 Norbert Heinz
Norbert HeinzMy lazy Sunday afternoon project of 3D printing sugar is followed by a more in depth view on what can be done with that exotic material and what can't be done:
Sugar isn't plastics
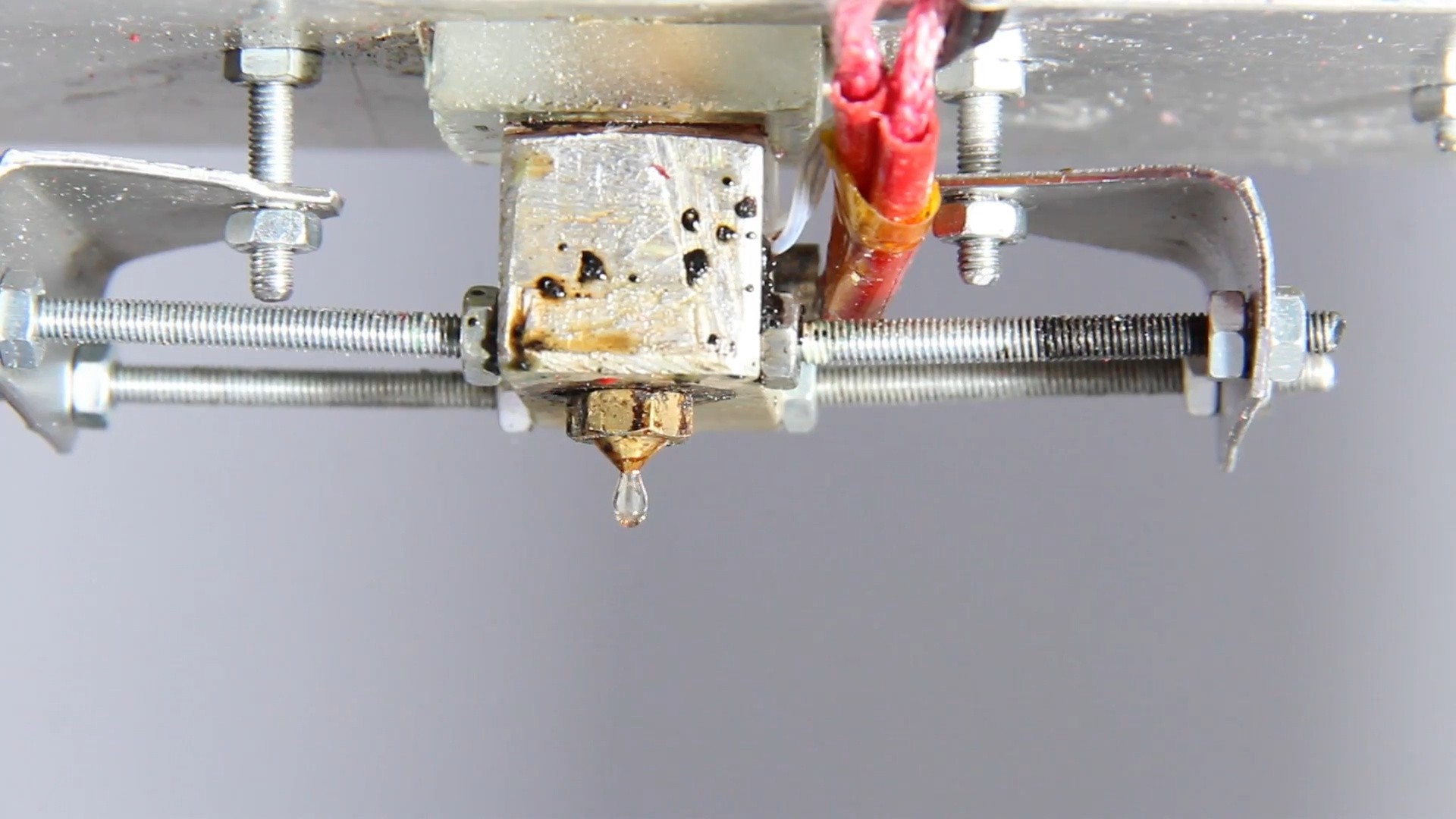
Due to a different chemical composition, the physical properties of sugar are totally different from that of common plastics used in FDM printing. A glass temperature exists, but only academically speaking. The transition from solid to liquid appears almost instantly. The viscosity is clearly lower than that of common plastics and the surface tension is higher. With that, sucrose, as used in my experiments, drips out of the extruder without forming strings.
It works in general
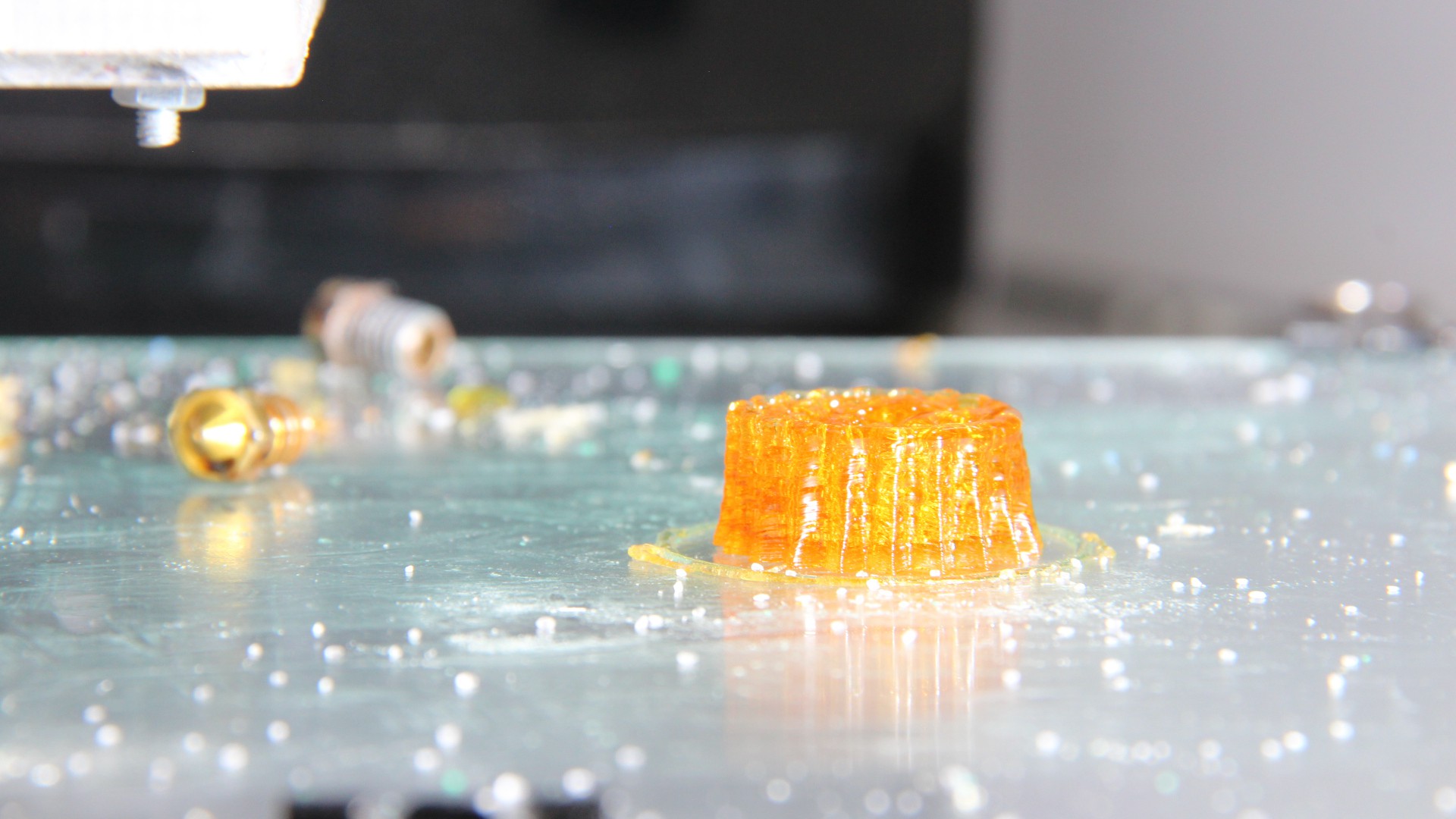
The very first try was a copy of the pinion on the stepper motor of my extruder. You can recognize it as being a gear, even the 3mm teeth can be seen, also the layering. The top surface is very rough. That's due to the low viscosity and the surface tension of molten sugar. At low print speeds, there is always a drop of sugar sticking to the tip of the nozzle and droplets form on the top layer.
Print it fast to get rid of droplets on the surface:
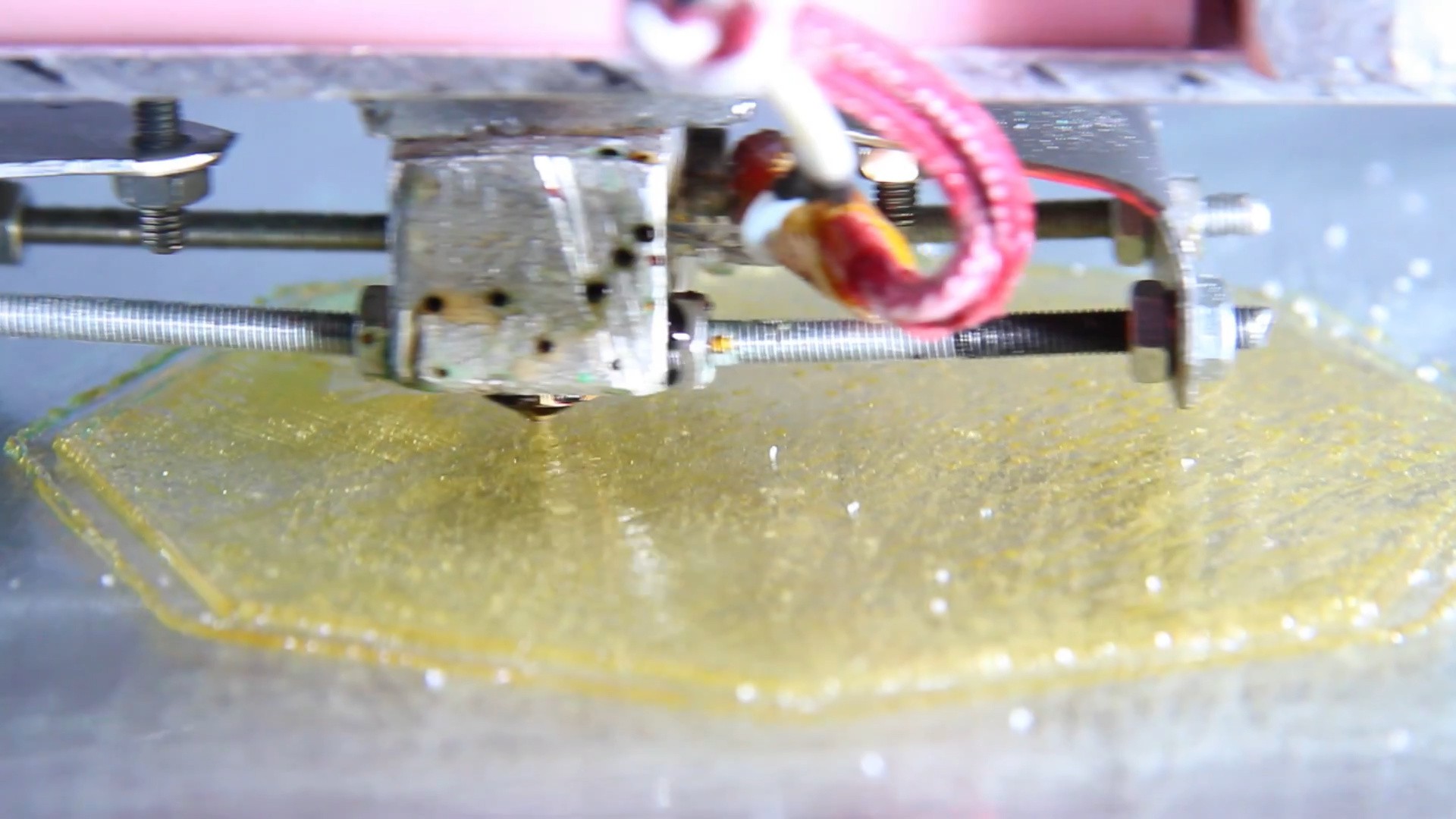
You need to print sugar with a higher print speed (30mm/s) to give the molten sugar not enough time to form droplets while cooling down.
Print it slow to avoid cracking
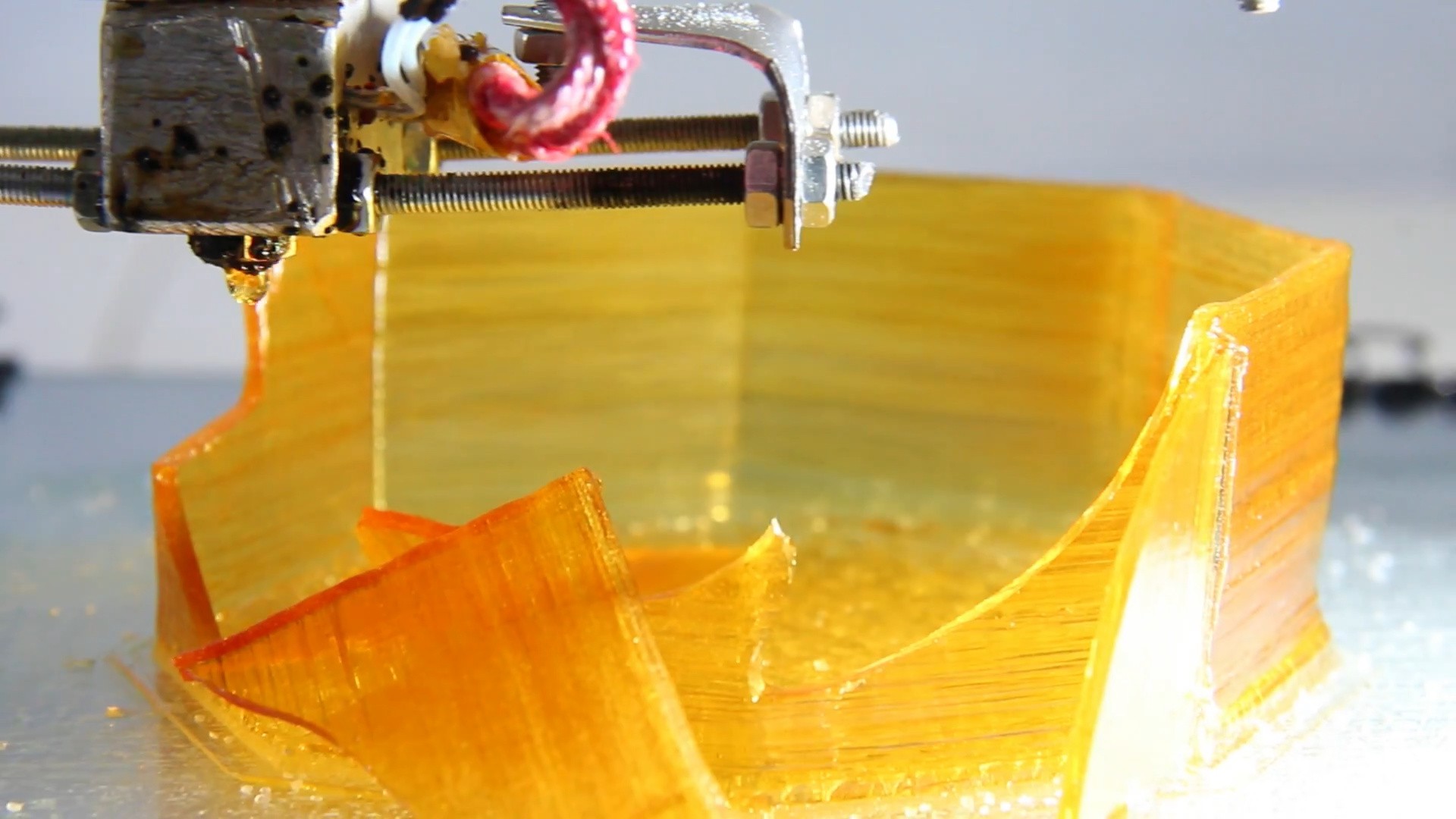
even when printed, sugar is still a very brittle material. With high print speeds, tensions build up in the material which can lead to cracks in thin walls. With a low print speed of just 10mm/s I could print 1.8mm walls without any problems.
The more you know about a material, the better the results

Part cooling and heated build chamber will make things better

The diameter of the cone at the base is 100mm., the angle is 45degrees. The closer the print came to the tip, the less time there was for the sugar to solidify. That caused the forming of droplets and finally to an aborted print. Part cooling for small structures could be an improvement. Also a heated build chamber can help to avoid tensions in the material. There is more experimentation to be carried out, but not yet...
Discussions
Become a Hackaday.io Member
Create an account to leave a comment. Already have an account? Log In.