0%
0%
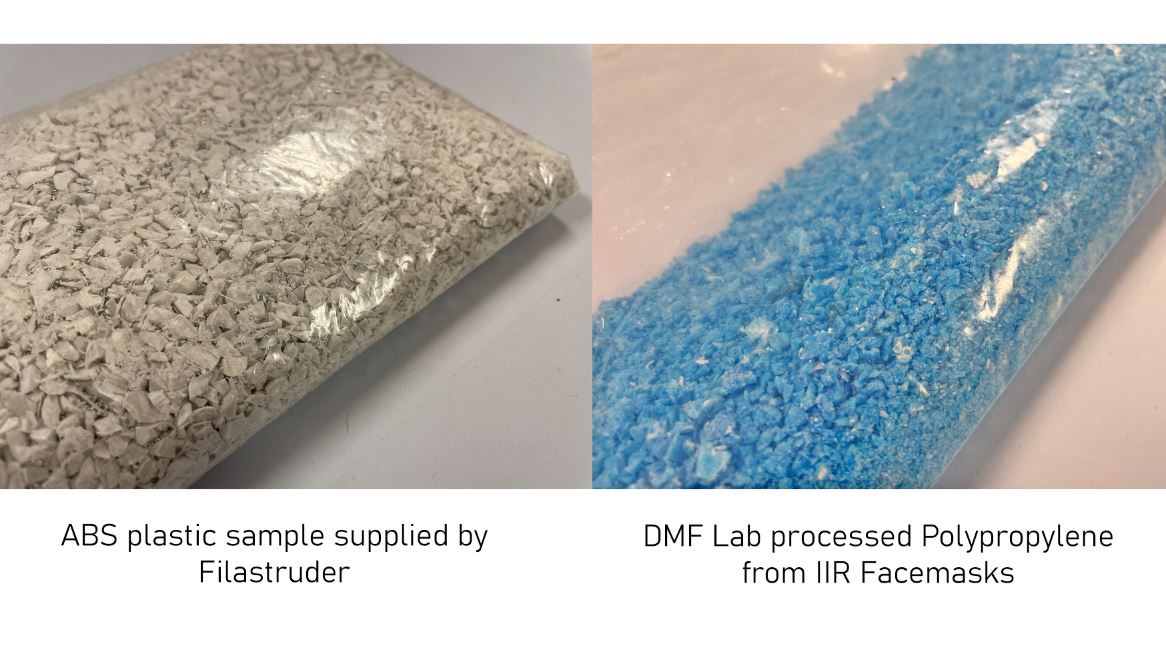
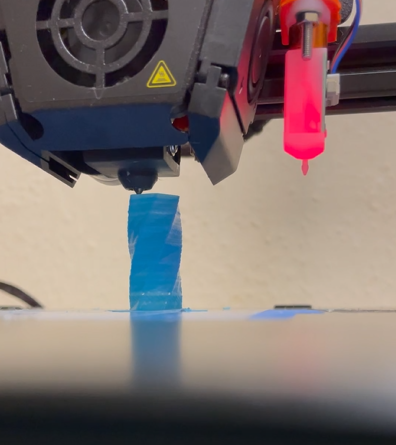
3D Printing and Moulding with Recycled Facemasks
Can we turn waste PPE into something useful for society? This work explores methods to recycle disused type IIR Facemasks into new products.
 Ric Real
Ric RealBecome a Hackaday.io member
Already have an account? Log in.
Just one more thing
To make the experience fit your profile, pick a username and tell us what interests you.
Pick an awesome username
hackaday.io/
Your profile's URL: hackaday.io/username. Max 25 alphanumeric characters.
Pick a few interests
Projects that share your interests
People that share your interests



 Alexander Berglund
Alexander Berglund

 Romain LAPIERRE
Romain LAPIERRE