 Dominik Meffert
Dominik Meffertwhich also heats the wire with high current instead of an arc.
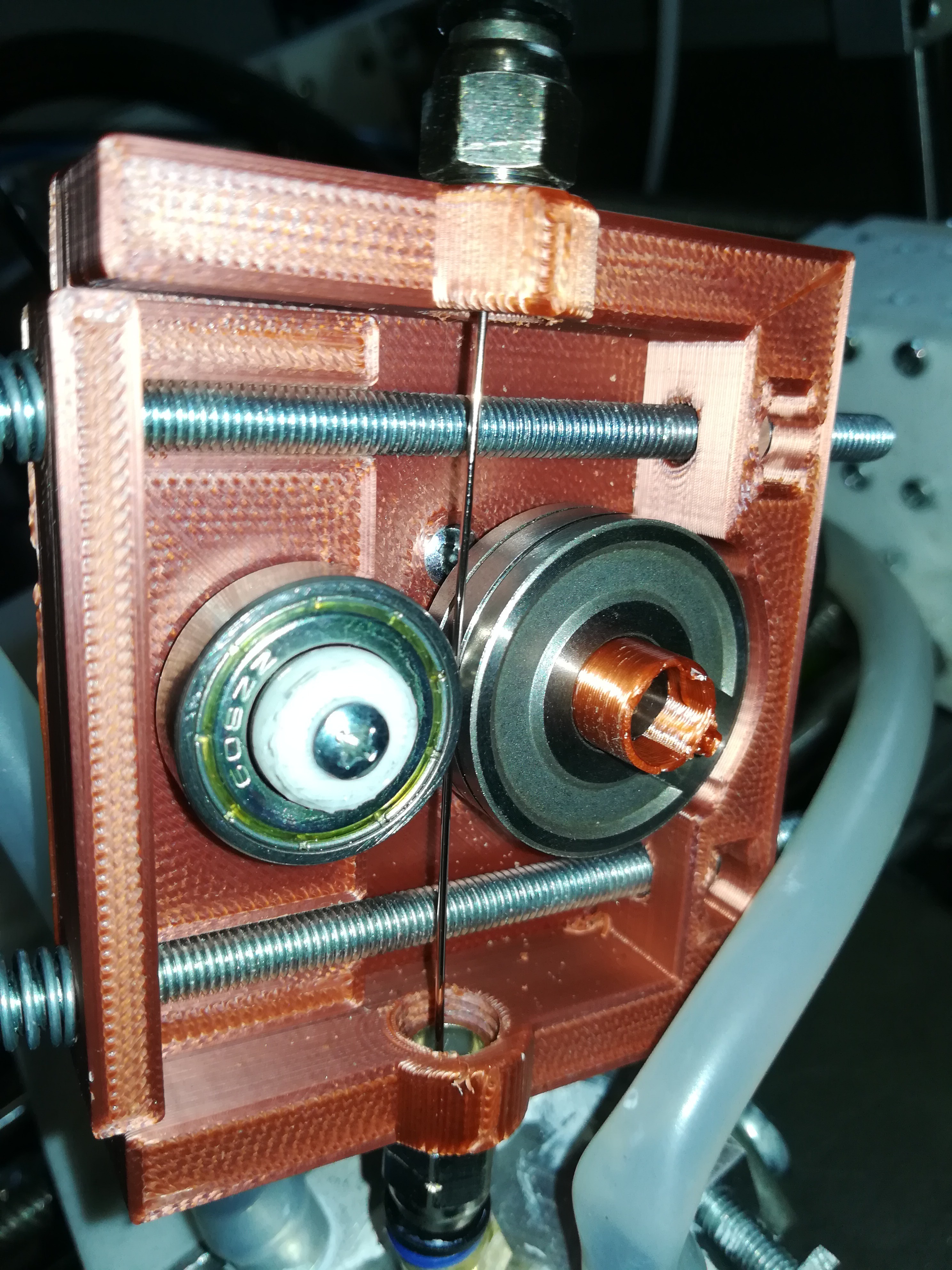
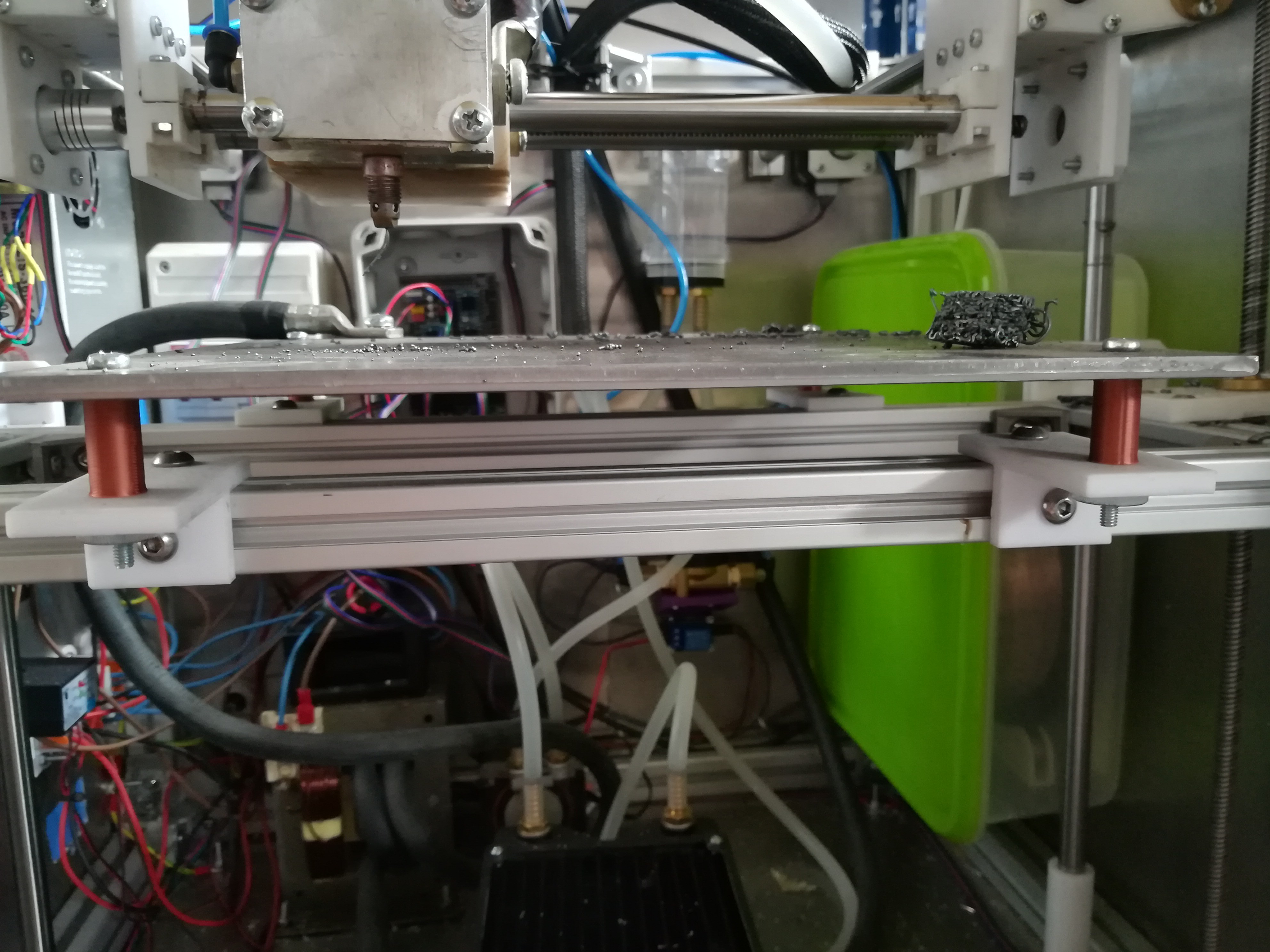
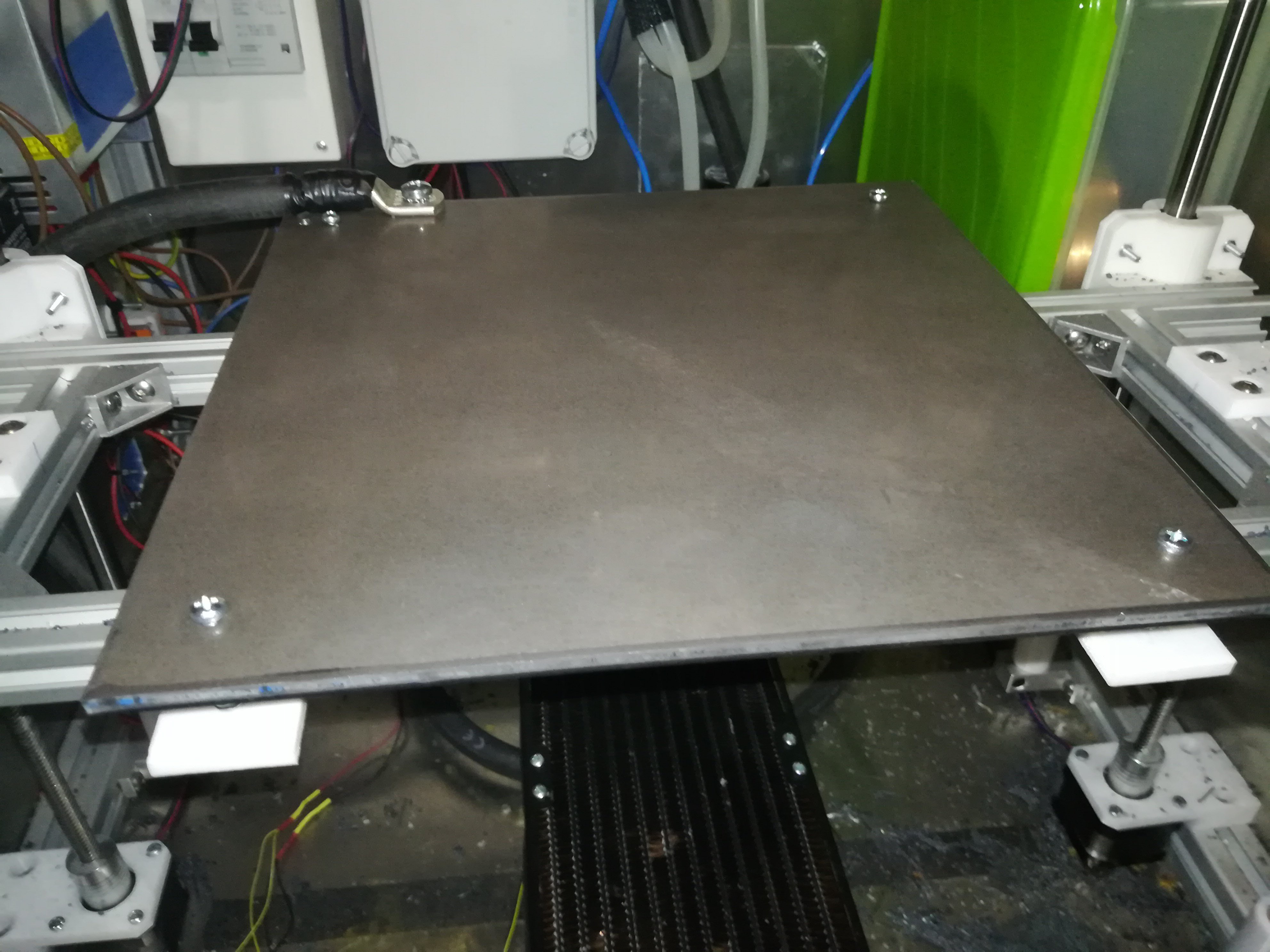
The printer is actually a FDM 3D printer built from an old microwave oven transformer and some other not special parts, which prints with welding wire instead of plastic filament. The only difference to a normal plastic FDM printer is, that the heat (around 1450°C) is created by high current flowing trough thin wire instead of plastic filament melting in a heated nozzle.
Things I could get to work:
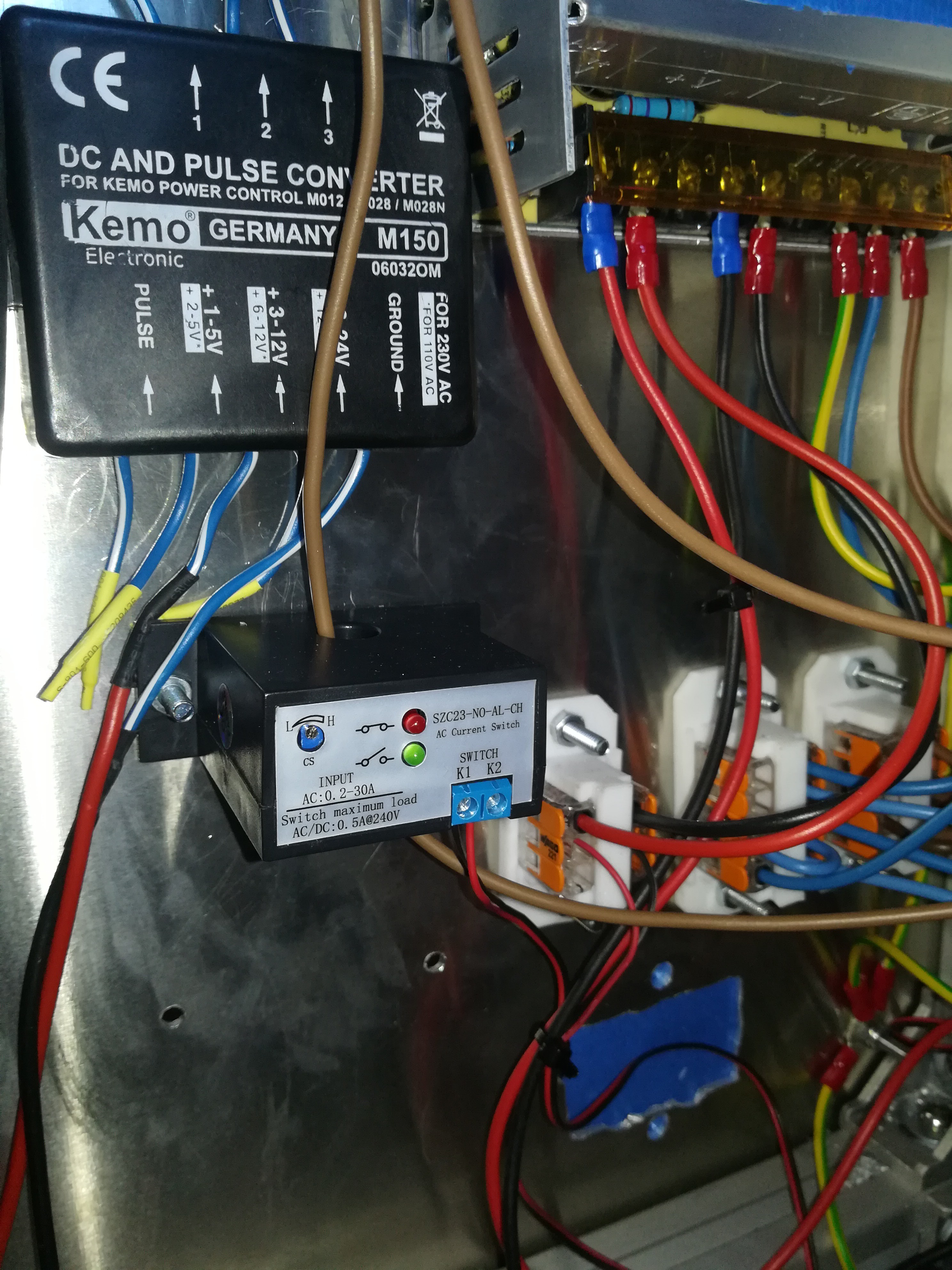
- Creating low voltage/ high current with a microwave oven transformer and controlling its power output with a Phase Fired Controller.
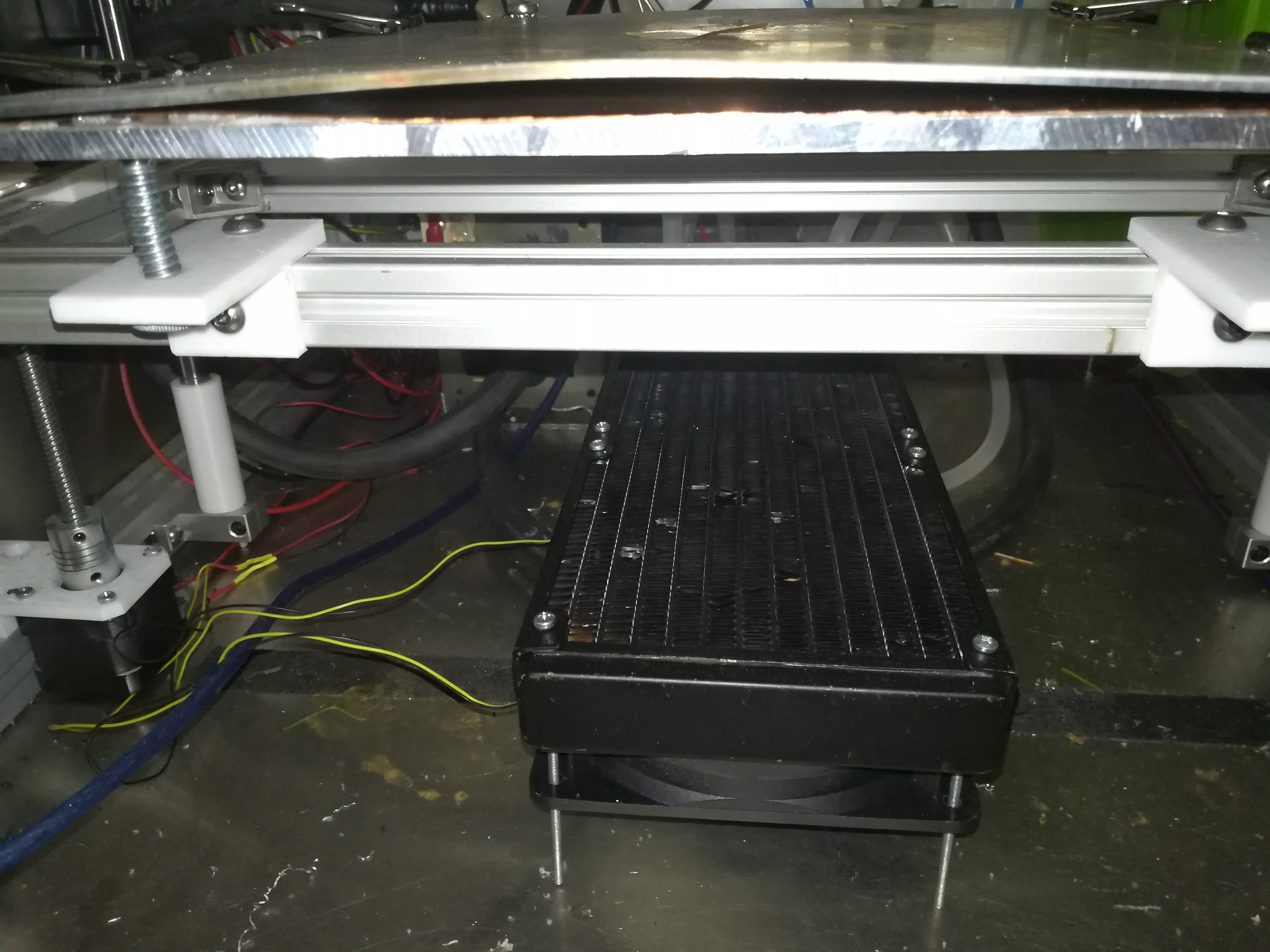
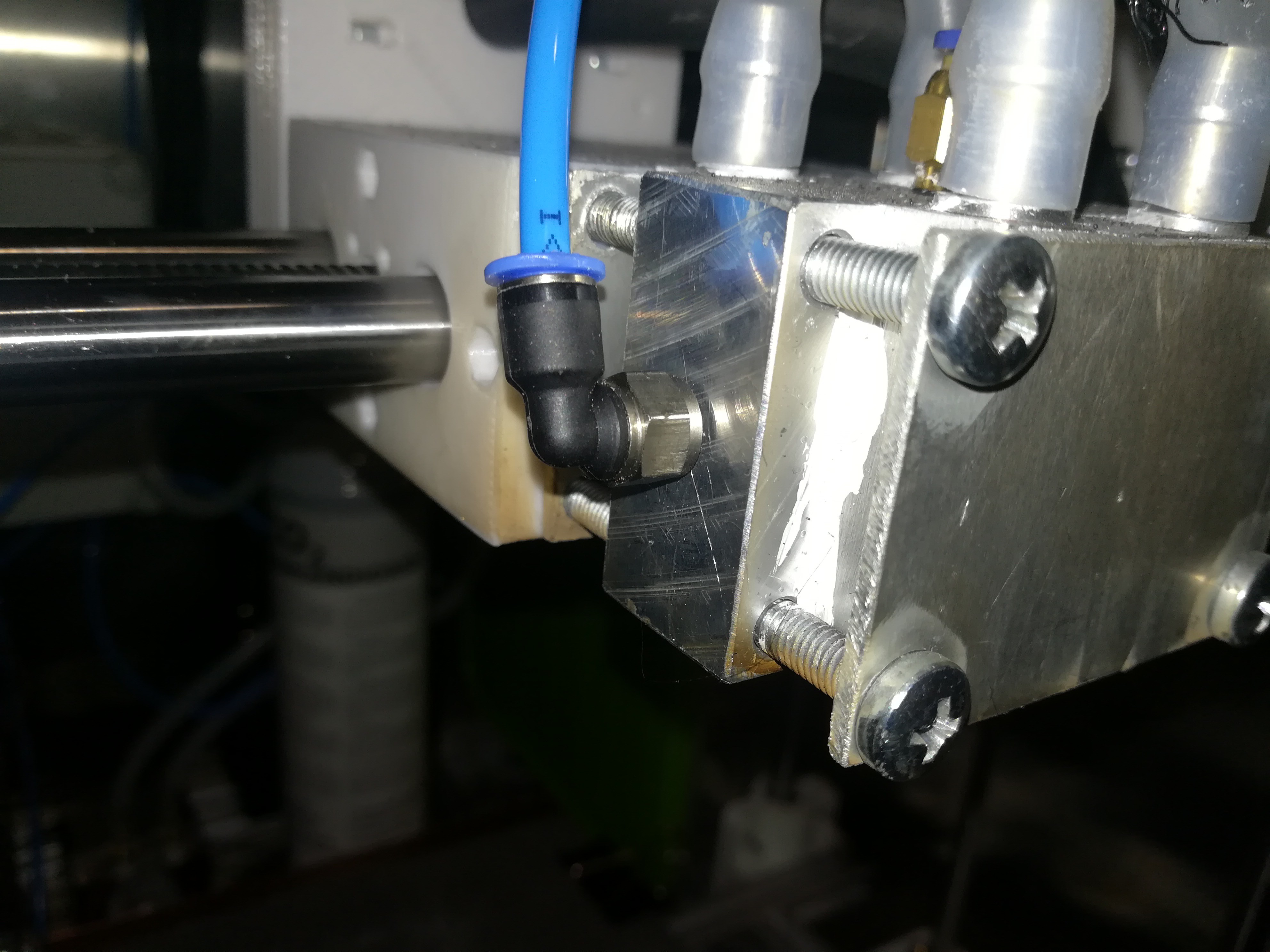
- Attaching the circuit to a 3D printer.
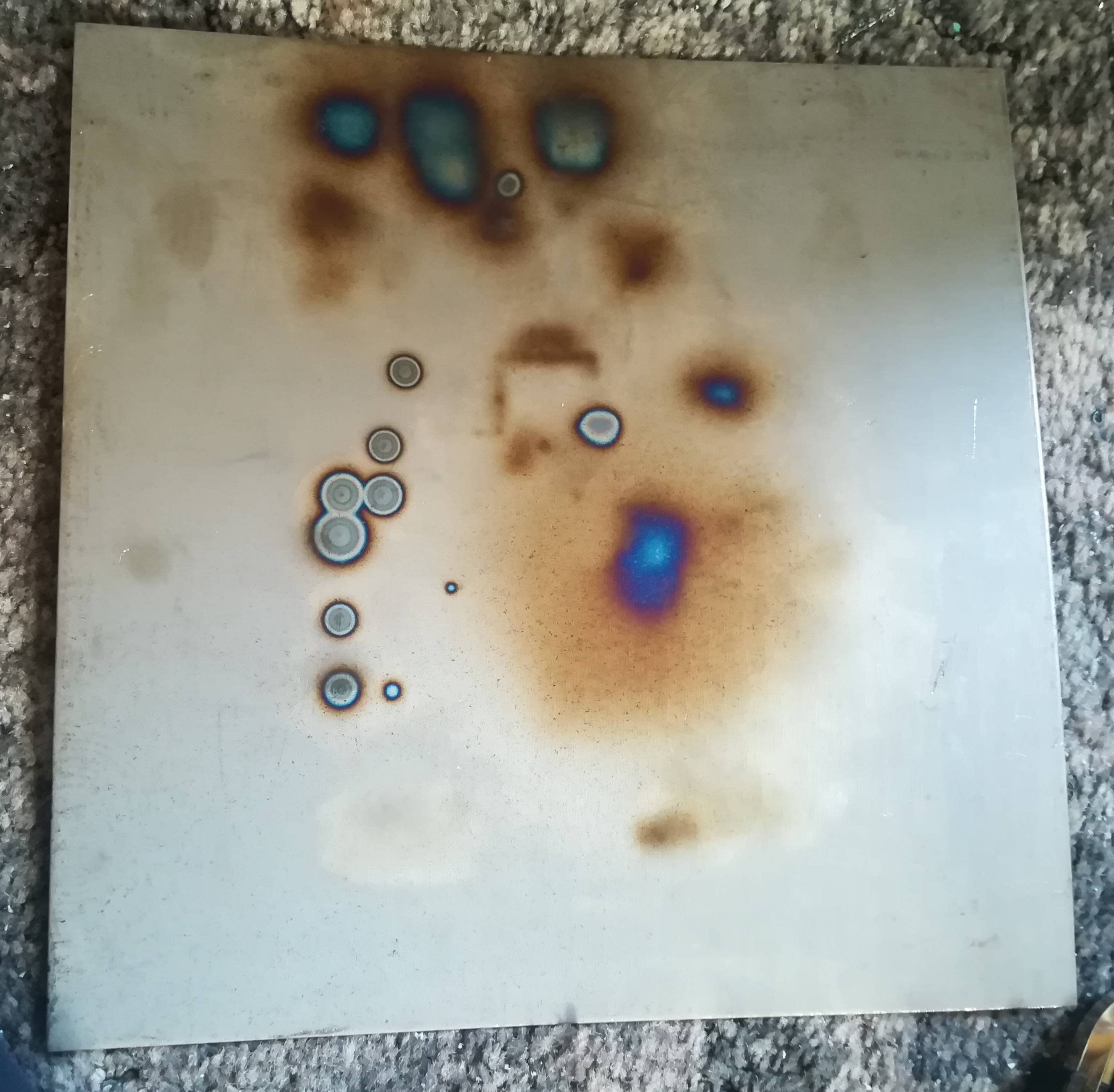
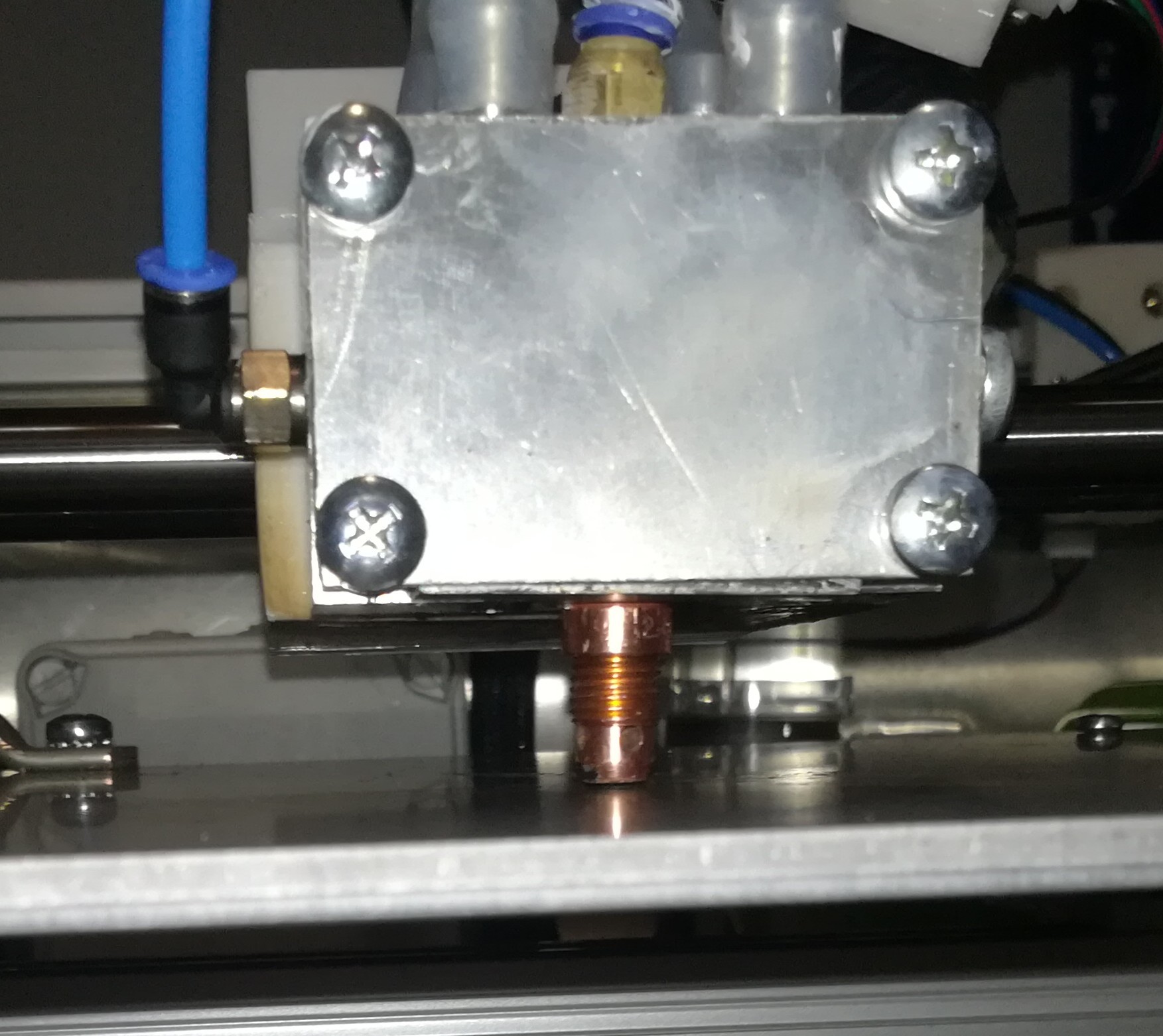
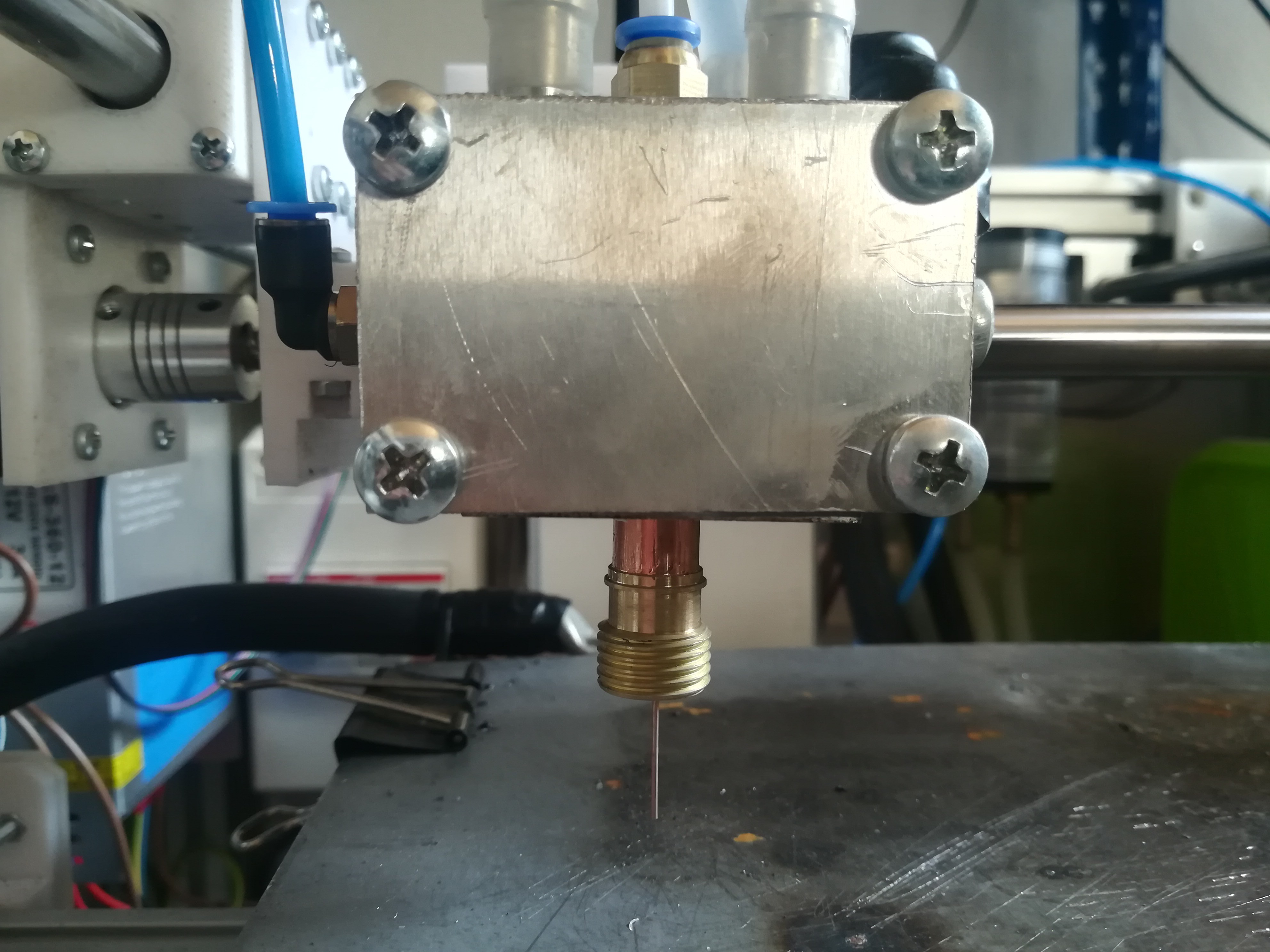
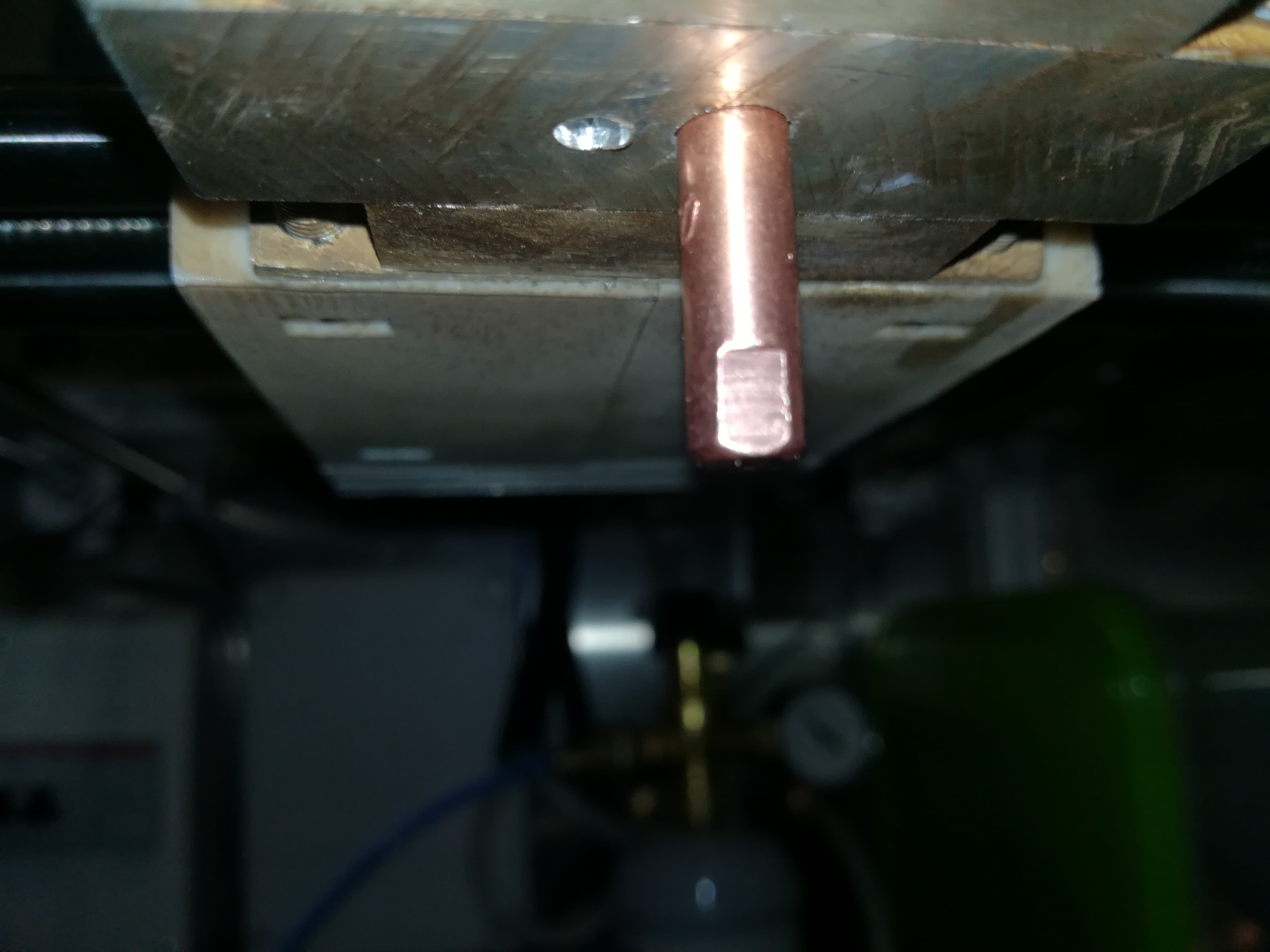
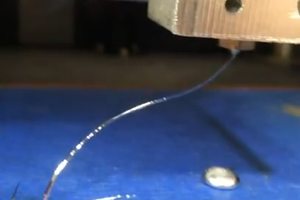
- Melting welding wire with high current.
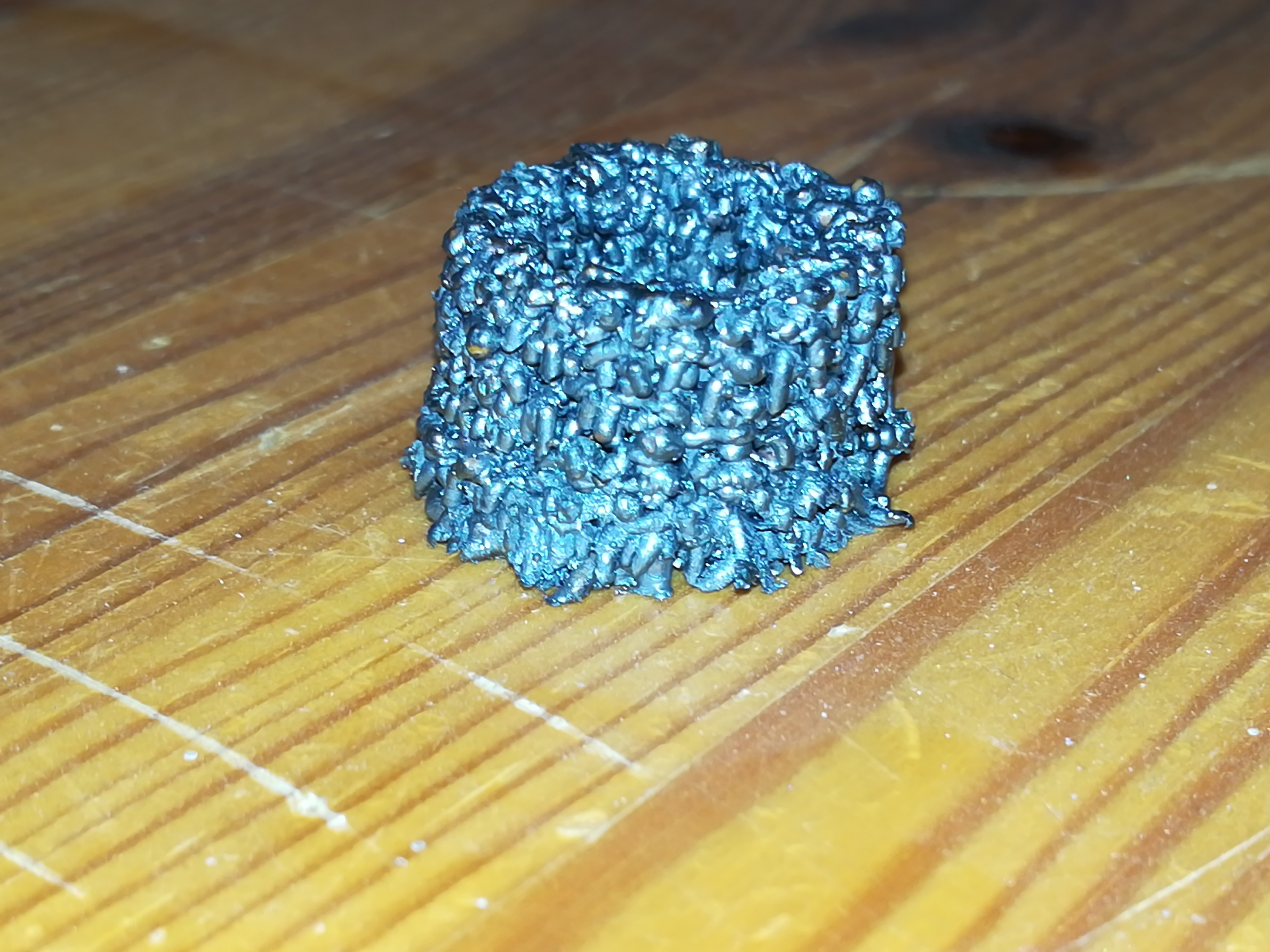
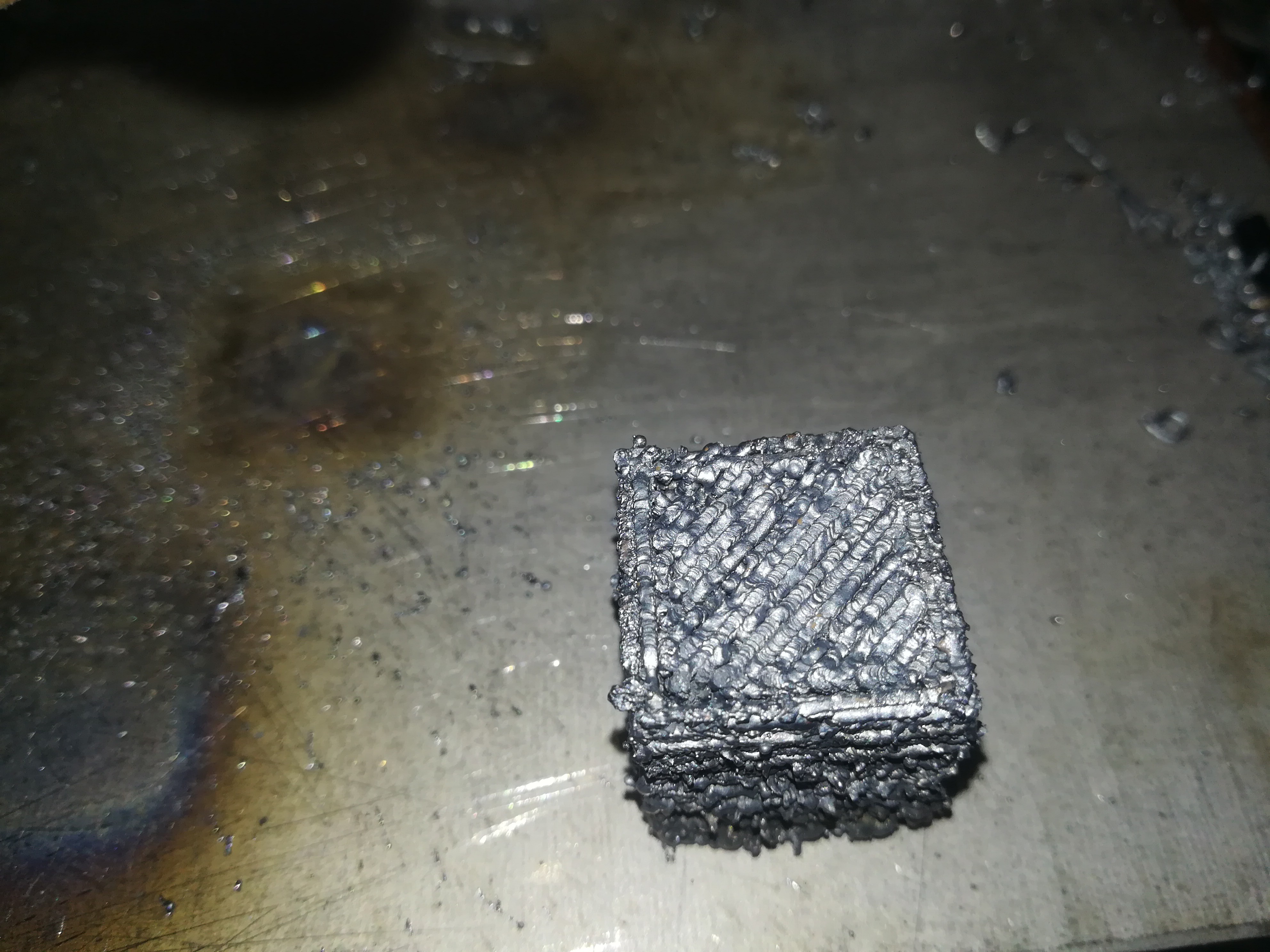
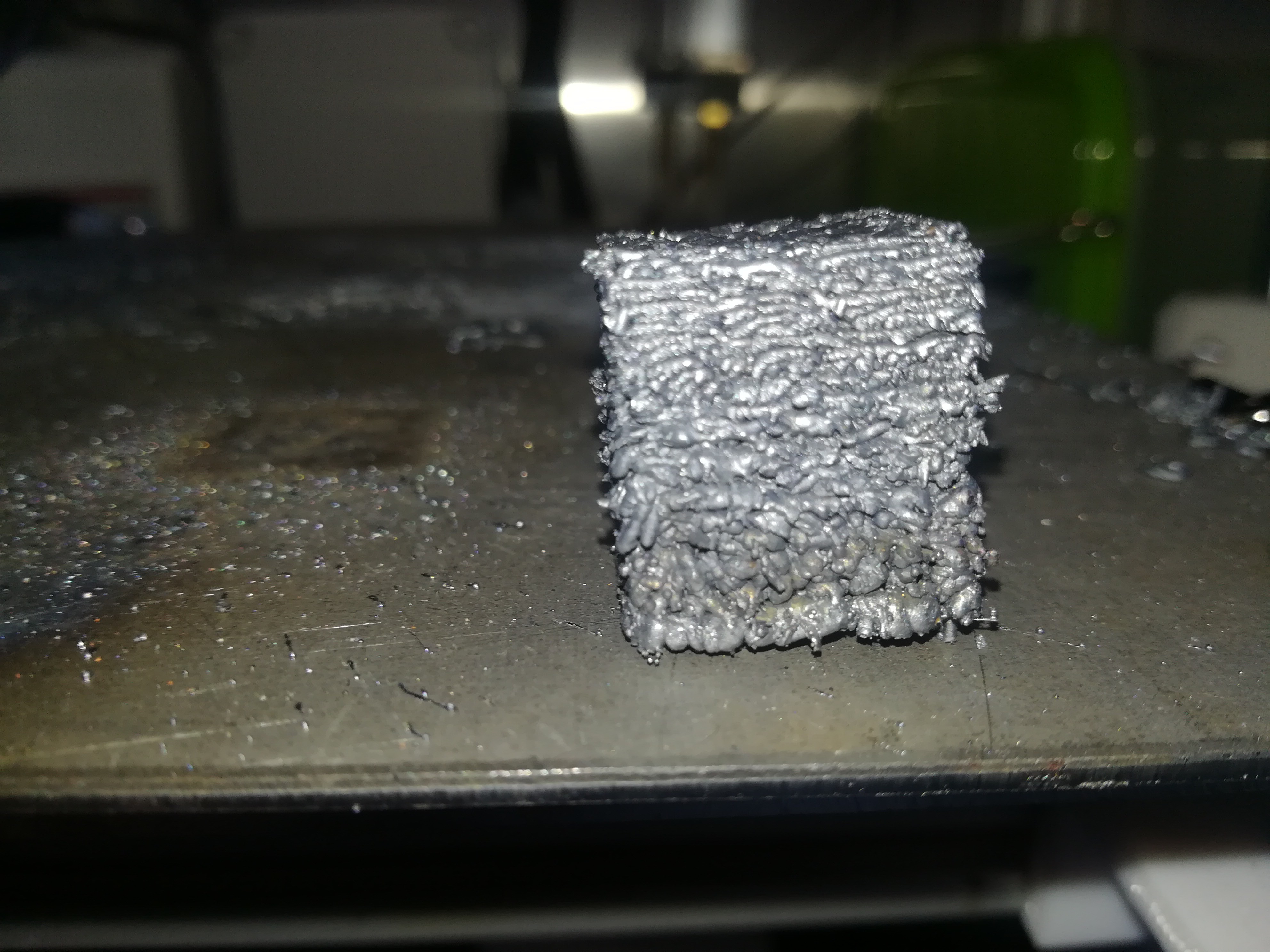
- Partially successful printing with welding wire.
Problems:
- I could not get it to work reliable, yet.
- Wire got stuck in the nozzle.
- Printed part got loose from the buildplate.
- Printed lines did not fuse together.
Maybe this project can help someone with getting started with his own metal printing project :)
The printer is also suitable for welding/heating small metal parts.



























 Michael Perrone
Michael Perrone

 megahercas6
megahercas6
Big wire printer - in case you haven't seen already:
https://www.youtube.com/watch?v=kz165f1g8-E#t=137s