0%
0%
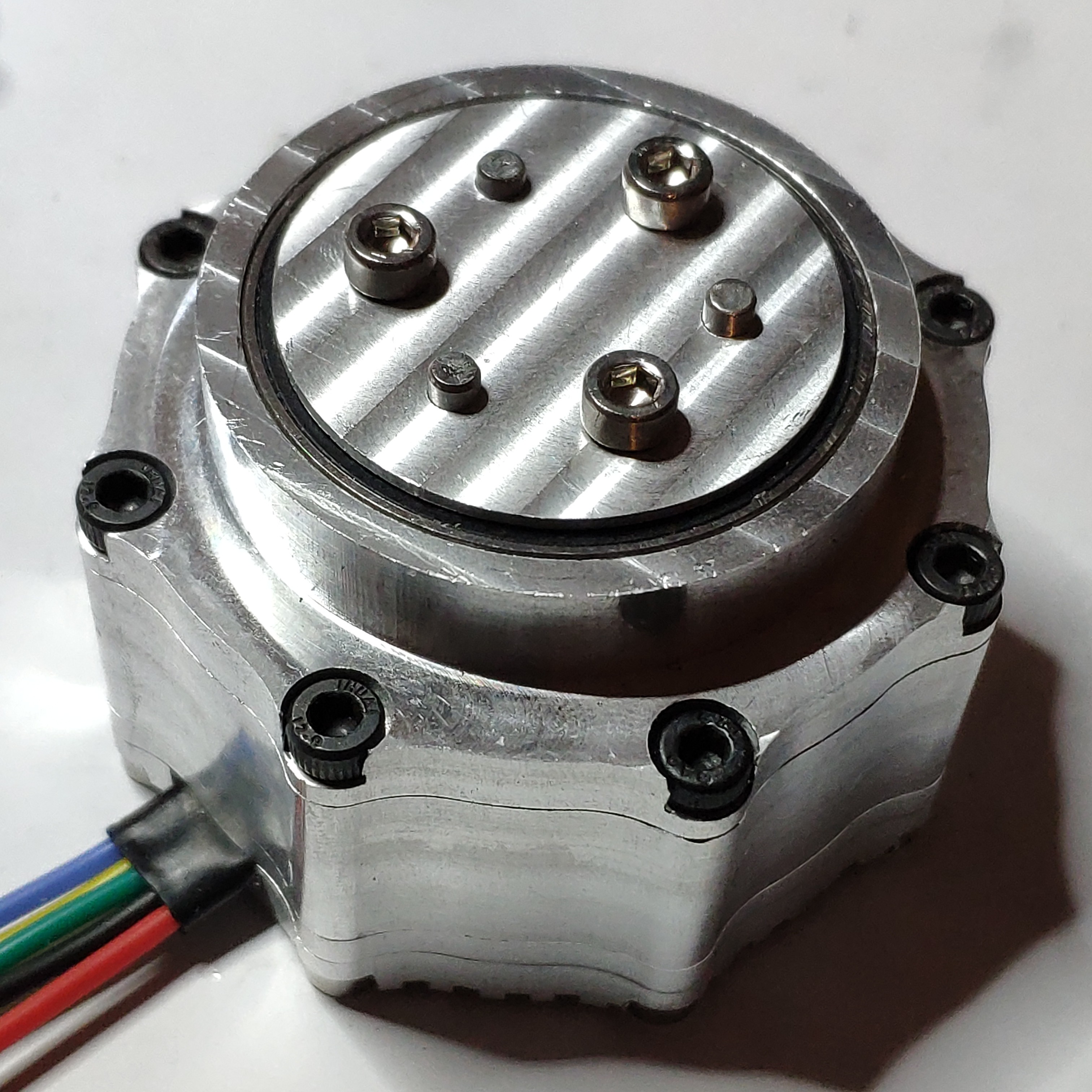
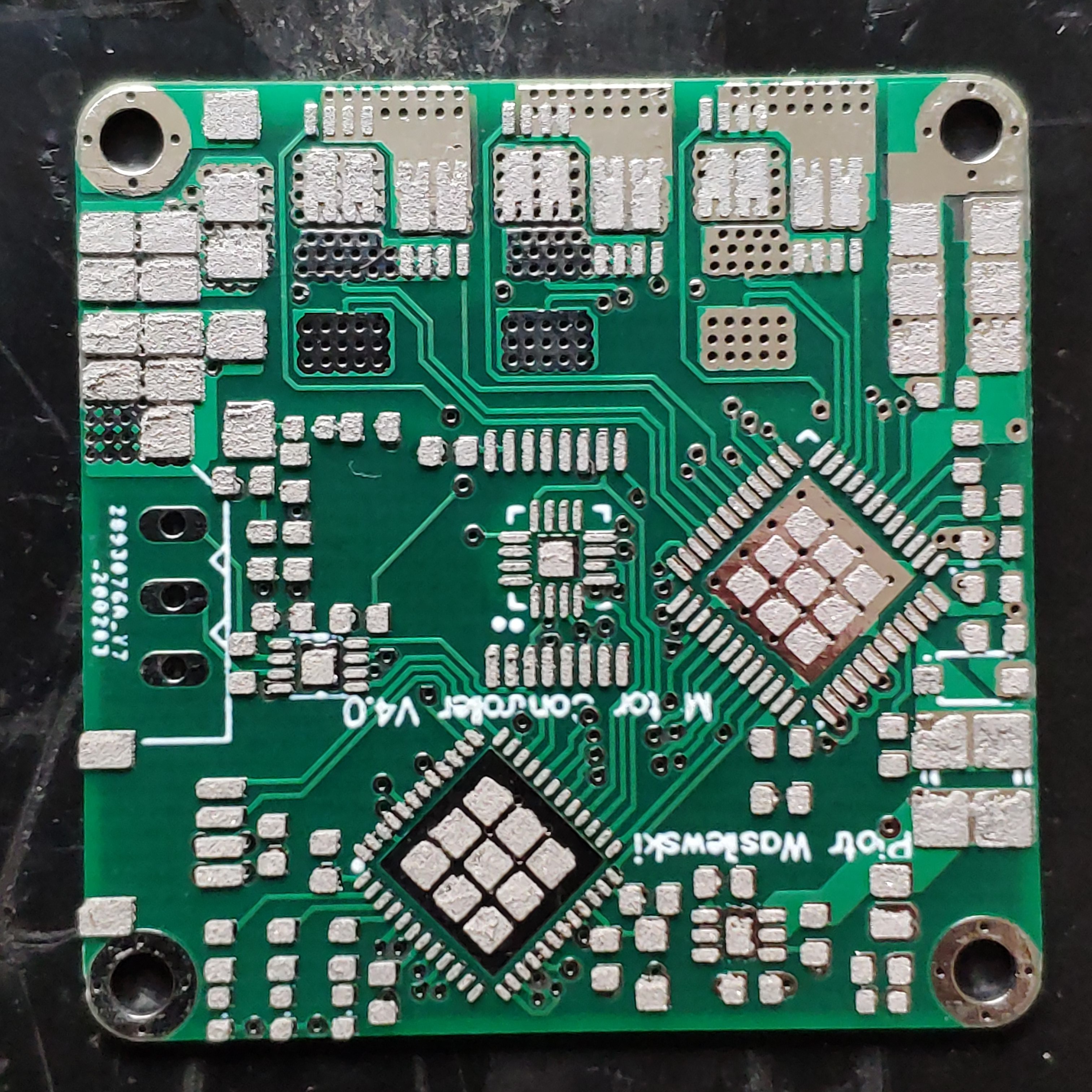
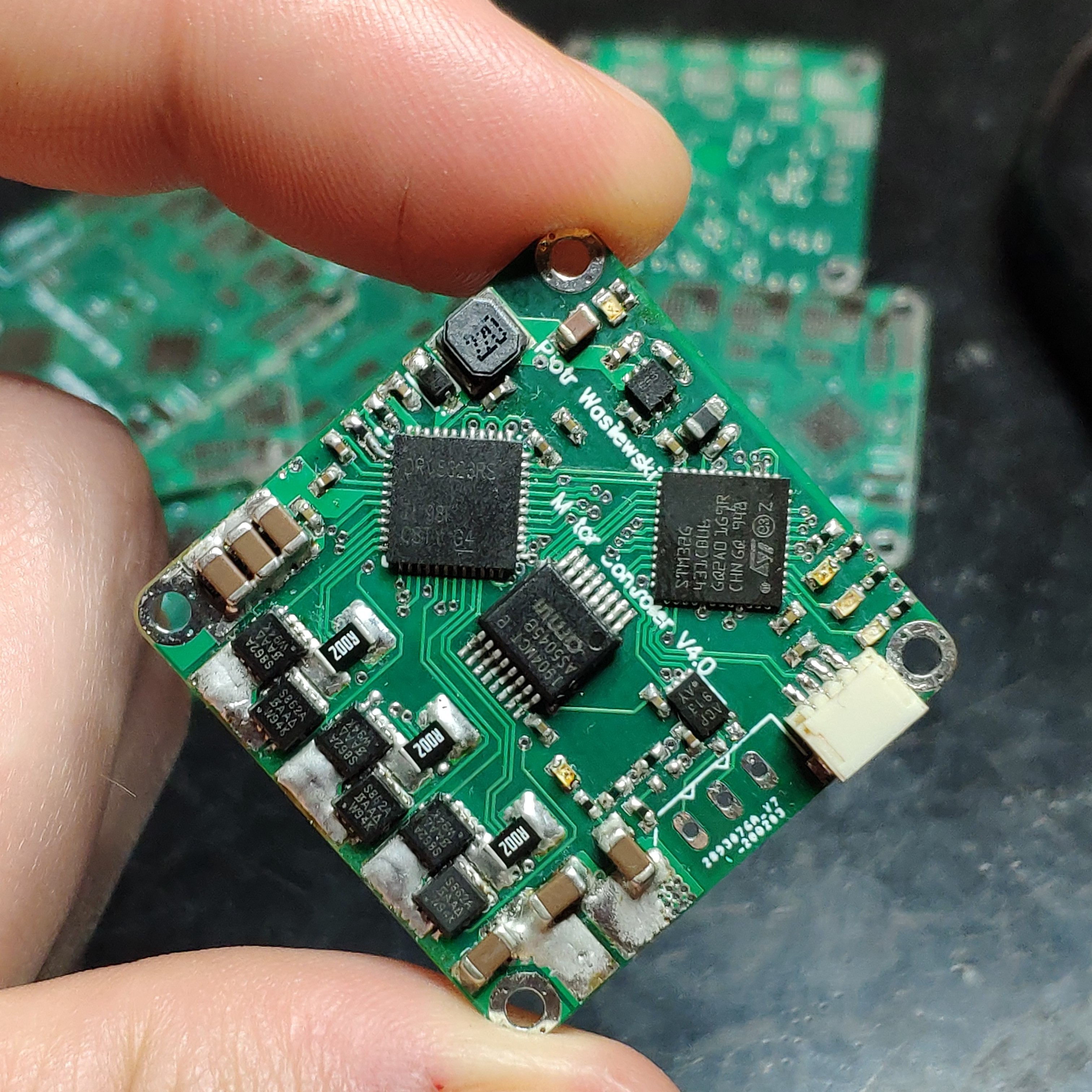
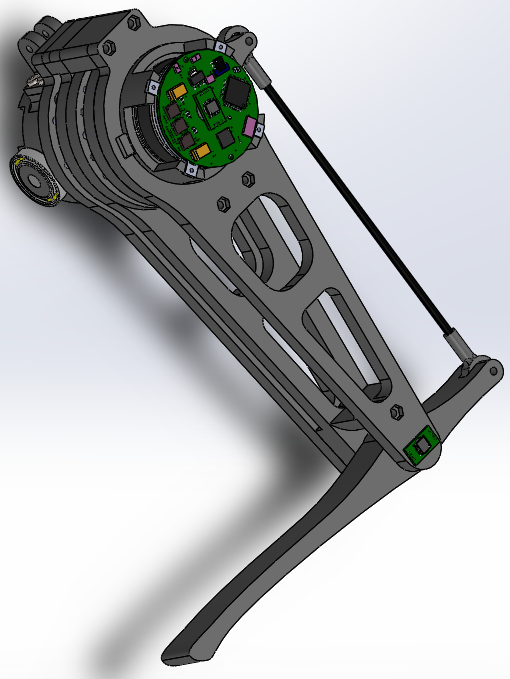
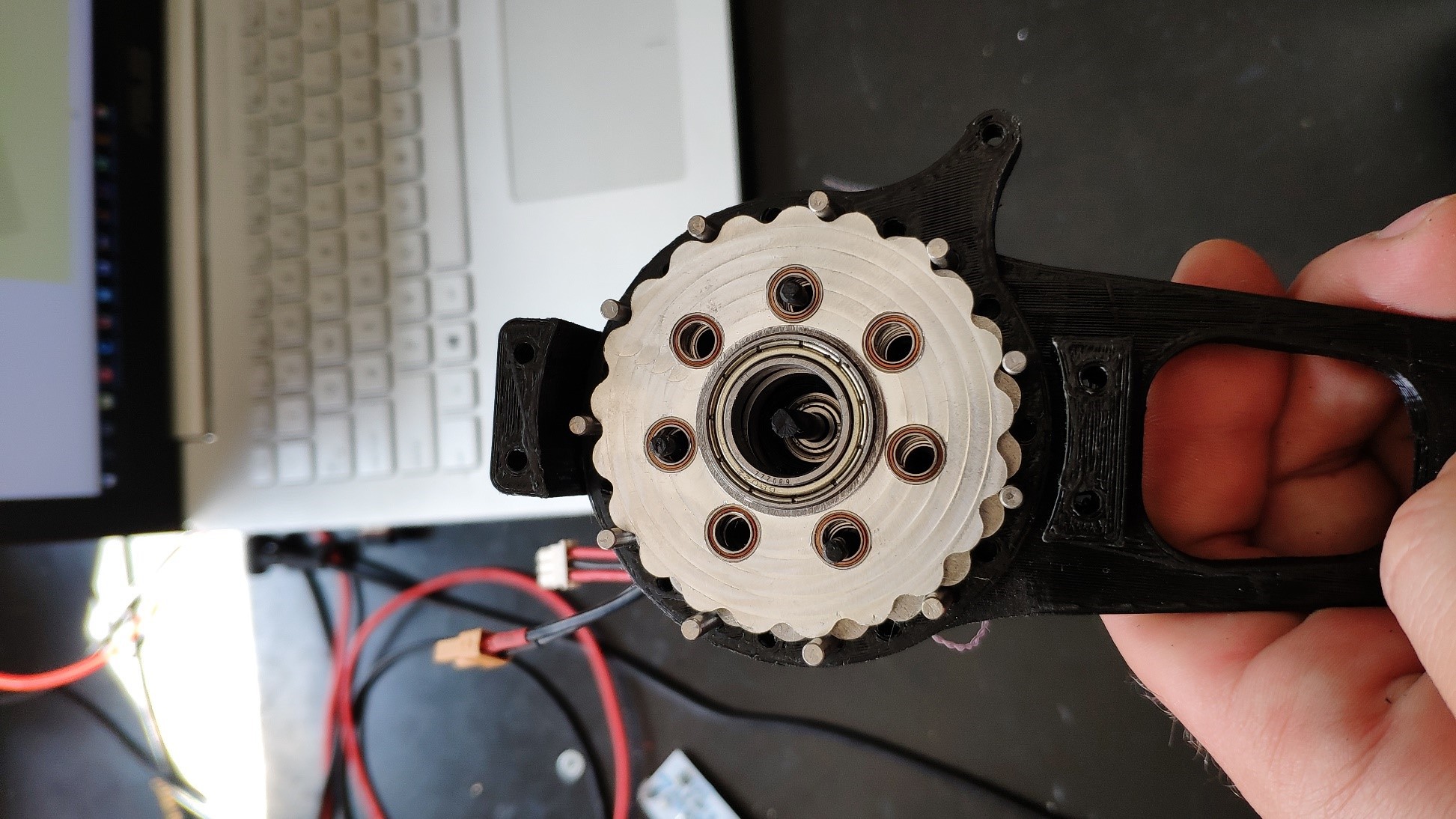
BLDC Walker
Brushless driven four leg quadruped
 Peter Wasilewski
Peter WasilewskiBecome a Hackaday.io member
Already have an account? Log in.
Just one more thing
To make the experience fit your profile, pick a username and tell us what interests you.
Pick an awesome username
hackaday.io/
Your profile's URL: hackaday.io/username. Max 25 alphanumeric characters.
Pick a few interests
Projects that share your interests
People that share your interests








 Christopher Xu
Christopher Xu
 EK
EK
 Daren Schwenke
Daren Schwenke
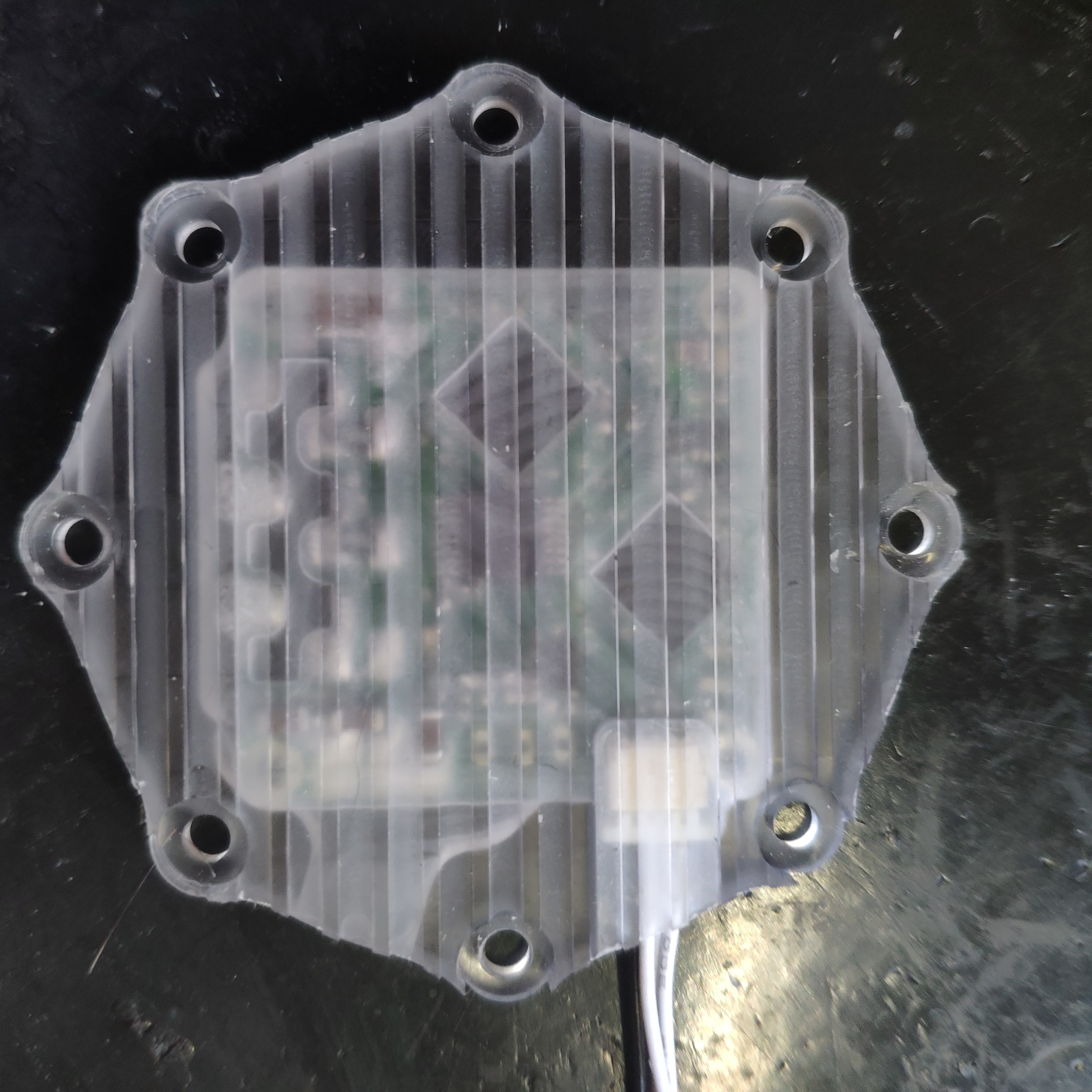
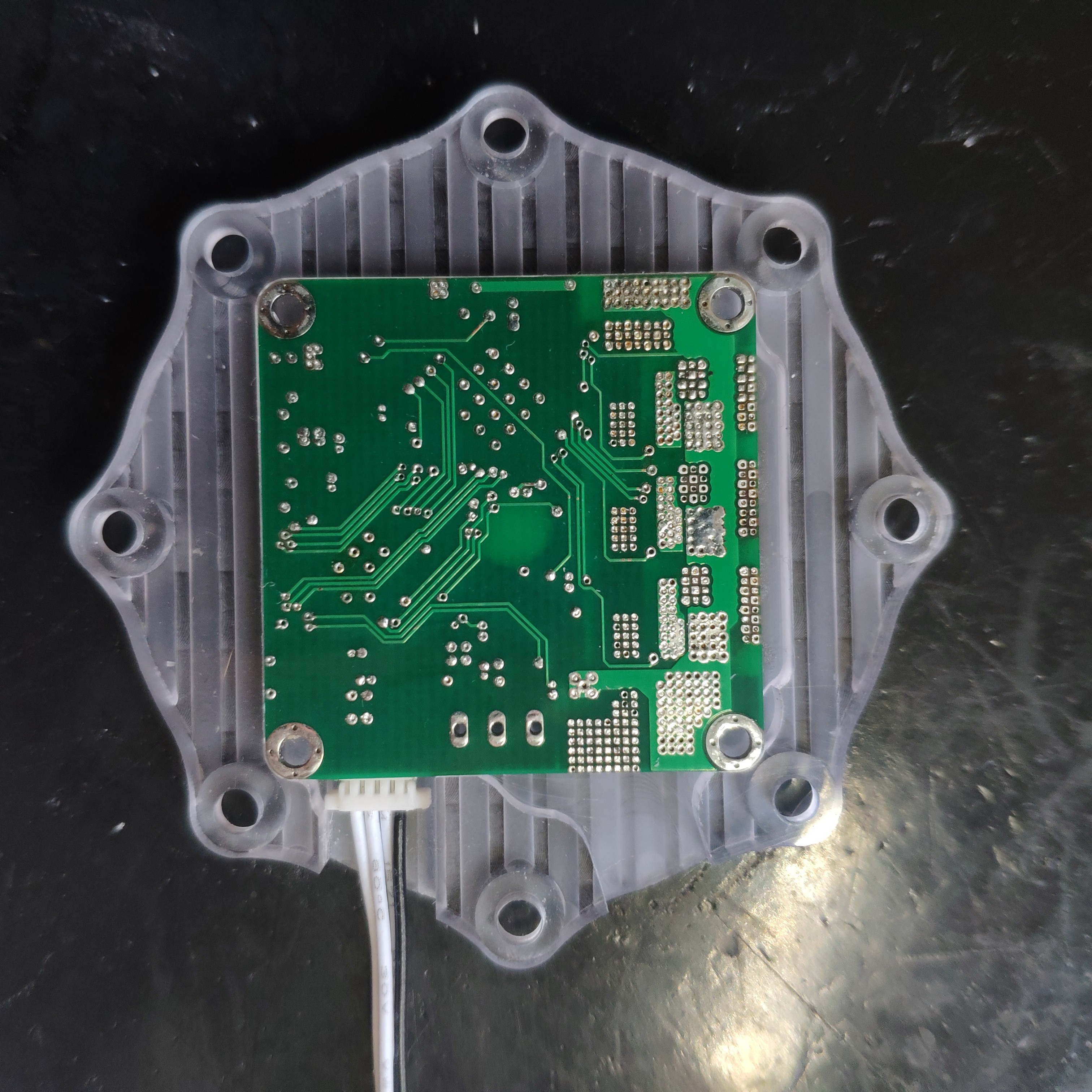
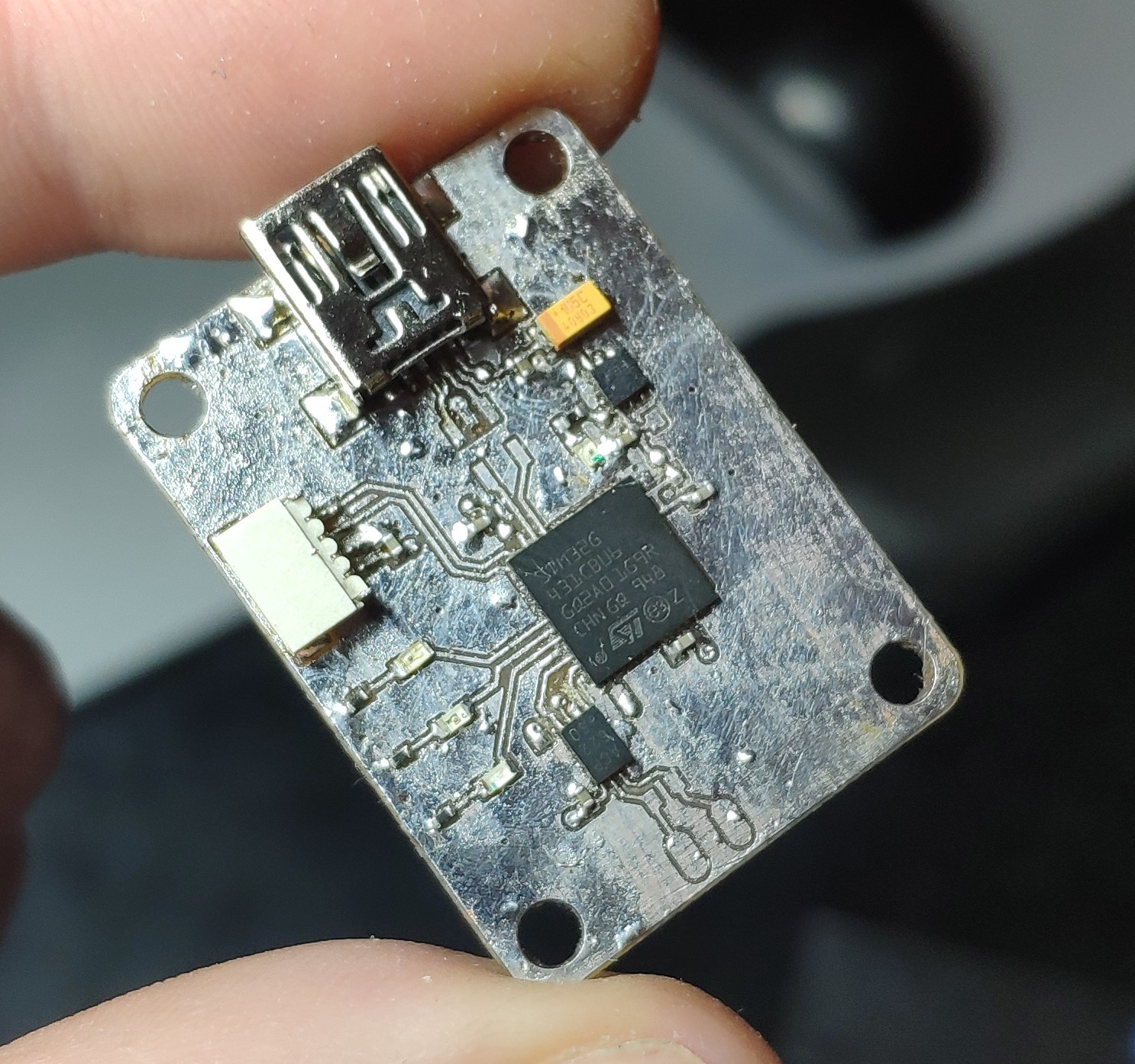
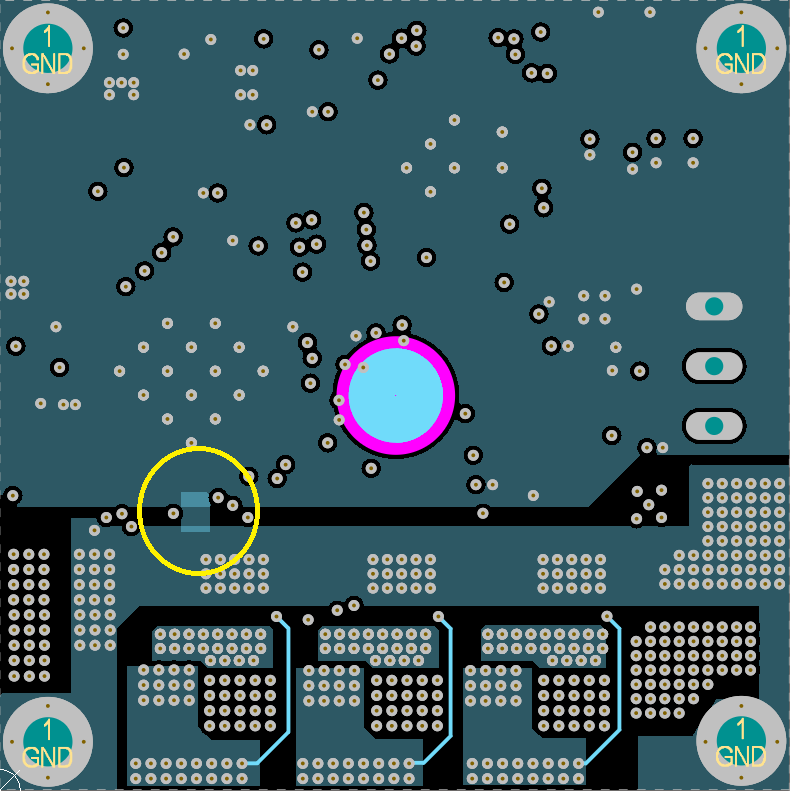
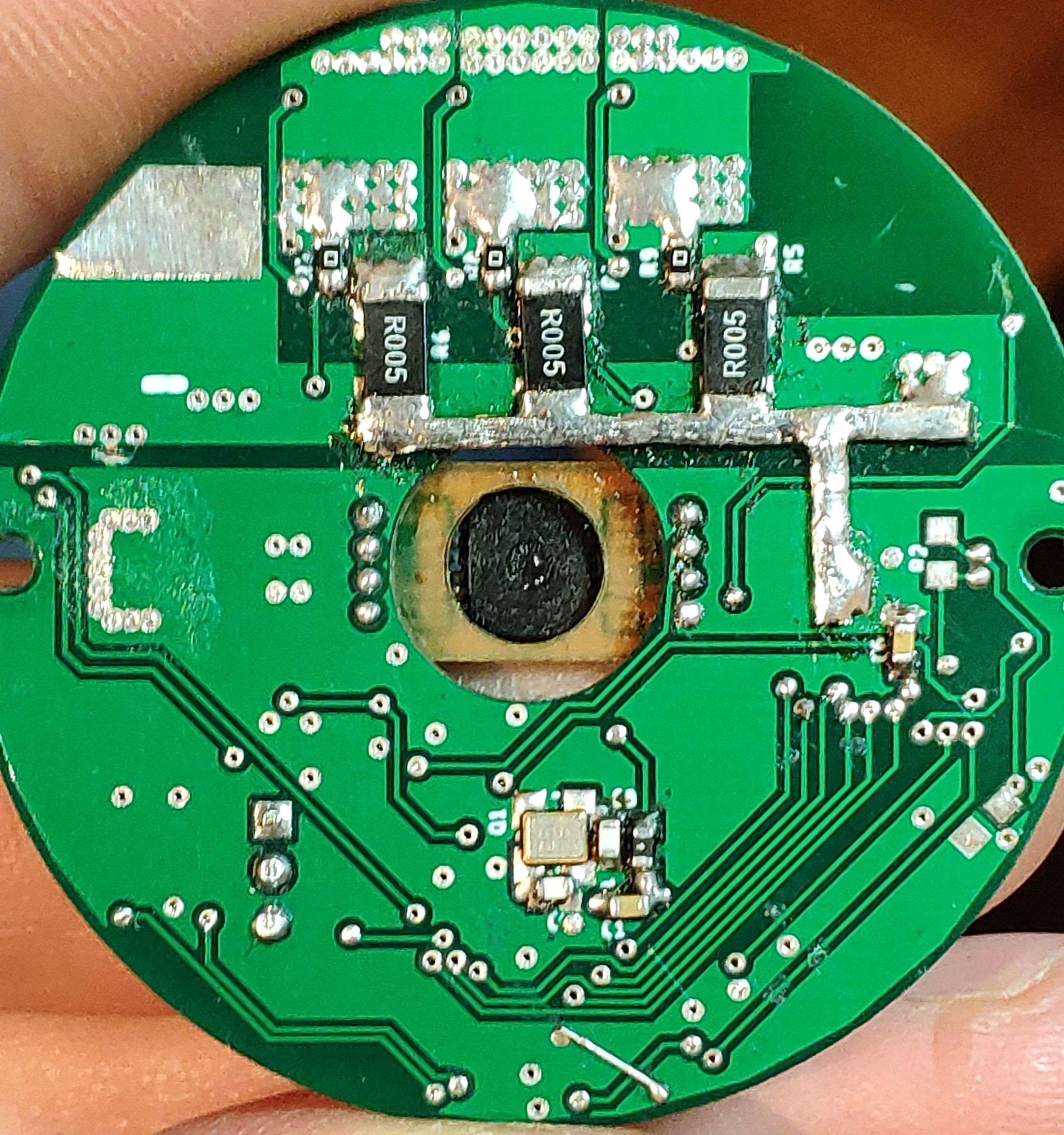
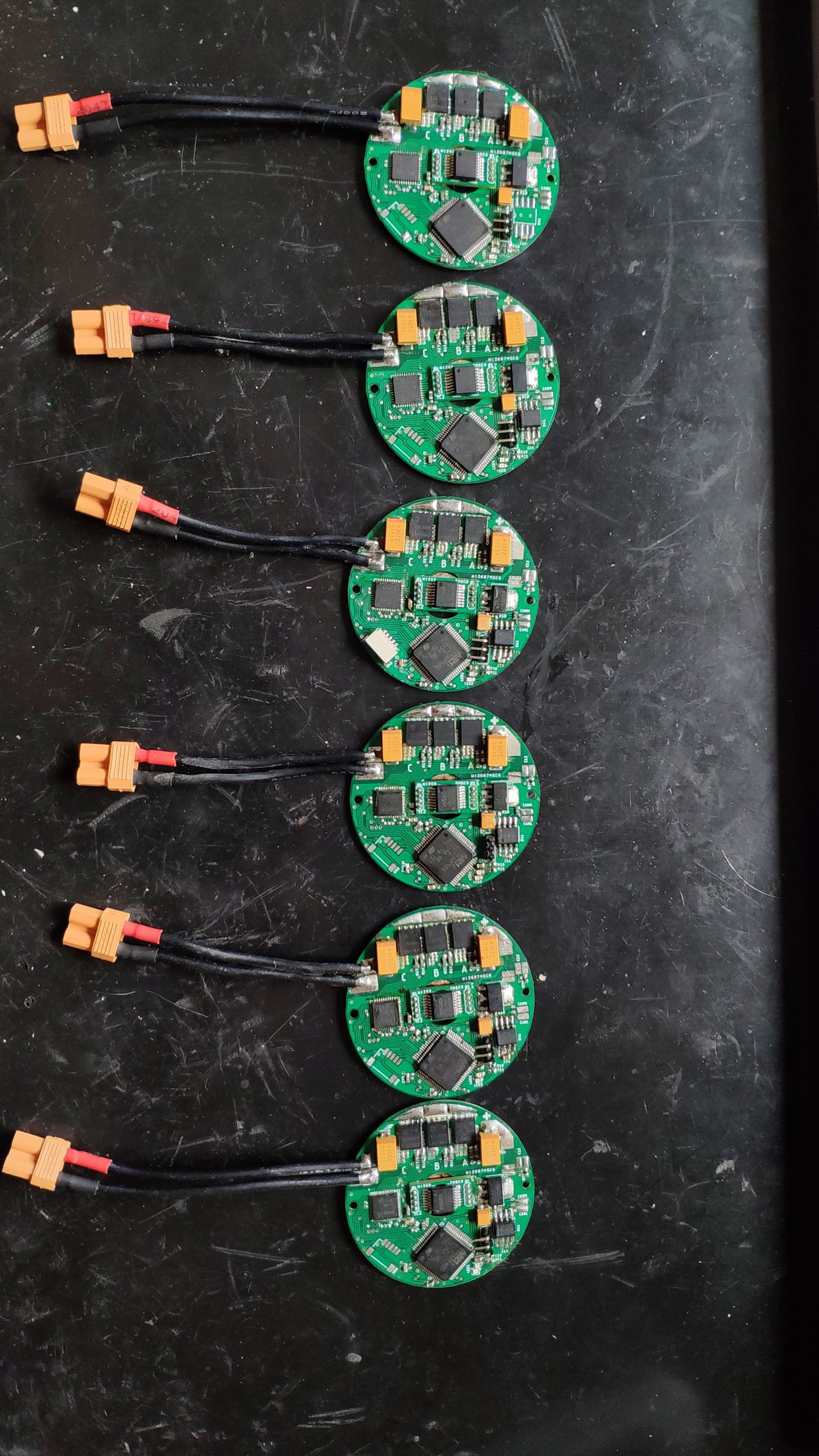
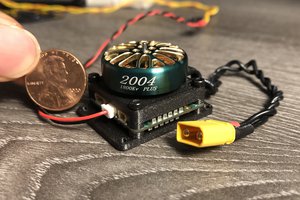
Nice Work! One thing to add would be a nylon washer under the mounting screw heads. The screw on the left side will short those traces when the solder mask on the PCB breaks up.