 roboteurs
roboteursThe 3D printer is made using the following components
- An frame using aluminum extrusion, timing belts and stepper motors. Loosely based on http://openbuilds.org/
- A SlushEngine controller (no plug intended, its just the most convenient controller)
- Linclon MIG welder (140c)
- Some metal plates to weld on to





 TTN
TTN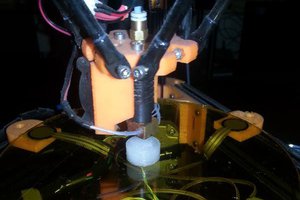
 Alpha Charlie
Alpha Charlie
 Charlie Godfrey
Charlie Godfrey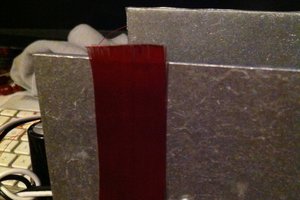
 0n37w0
0n37w0
A good way to increase efficiency of the welder used for printing would be to contain the machine in a housing that keeps it pressurized with Nitrogen to help strengthen the parts that are printed while increasing consistency in the arch. Also you could do a 1 stage CNC cut to build the base of the part that could be cleaned up after printing. I managed to grab a transformer out of an old flux welder. I think I'll start experimenting with it.