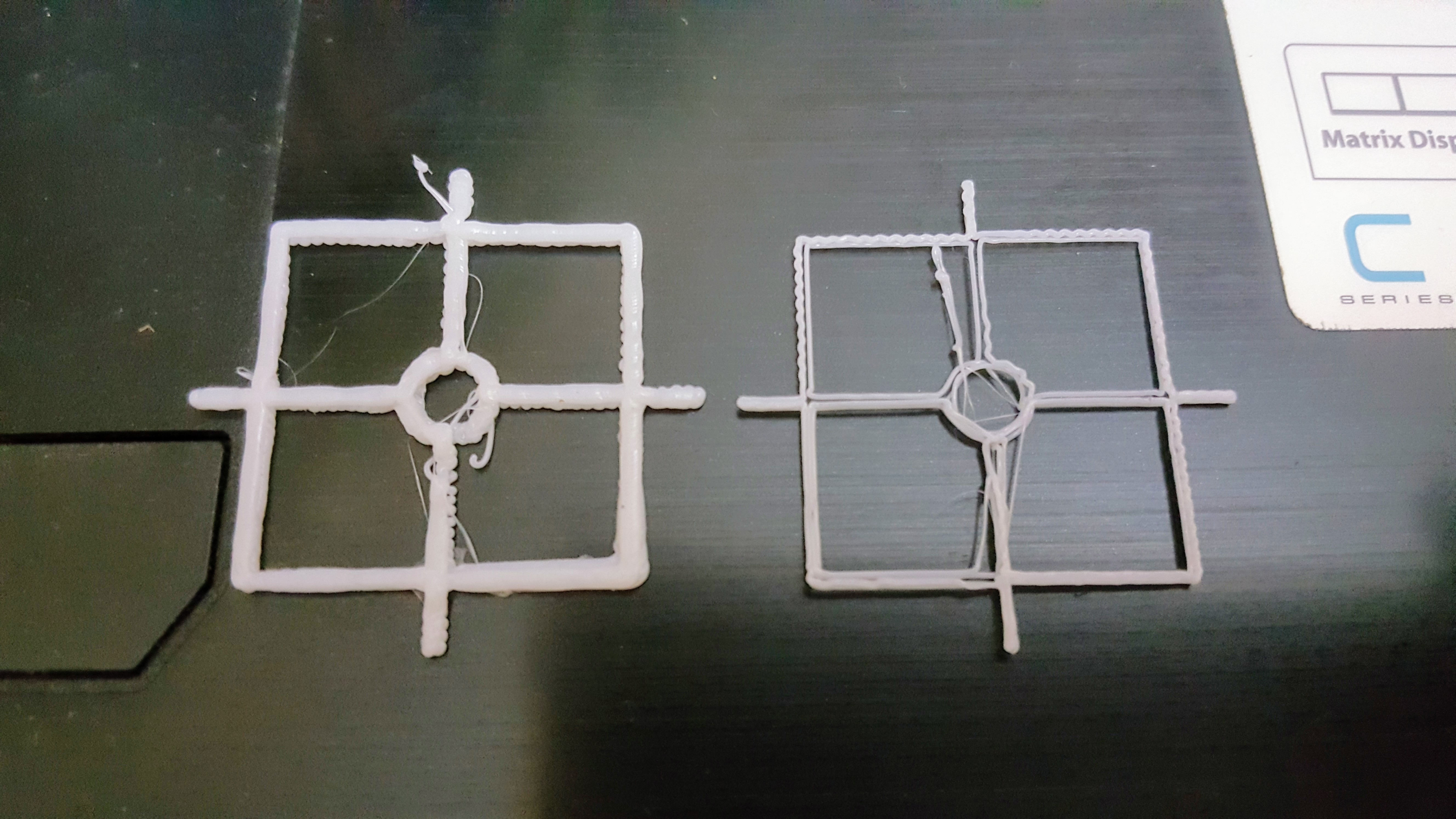
So the calibration cross that I thought was good was actually overextruded. The correct width of the line was supposed to be thinner like the one on the right. Putting in the correct values solved the issue and actually made all my prints better!
If you would look at the first picture in this post, it's obvious that there's still a lot to be done. One obvious one is the failed placement of the top part of the hollow cube. I think it has something to do with bridging which I think is already a difficult problem to solve. I also need to figure out why some Y layers were displaced resulting in a slightly skewed vertical wall. The hotend also oozes out extra filament which eventually drops onto the print and causing problems.
Having gone through all of the above, I now feel confident that there would be less difficulty in fixing the machine if any problems arise in the future. I guess this is what it feels like to be intimately connected with a machine.
Discussions
Become a Hackaday.io Member
Create an account to leave a comment. Already have an account? Log In.