0%
0%
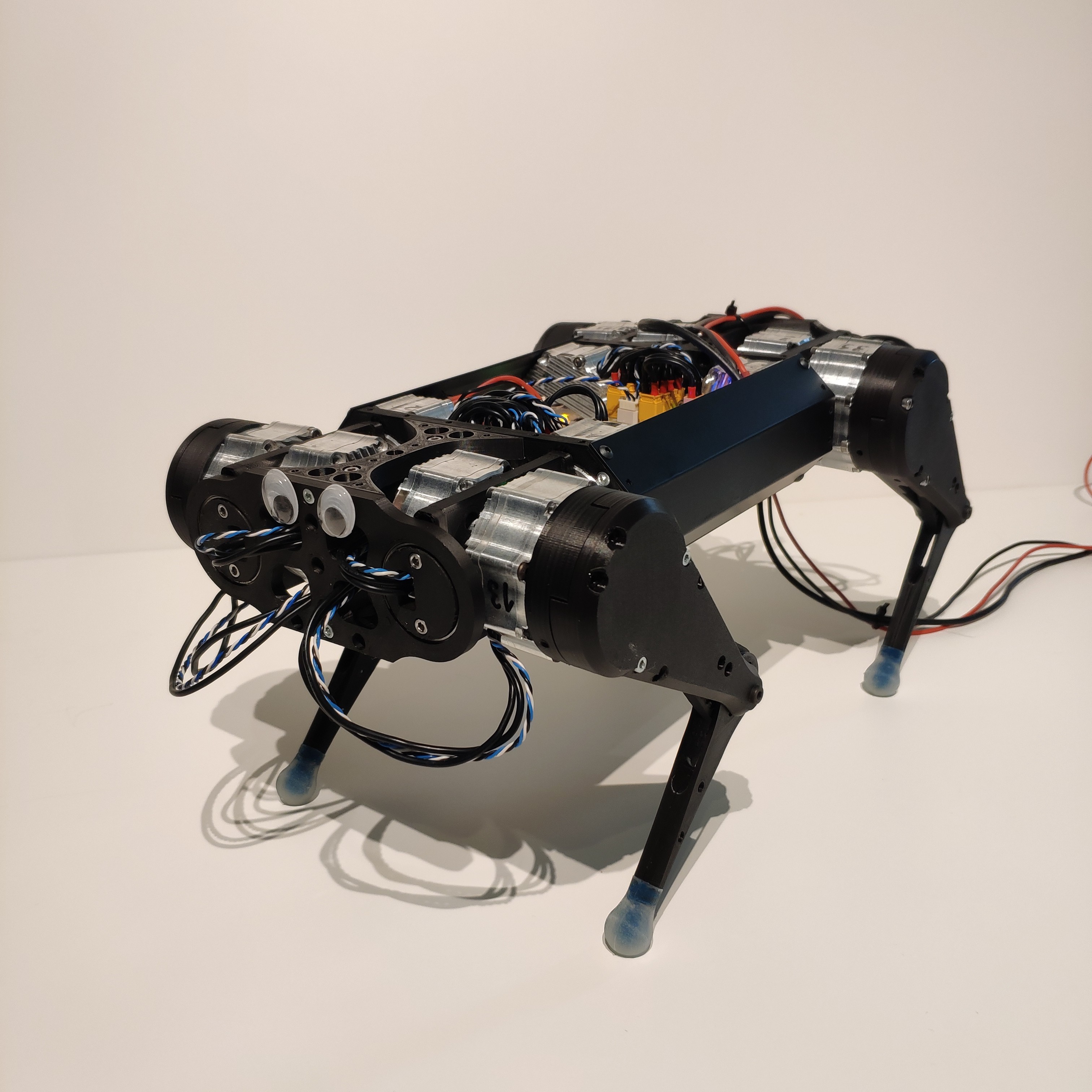
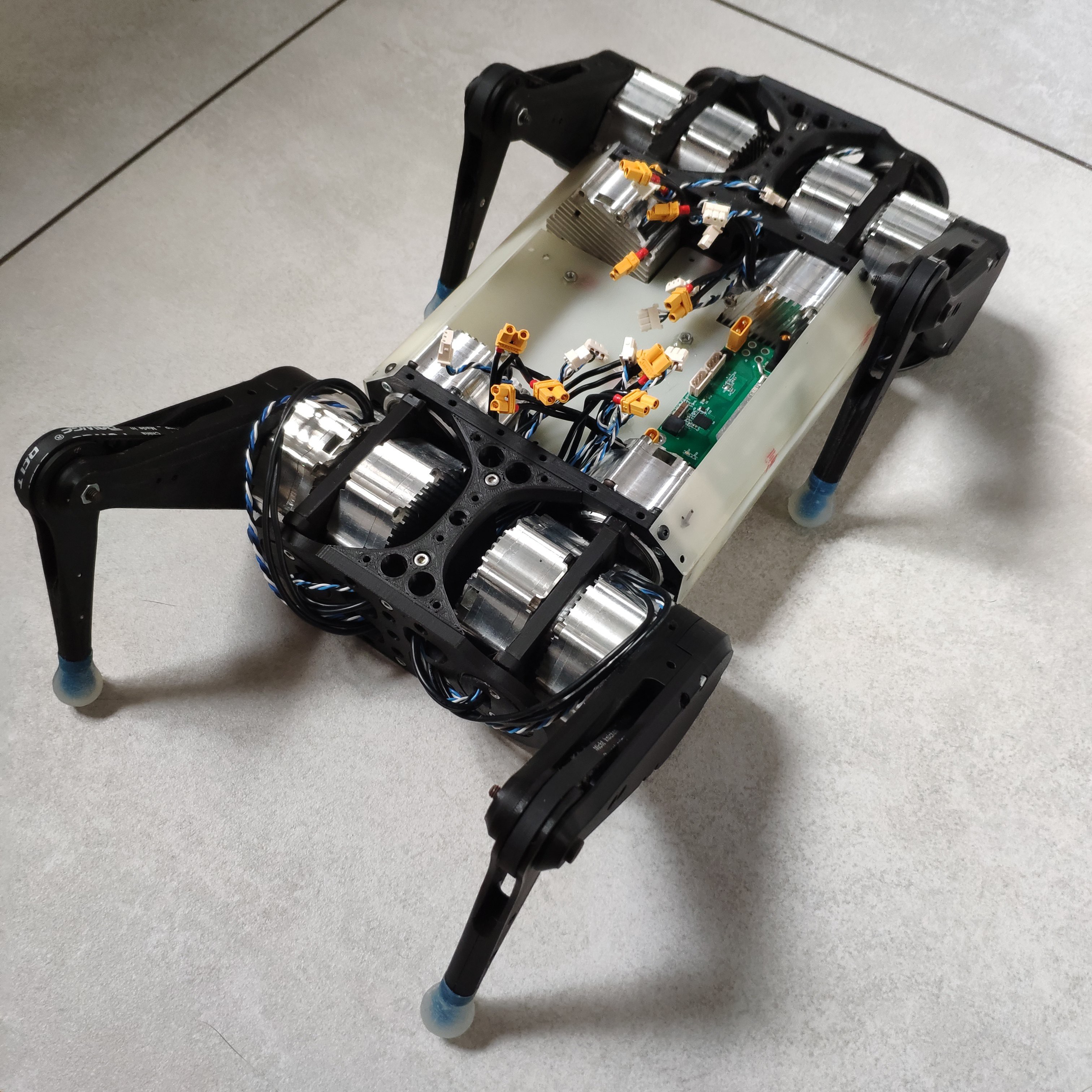
Wolfie
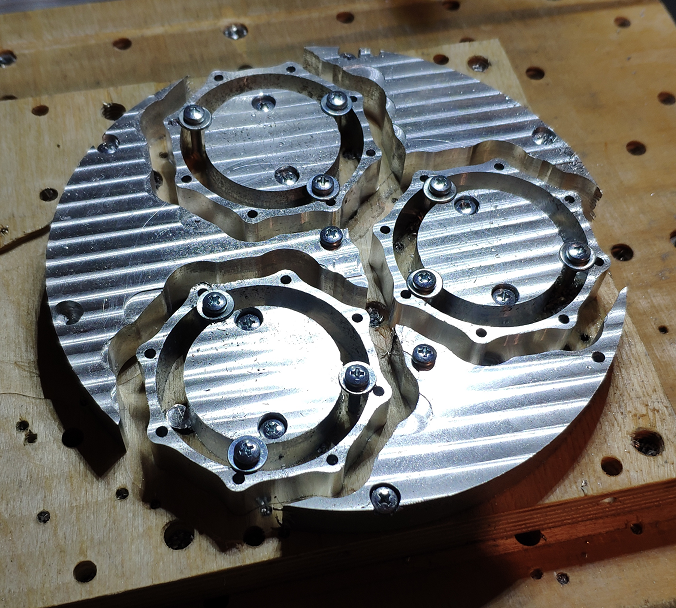
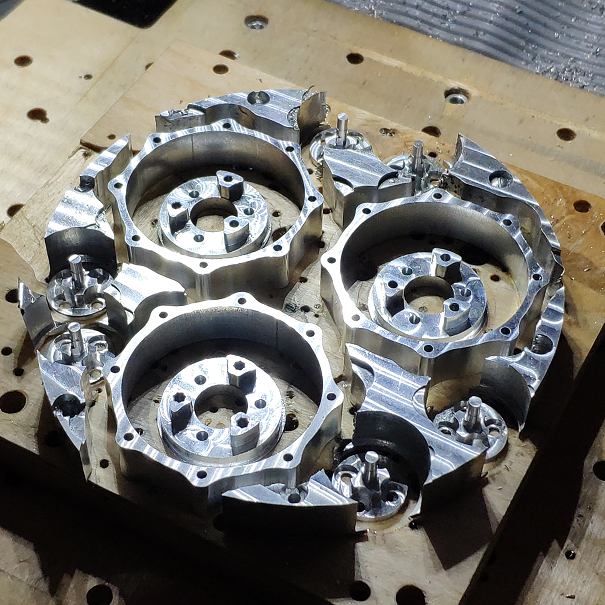
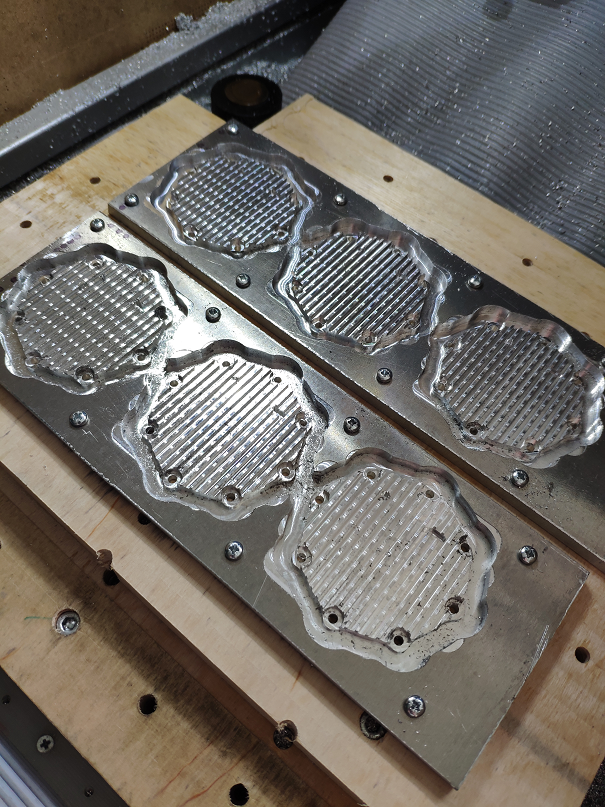
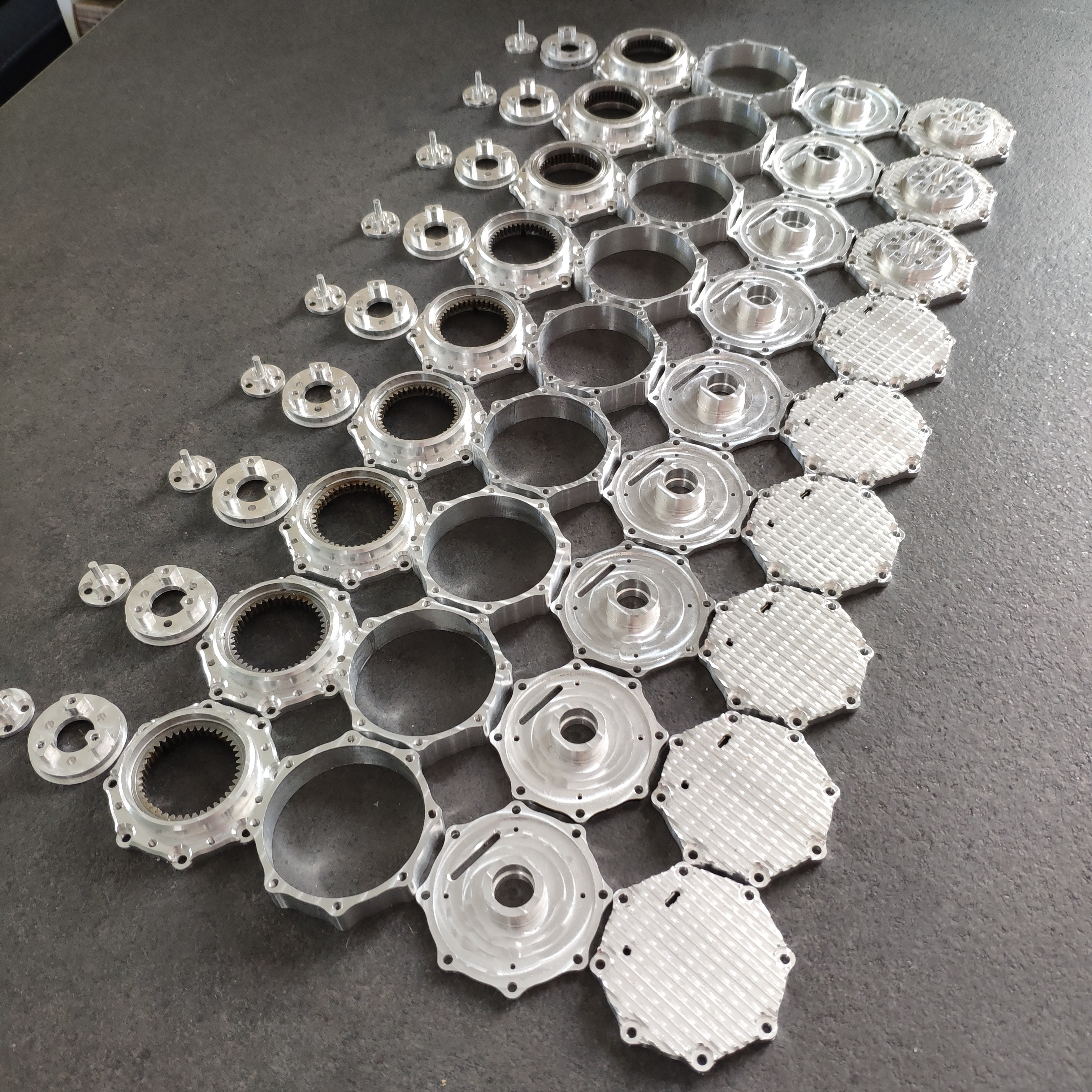
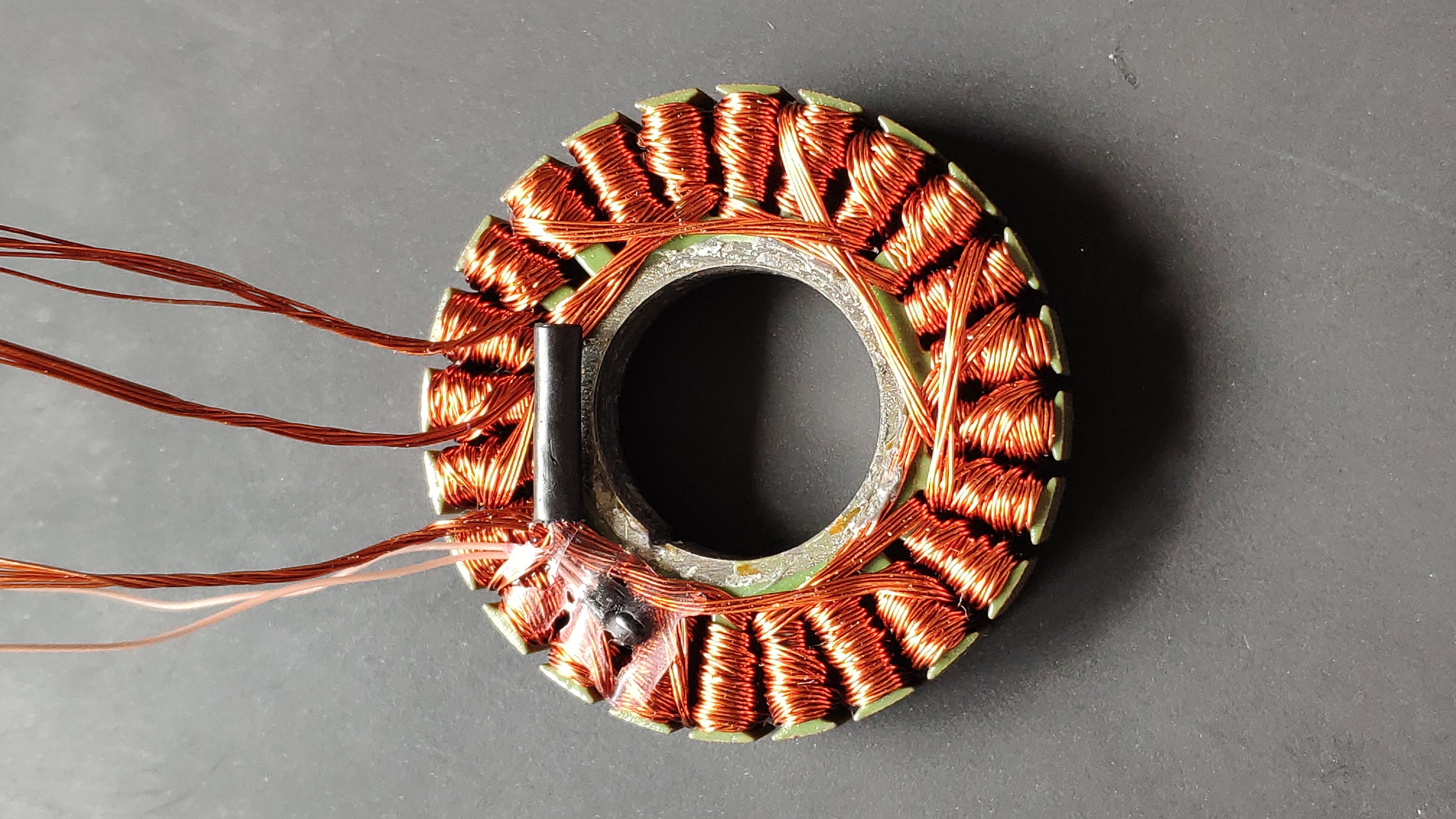
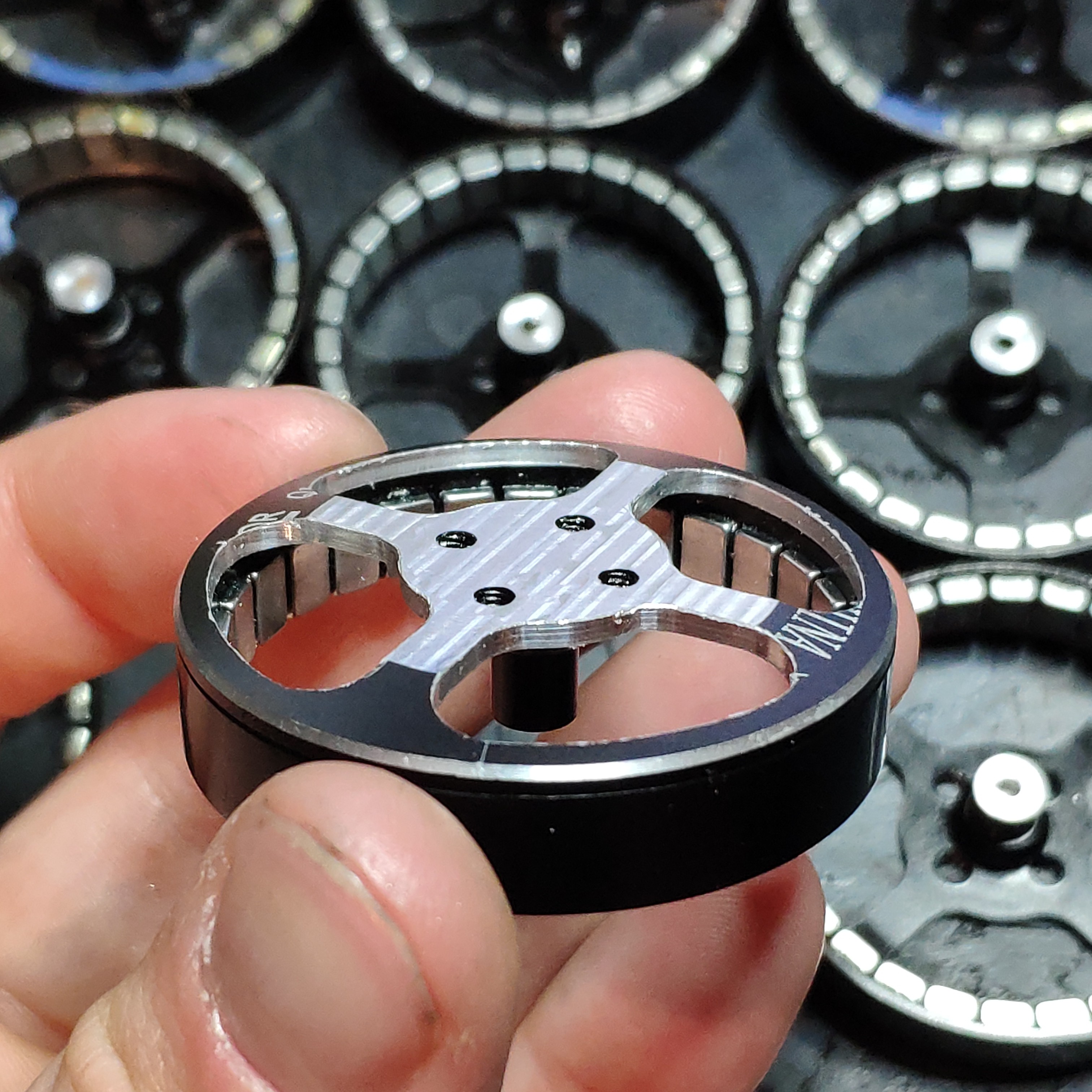
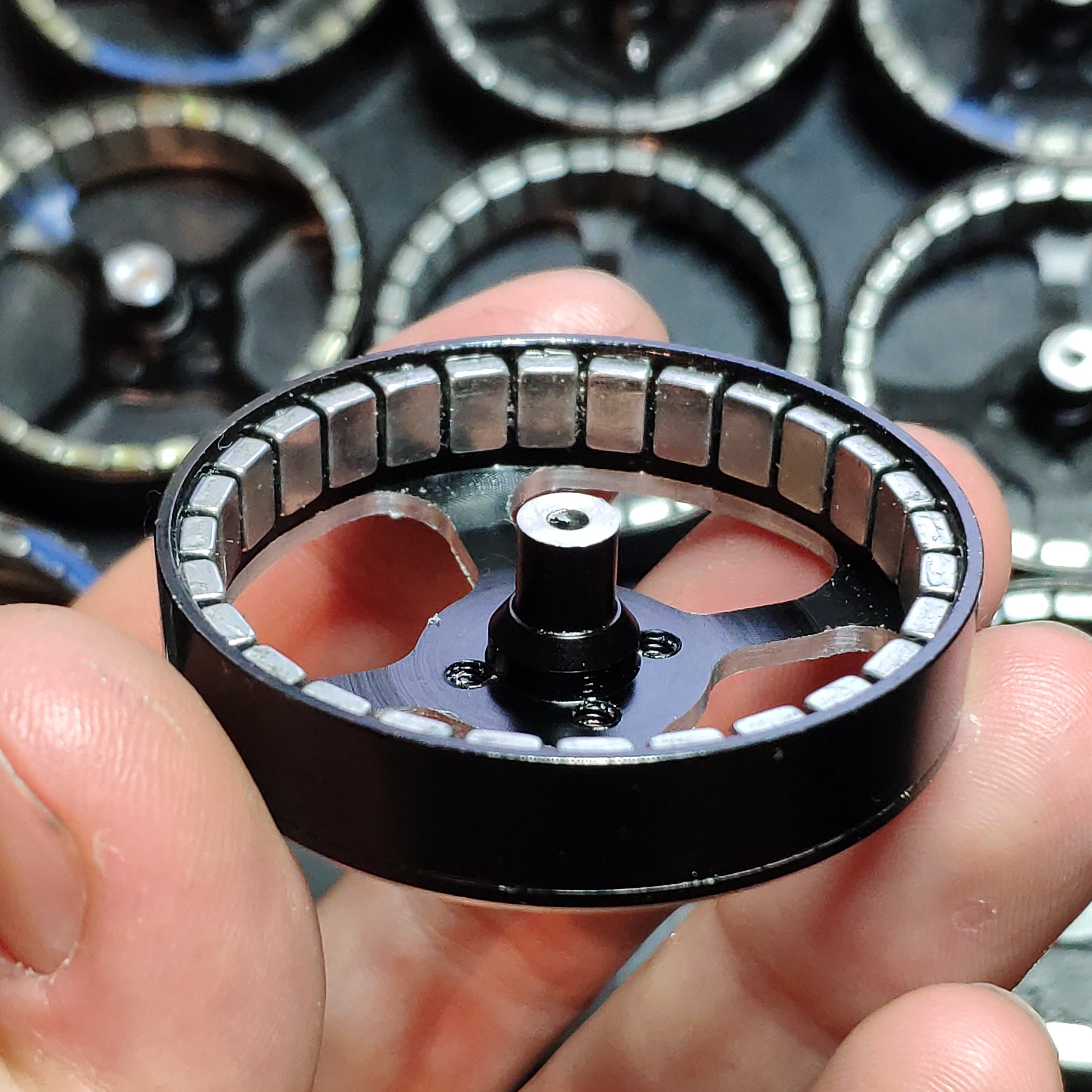
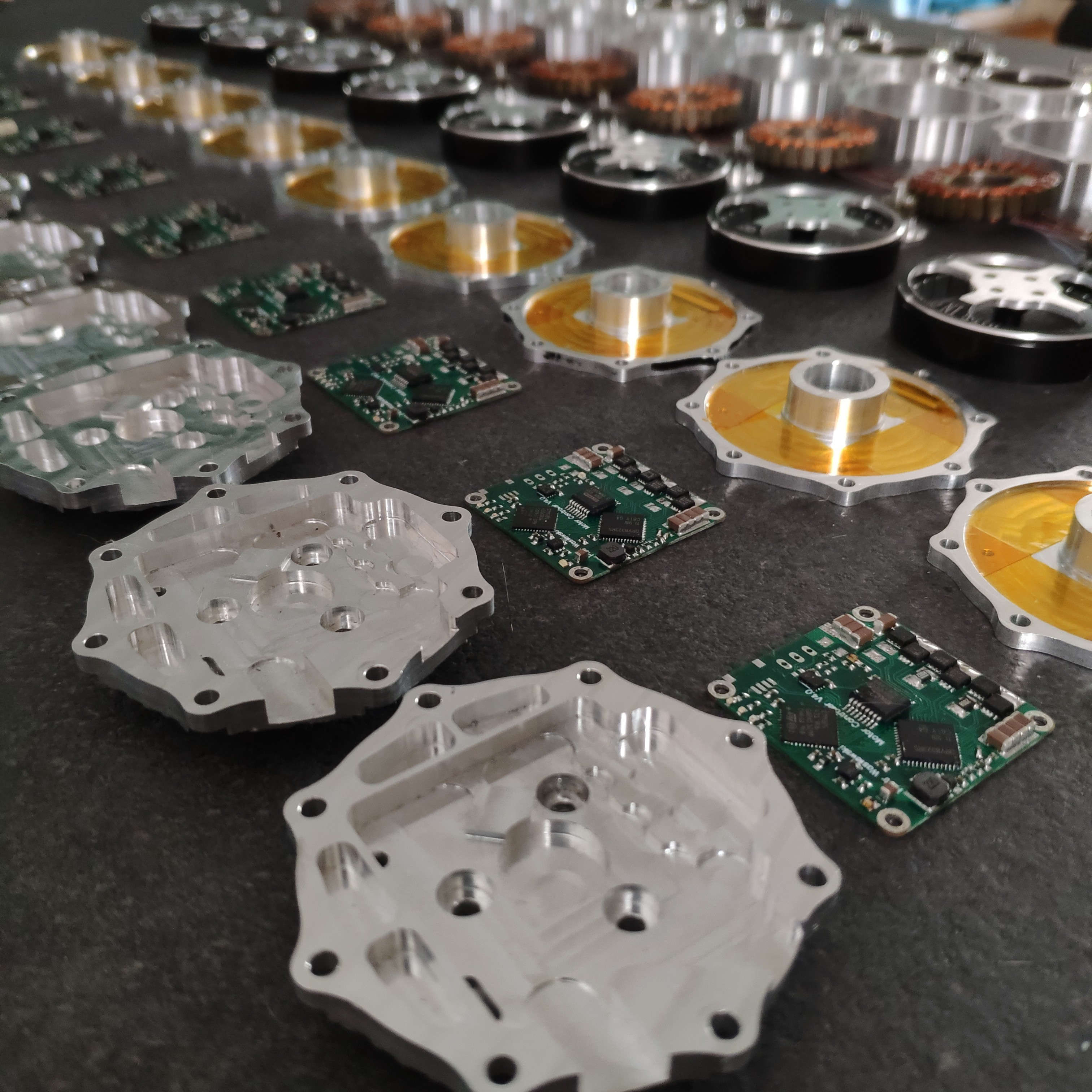
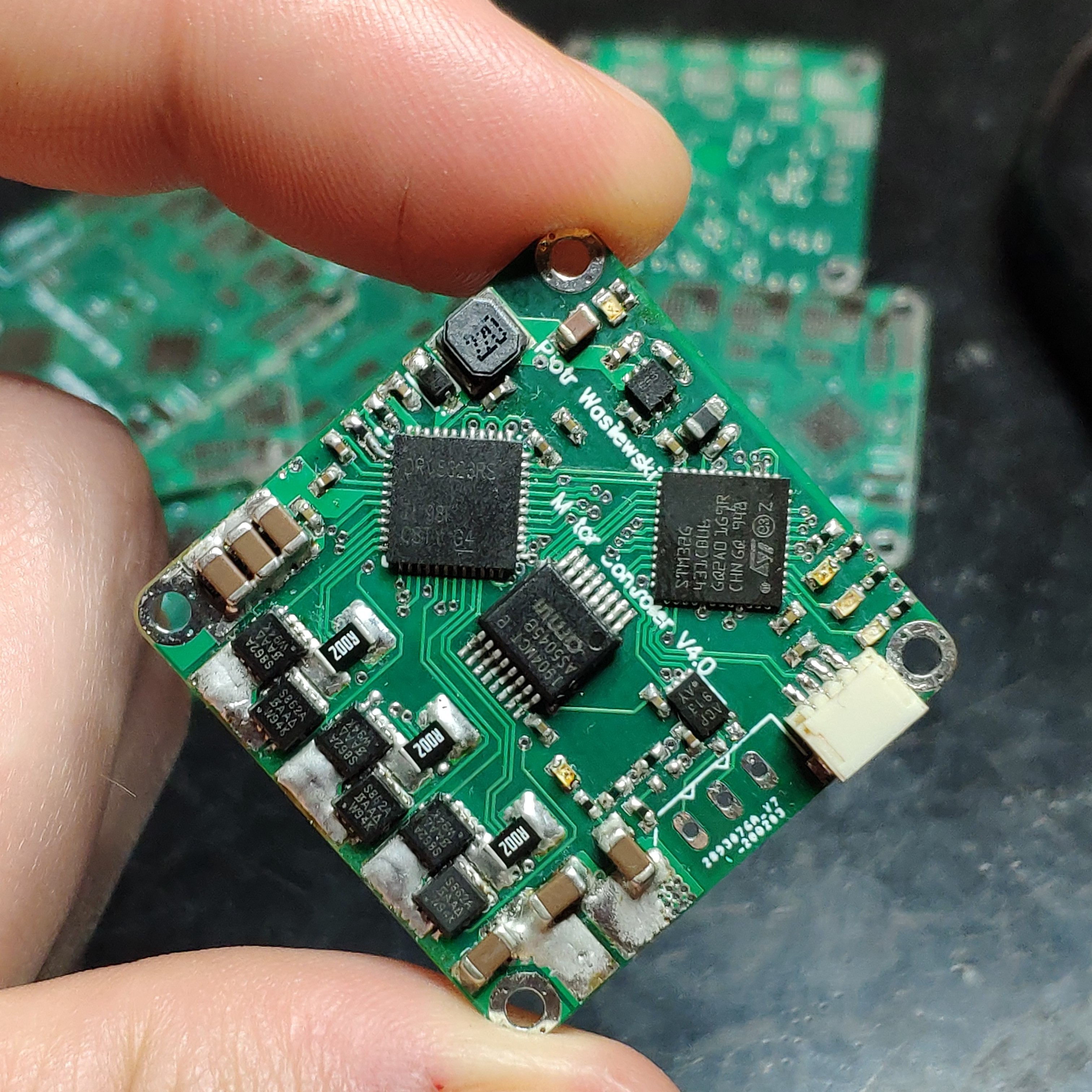
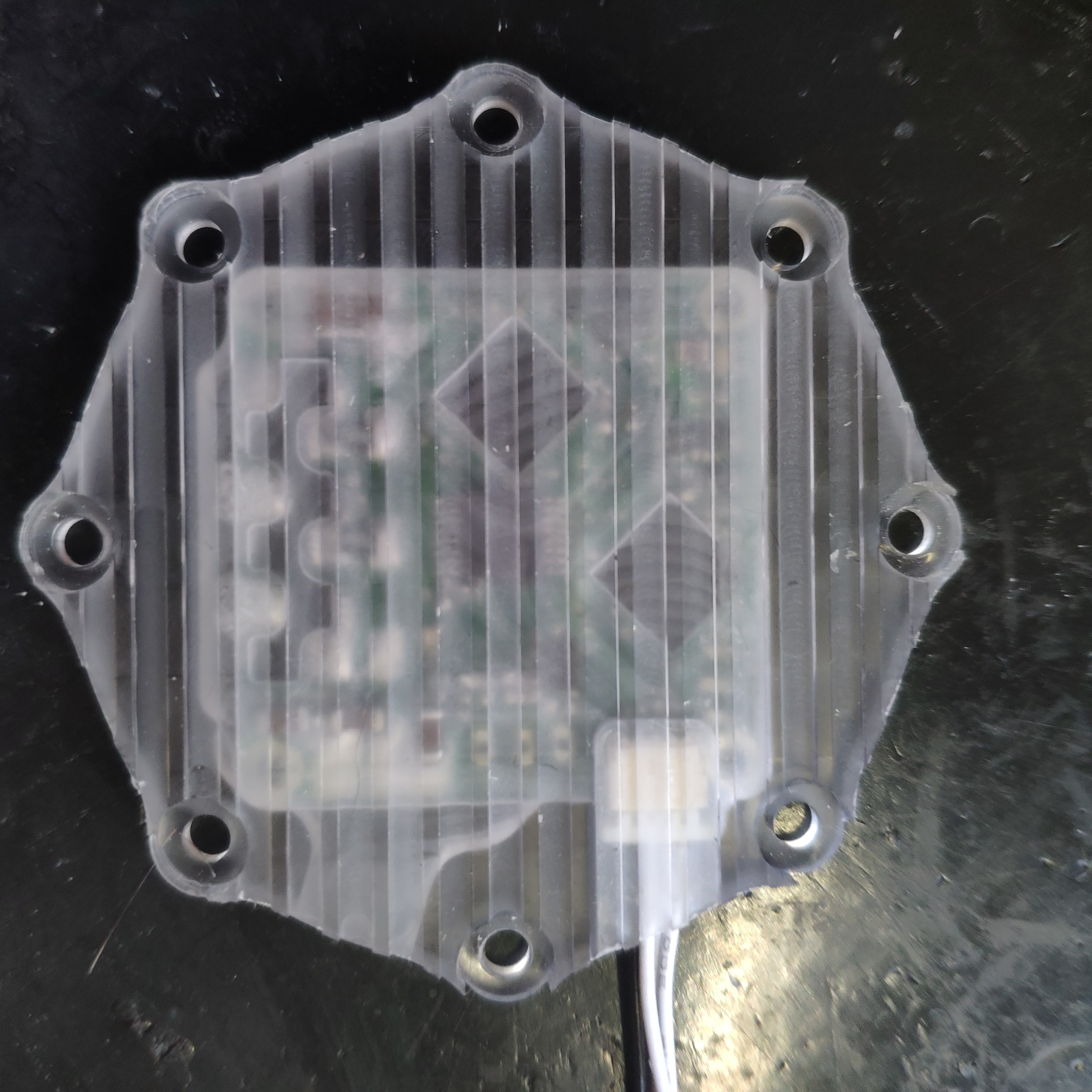
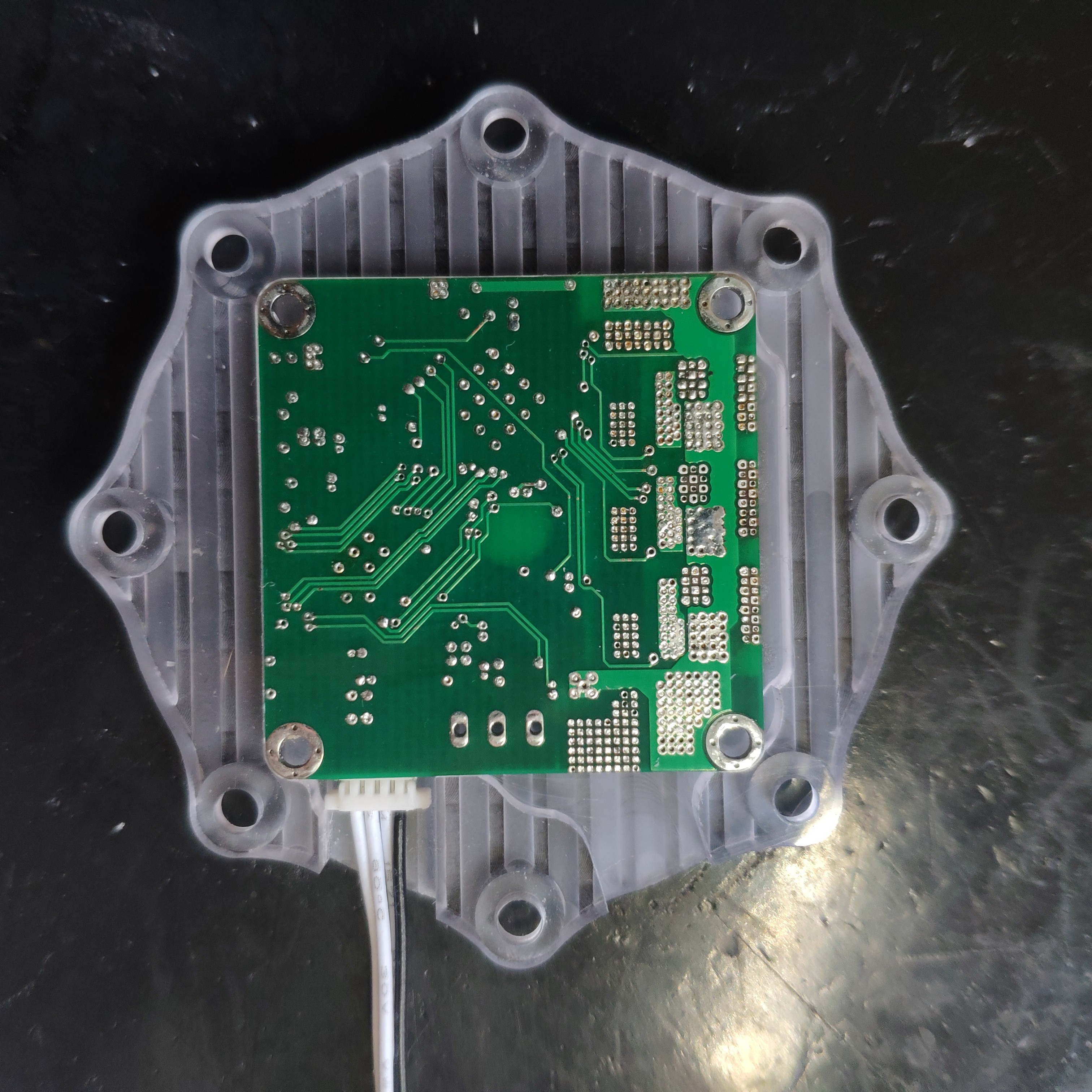
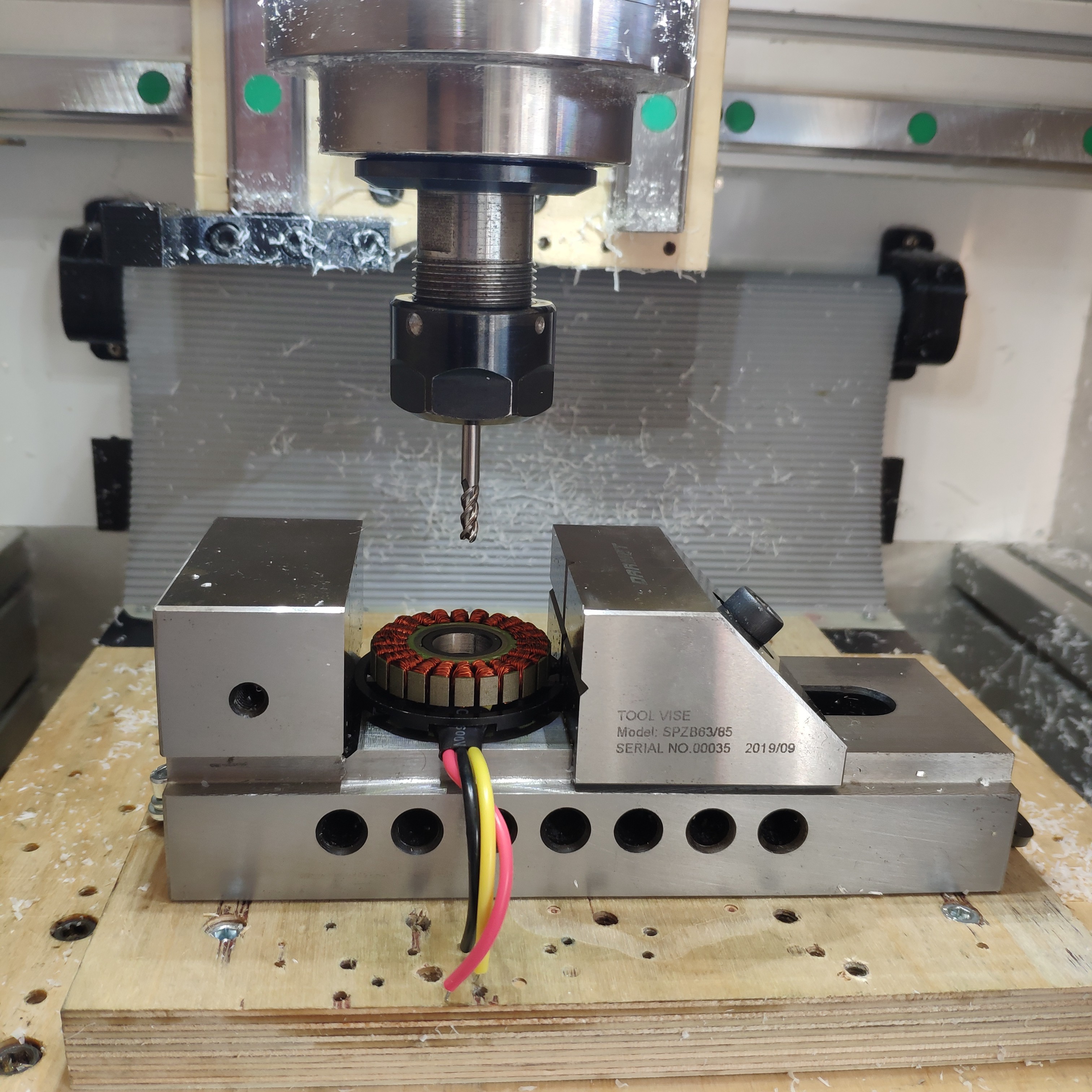
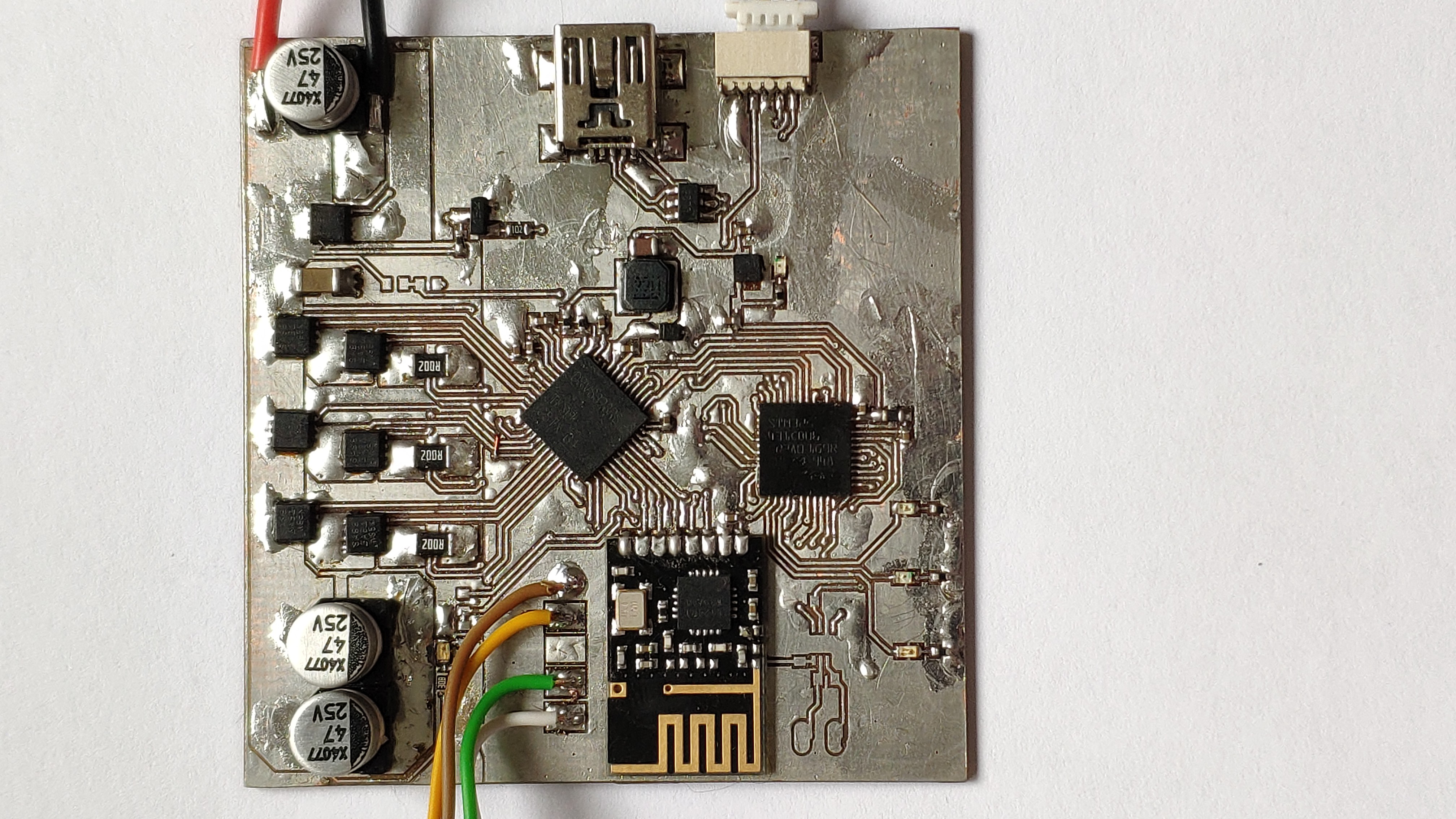
The second version of quadrupedal robot based on custom brushless actuators
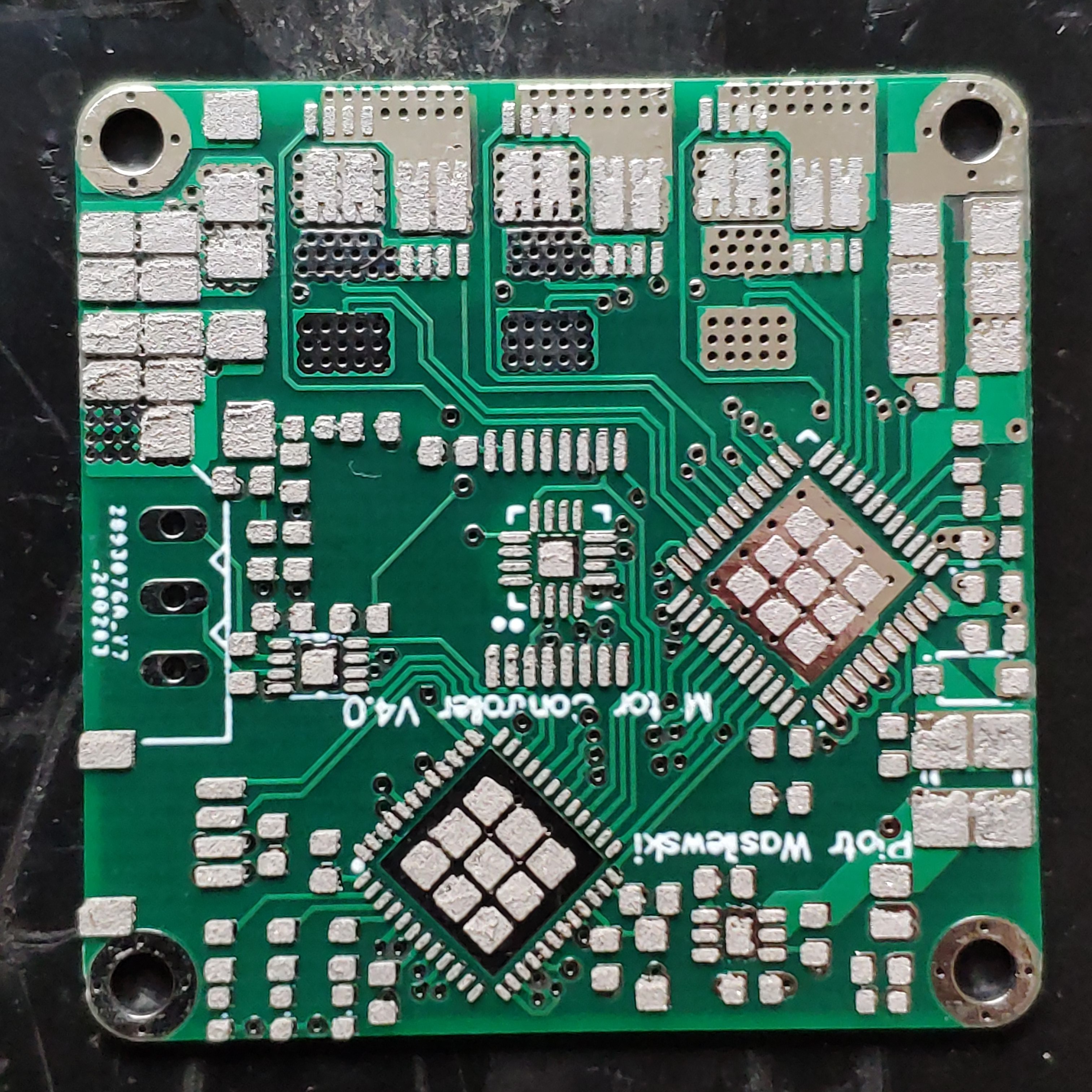
 Peter Wasilewski
Peter WasilewskiBecome a Hackaday.io member
Already have an account? Log in.
Just one more thing
To make the experience fit your profile, pick a username and tell us what interests you.
Pick an awesome username
hackaday.io/
Your profile's URL: hackaday.io/username. Max 25 alphanumeric characters.
Pick a few interests
Projects that share your interests
People that share your interests




















 EK
EK
 Yannick (Gigawipf)
Yannick (Gigawipf)
Hey awesome project! I am currently working on a few actuators for robotic arms and robotic dogs and i need a torque sensor. Can you share where you got yours and a part number?