 Matthew Reeves
Matthew ReevesThis is very much an "about the journey" project.
0%
0%
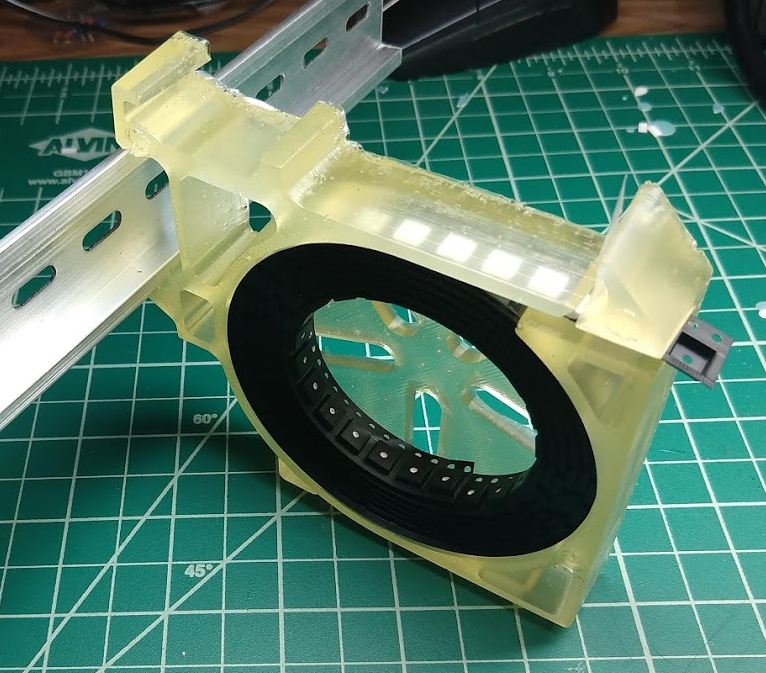
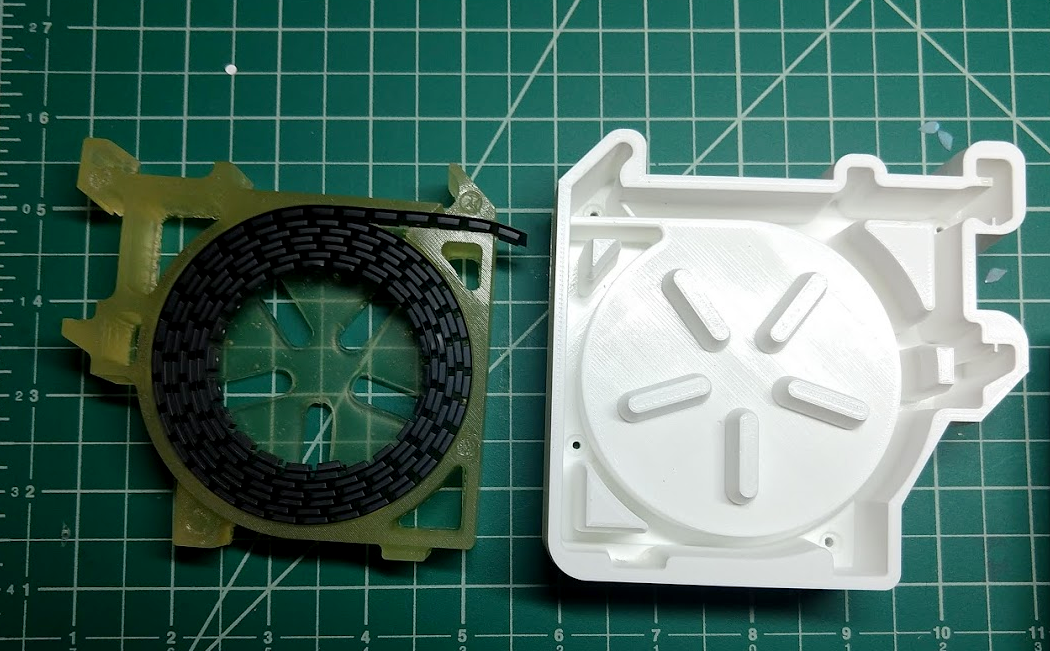
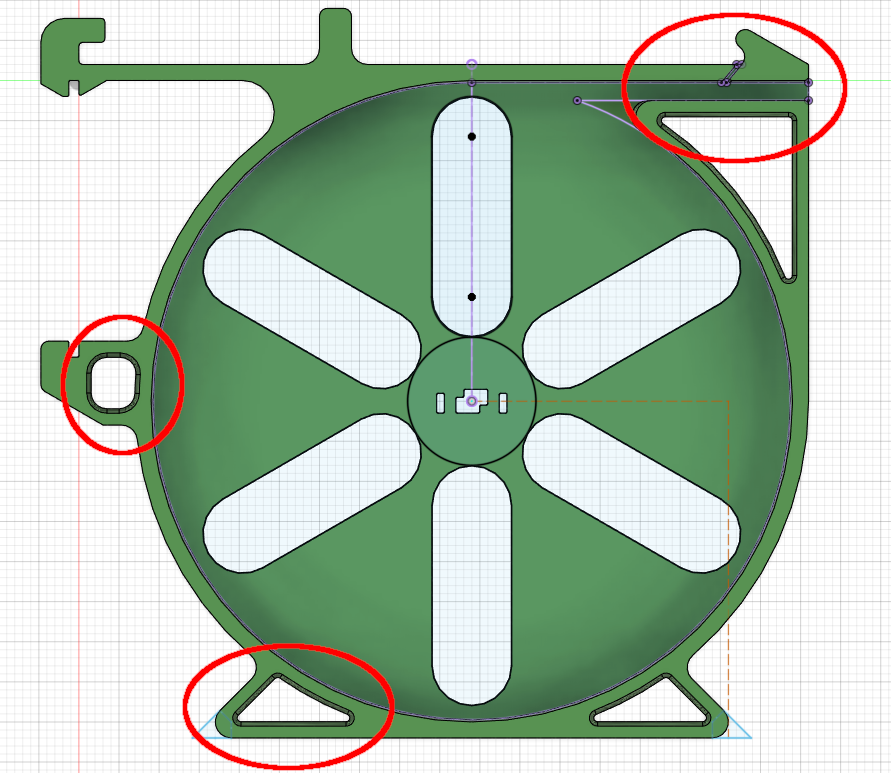
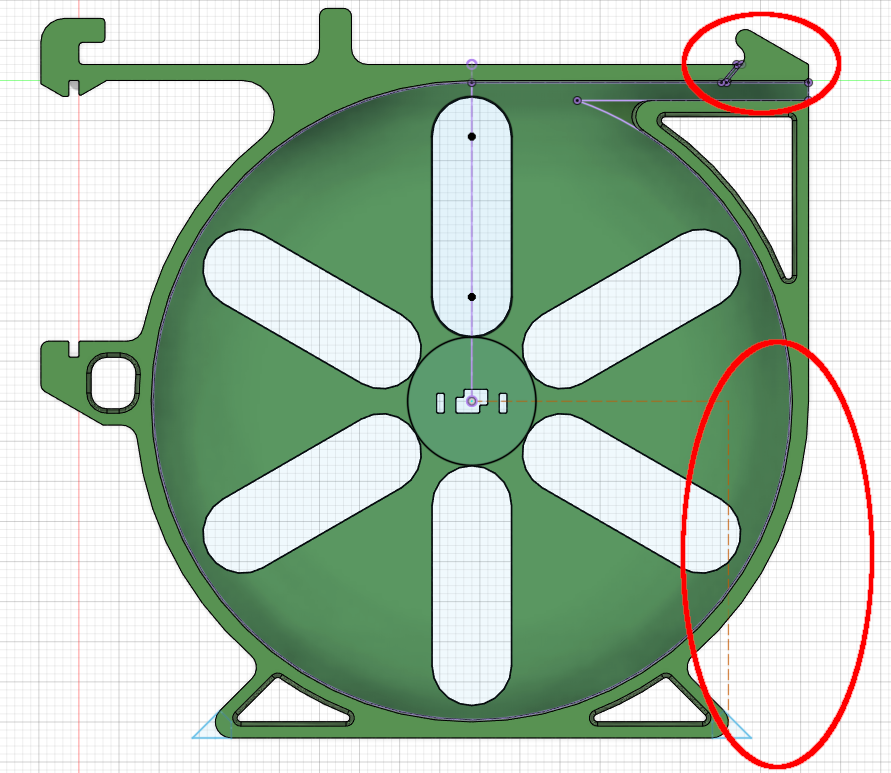
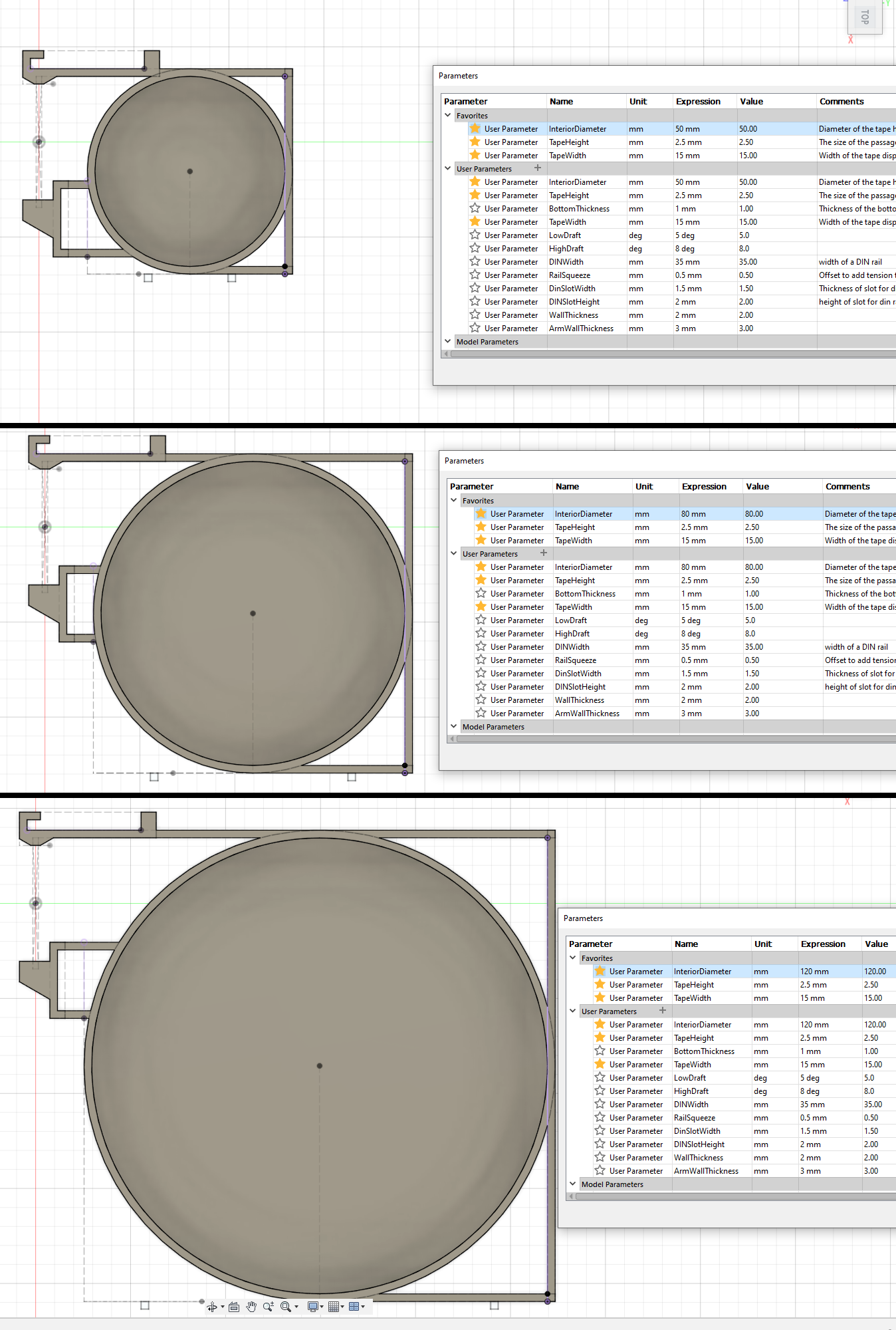
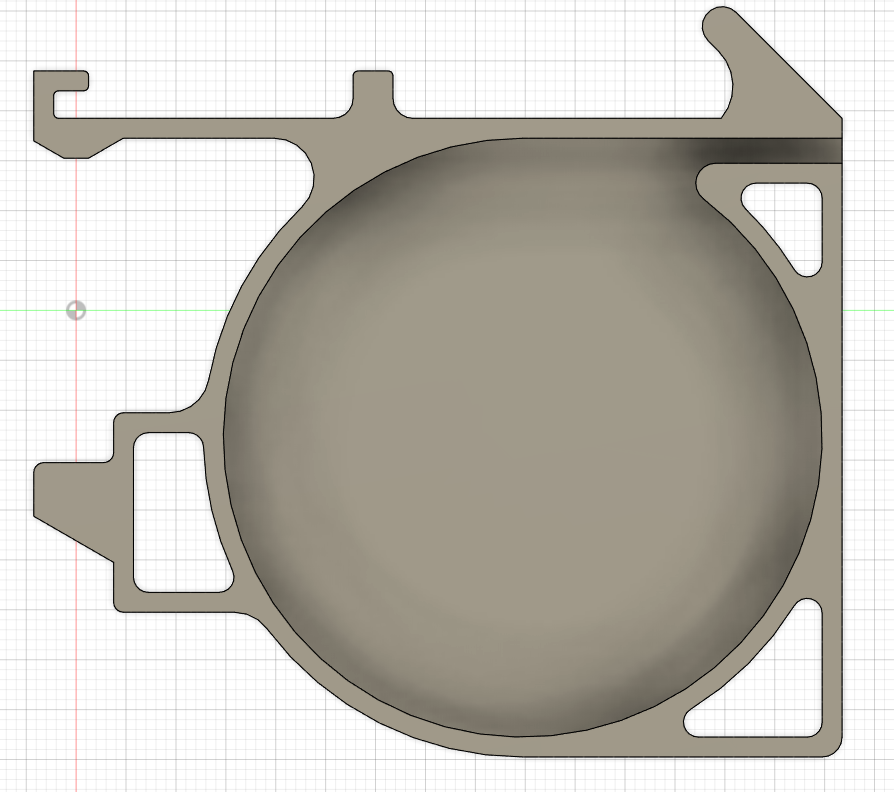
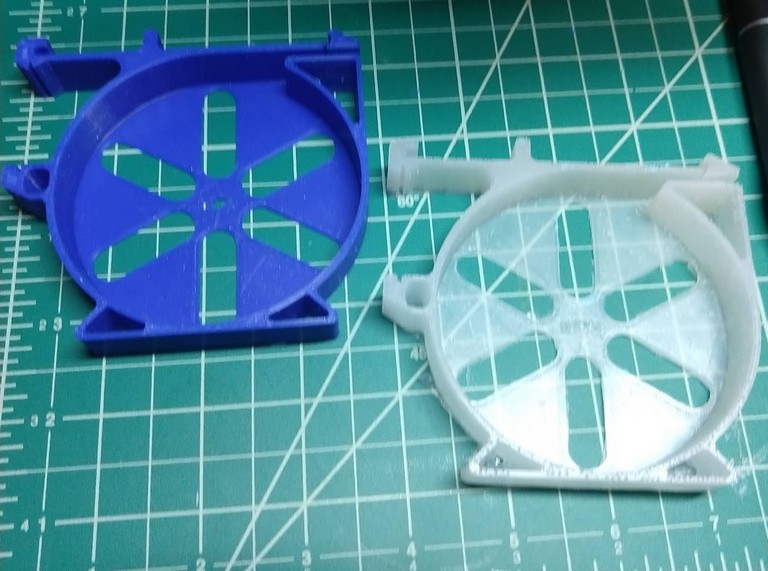
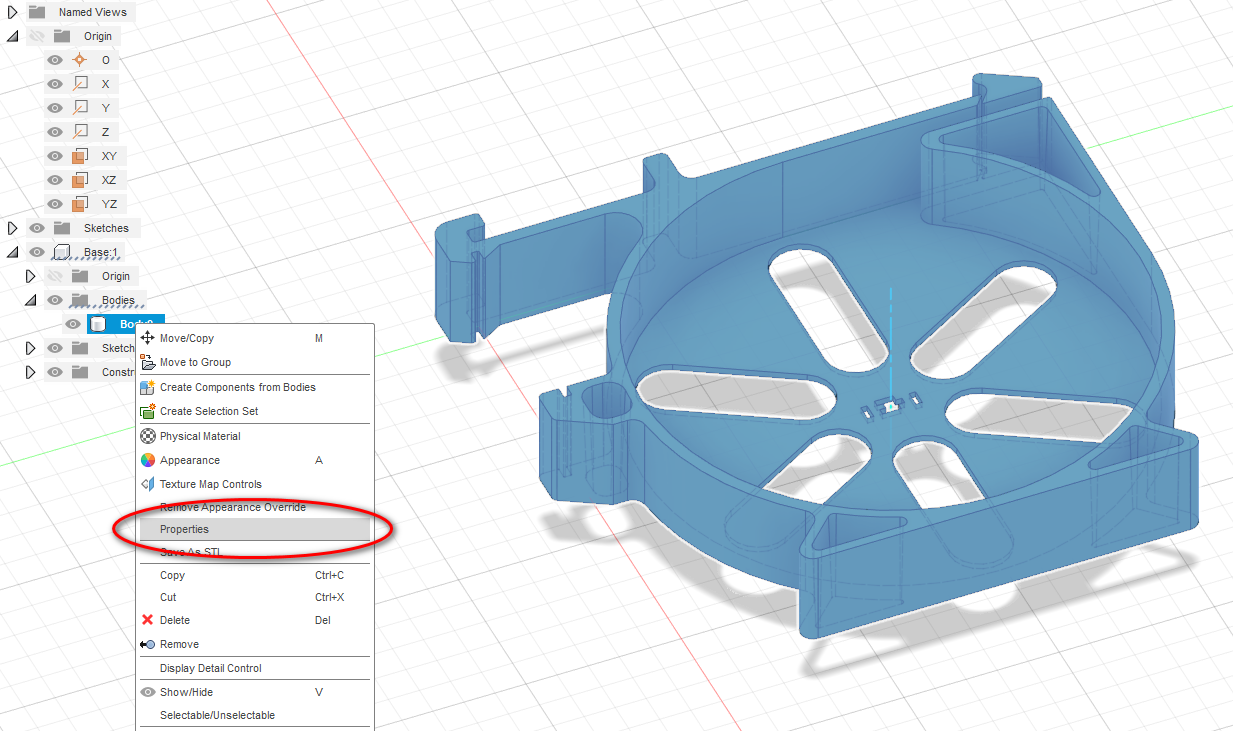
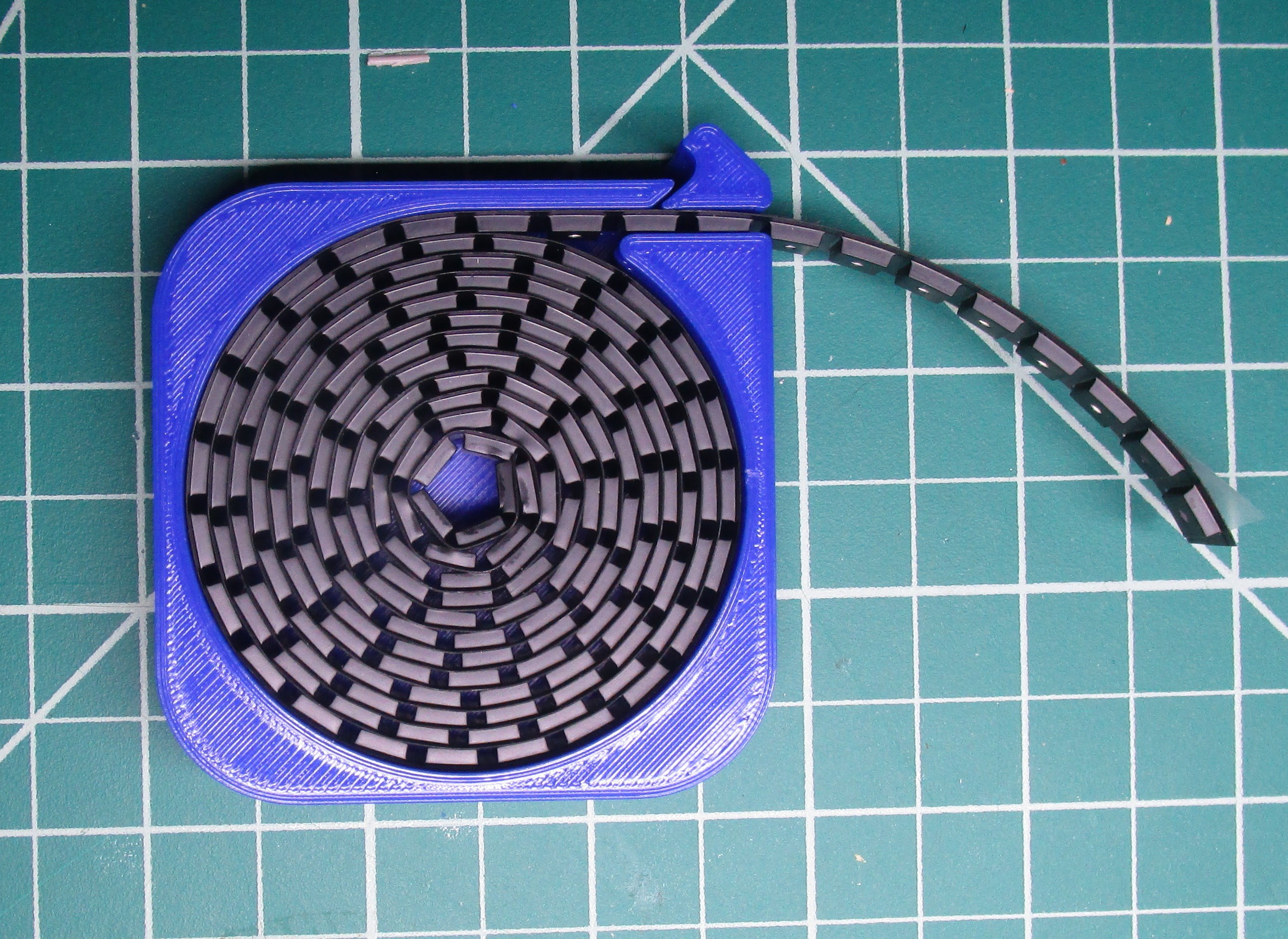
Modified SMD tape magazines
A version of the SMD tape magazines that have built in DIN rails mounts
Become a Hackaday.io member
Already have an account? Log in.
Just one more thing
To make the experience fit your profile, pick a username and tell us what interests you.
Pick an awesome username
hackaday.io/
Your profile's URL: hackaday.io/username. Max 25 alphanumeric characters.
Pick a few interests
Projects that share your interests
People that share your interests














 Morning.Star
Morning.Star
 Carl Giles
Carl Giles
 secretbatcave
secretbatcave
 T. B. Trzepacz
T. B. Trzepacz
How to download project?