 agp.cooper
agp.cooperLaser Cut Acrylic Design
Although acrylic looks fantastic the problem is that it "shatters". Not immediately but slowly. So you cannot "stress" the material. At least that was my experience with acrylic so far.
But polycarbonate (i.e. Lexan) is much better. So if possible I should use Lexan.
Perhaps I am paranoid? Anyway, to reduce the stress ramp up on the acrylic, I will use nylon washers and promise not to over tighten the bolts.
I am looking at a design for 3 mm acrylic, but I could find a suitable thickness of "soft' material to make a gasket from the laser cutting service provider's material list. So I will add the option to use two 2 mm thick acrylic rather than one 3mm thick acrylic.
Here is the design:
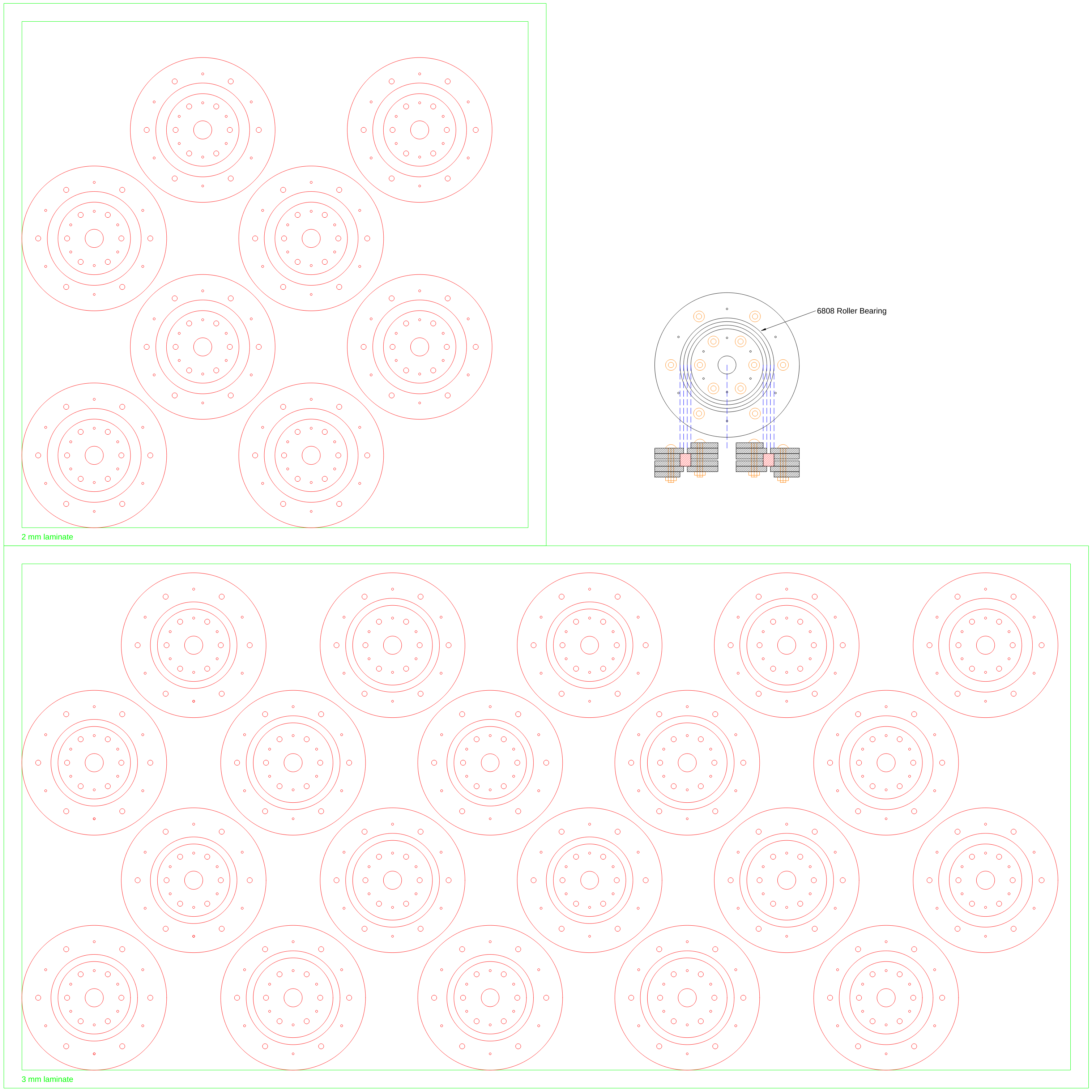
Why so many "rings", yes it is for four slew rings. The rings may look the same but there are three size sets.
Quote Received
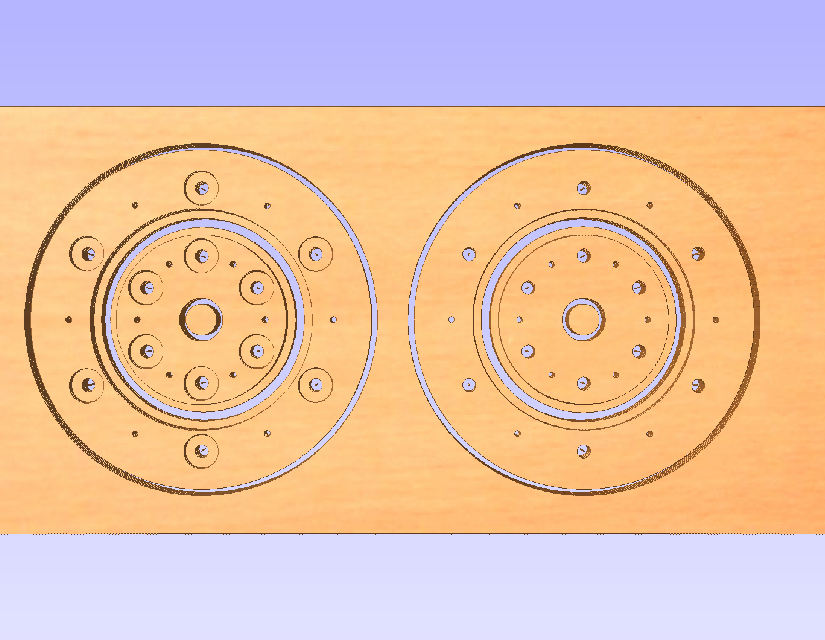
At approximately $160 I don't think so. So I bought a 400 mm x 400 mm x 8 mm sheet of poly-carbonate for $36 and I will redesign a single slew ring using four pieces:
Only the bottom left corner is CNC milled. The alignment holes will be used to relocate the disk when it need to be turned over.
Time for CAM (Cut2D). Cut2D is a great program. I bought the version 1.1 so it is unlimited!
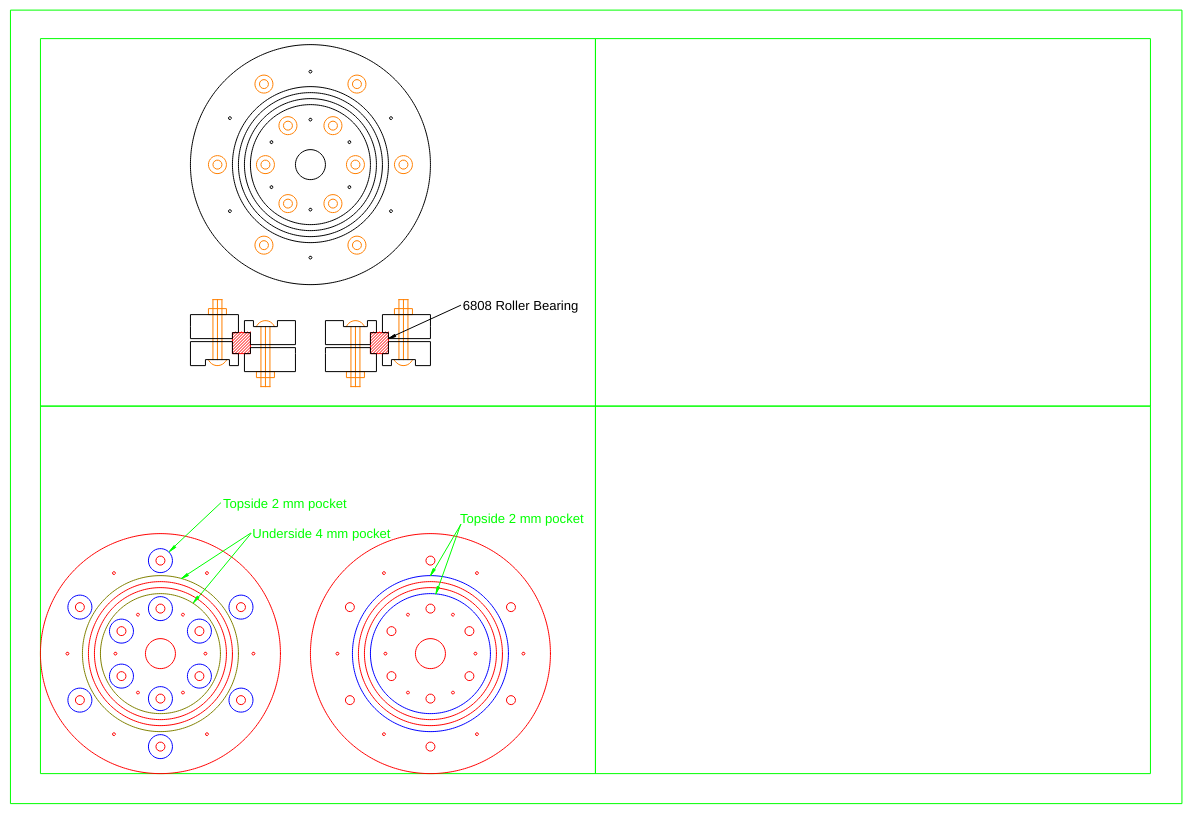
Here is the CAM image:
Note the bolt pockets are actually on the underside of the first disk.
While I am waiting I have been playing with the design. I can add a 120 tooth 2mm GT2 profile to the outer ring. It is about the same size.
Yeah I wrote another pulley program but for the 2mm GT2 profile. I will bin the T5 pulleys and belts (I am not going to use them now, since I have order a set of 2mm GT2 belts and pulleys).
CNC Feed Rates etc.
This is tough! I will be using a 1.3 mm two flute carbide end mill. I am thinking of 600 mm/min (fast) but a cut depth of 0.25 mm. Apparently it needs to be fast not to overheat (melt) the poly-carbonate.
A 2 flute carbide end mill should be fine running the spindle at full speed (12k). I will need to keep the poly-carbonate cool (water spray?) and the bit clear (compressed air).
If it works okay, I will speed things up by increasing the cut depth to 0.5 mm.
---
Installed PlanetCNC (i.e. USBCNC). There is a Linux version. Some focus problems (annoying) and some protection problems to work out. The first simulation suggested more than 7 hours! Far too long, so I increased to plunge rate from 50 mm/min to 150 mm/min and it is now down to 3 hours. I can work with that. Still waiting for my cutters.
---
I have cut the design. Went okay, Window froze half way, and I had to slow down the spindle to stop the cuttings melting together to make a "string". Not good, it wraps around and bonds to the end-drill. I will have to measure the bearing next time as the inside disks are too loose and the outside rings (holes) are too tight. Perhaps 0.2 mm off. Otherwise the bearing is quite good, unable to detect movement by hand:

I will need to add a spacer between ring to stop flexing.
So I will increase the feed speed (1200 mm/min?) and the acceleration (50 mm/sec/sec?).
I will also need to compensate for profiling beyond "climb" and "conventional", I think I may call my 2 mm end-mill a 1.9 mm end-mill.
Finally, I need to break the project up into little jobs and drill some "index" holes when I have to reset the work origin.
AlanX
Discussions
Become a Hackaday.io Member
Create an account to leave a comment. Already have an account? Log In.
Provided you can stay well below the point where you would split/crack acrylic, it's superior to Lexan. Much stiffer, more abrasion resistant, more dimensionally stable over the useable temperature range, cuts a whole lot nicer and won't kill you if it catches your blade, less toxic fumes when laser cutting, doesn't react as much with 'everything' and degrade. Try painting some Lexan or use the wrong lubricant and see how strong it is in 6 months. :) The effects of this will migrate right through the entire thickness of Lexan as well, not just on the surface like acrylic. Been there...
But you can't beat acrylic with a hammer or bend it like steel and have it be just fine.. that's for sure. They both have a place.
Are you sure? yes | no
And also the problem of availability, that is through a laser cutting service provider.
Having said that I can get it from my local hardware store.
I need to test the design before I advance to the next stage, so acrylic will do.
Too many pieces to do it myself with my CNC machine (too small for the SCARA based board anyway). So a laser cut design at least for the test design.
Edit: I promise to use nylon washers and not to over tighten the bolts if I use acrylic again.
AlanX
Are you sure? yes | no
I think polycarbonate is a poor material for laser cutting - noxious gasses AFAIK. Delrin/acetal/POM is a good material for laser cutting and strength/toughness but it's expensive.
Are you sure? yes | no