kelvinA
kelvinA-
[A] No pellets, no service.
07/18/2022 at 03:21 • 1 commentThere's no tangible benefit to making a filament extruder if there's no (exotic) pellets or masterbatches to use with it.
-
[R] Attempts with PET Pellets
07/10/2022 at 23:44 • 0 commentsI probably should've dried it but I didn't so that could be a reason to retry the experiment. Long story short, it ended in failure.
These are the pellets I have: https://poliplasticpellets.com/shop/heavy-plastic-pellets/
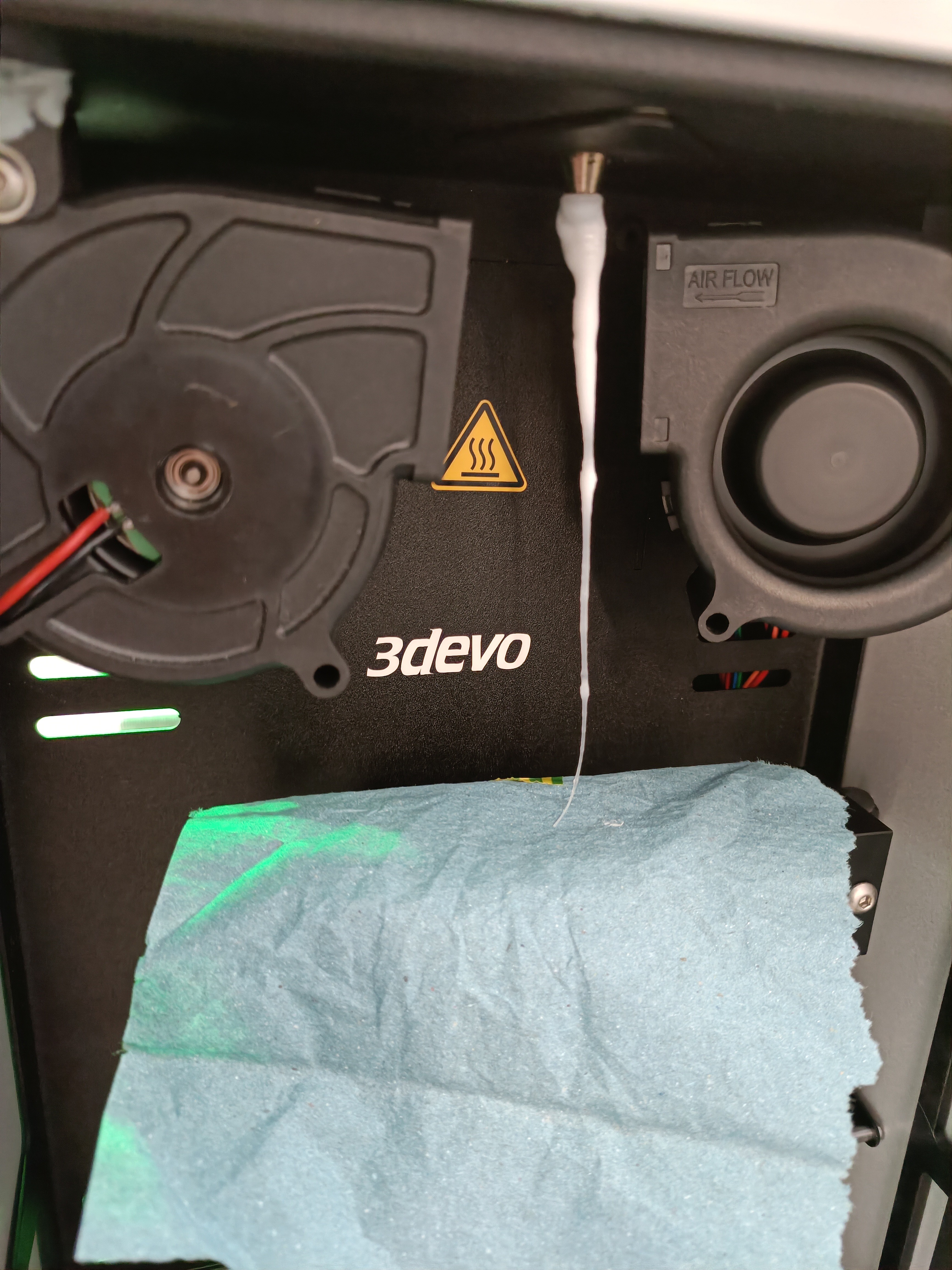
These are medical grade apparently, but I can only imagine that this specific formulation is for something that needs low viscosity because that's exactly what this PET is when heated. There's no middle ground either. After a few hours, I was able to hone it down to probably 248C, with 245/6C at the nozzle eventually leading to it coming out "frozen fresh out of the nozzle" (I assume it crystalized) and 249C being a hot liquidy goop of uncoolable plastic. When molten, the PET doesn't have enough strength to hold up more than about 20cm of it's own weight.
I started at 269C as recommended by 3Devo but that was wayyy too hot so I went down to 239C and nothing extruded. The pellets I have don't have a datasheet, so I looked around the internet and most that did melted in the 245-250C range with only 2 being higher. 259/259/259/249 was near liquid so I tried 245 at the nozzle and eventually nothing would come out; the crystalized PET would slowly close the nozzle. My last test was at 252/252/252/249 and I feel like I'm right on the threshold between crystalisation before or after the nozzle, with the extrusion being closer to the latter.
![]()
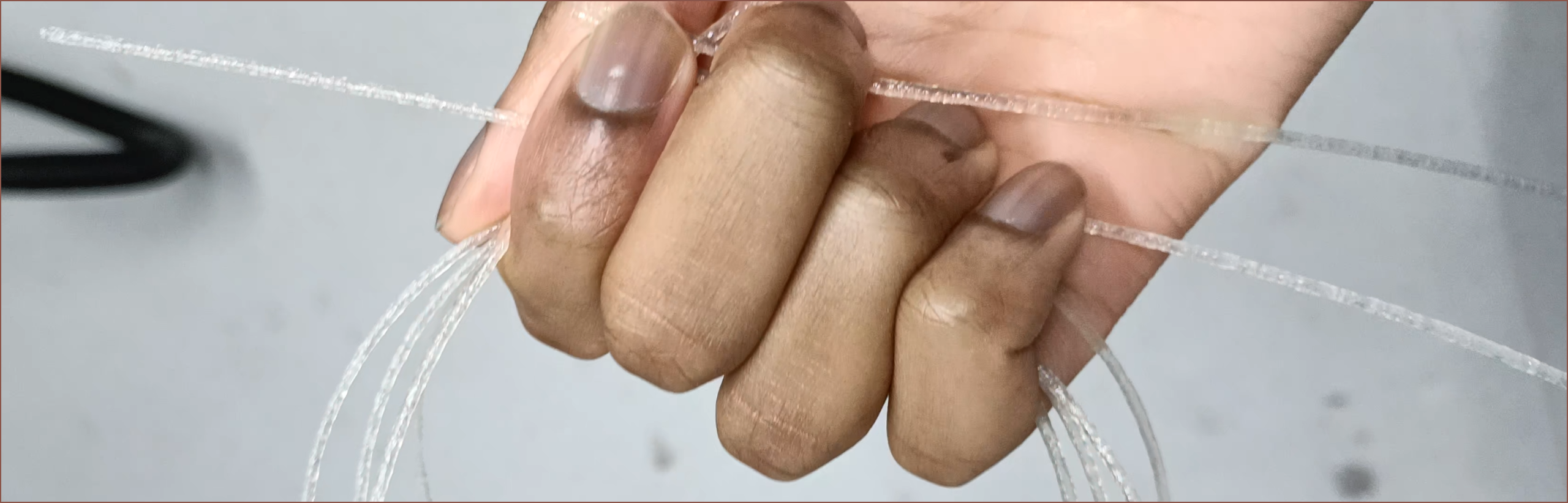
The PET is pretty flexible when amorphous while being transparent, and a nice white when semicrystaline. I want the latter due to the higher melt temperature and other bonuses, as I found out in this paper: http://fbe.balikesir.edu.tr/dergi/20111/BAUFBE2011-1-3.pdf
![]() I can't exactly read the graph, but it looks like I was right on with my experimentation that PET melts at 248 degrees C.
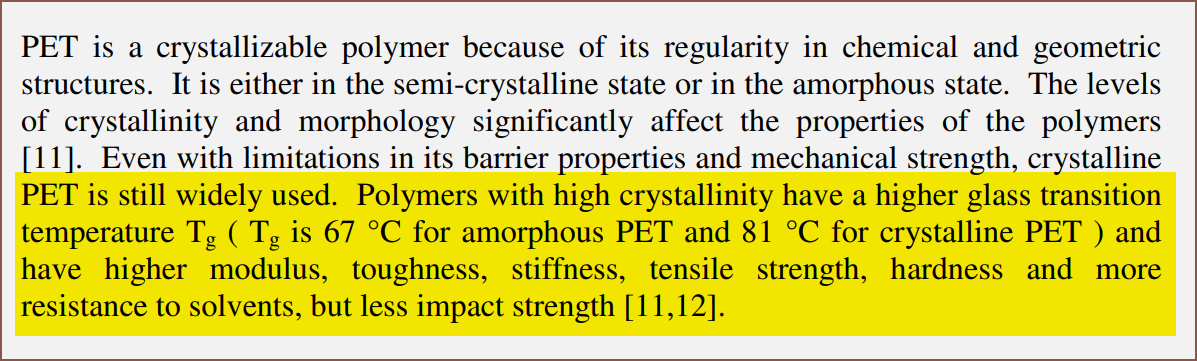
I can't exactly read the graph, but it looks like I was right on with my experimentation that PET melts at 248 degrees C.![]() When I was extruding, I didn't think water had much effect, but the paper claims otherwise:
When I was extruding, I didn't think water had much effect, but the paper claims otherwise:![]()
-
PBT seller found
03/19/2022 at 18:51 • 1 commentWow I was not expecting to find anything but I've found the seller again here. No idea why Google gave me no results for things like "injection pellets" but the specific name got results. Looks like I actually got the G4 and not the 30% G6 version of Ultradur I thought. Price is up from £60 in 2020 to £105 today.
-
Trying GF ABS
03/19/2022 at 16:37 • 0 comments![]()
All my testing In the previous log, I mentioned that I found some 16% glass fibre ABS pellets. They came on Thurs and I tried them on Friday with the 3Devo my university just happened to have, wearing a gas mask. I couldn't smell the odour unless a quick slip of air got past the face seal.
![]()
I do wish I hadn't thrown the other container I had into the recycling a week ago. It nicely fits 1kg of these pellets. It has a very similar extrusion issue to the GF PBT. It seems that if the extrusion is left to its own devices, it looks kind of nice, wheras if I attempt to pull it so that it approaches 1.75mm, it all thins out. It's like the extrusion is "dry" and not fluid.
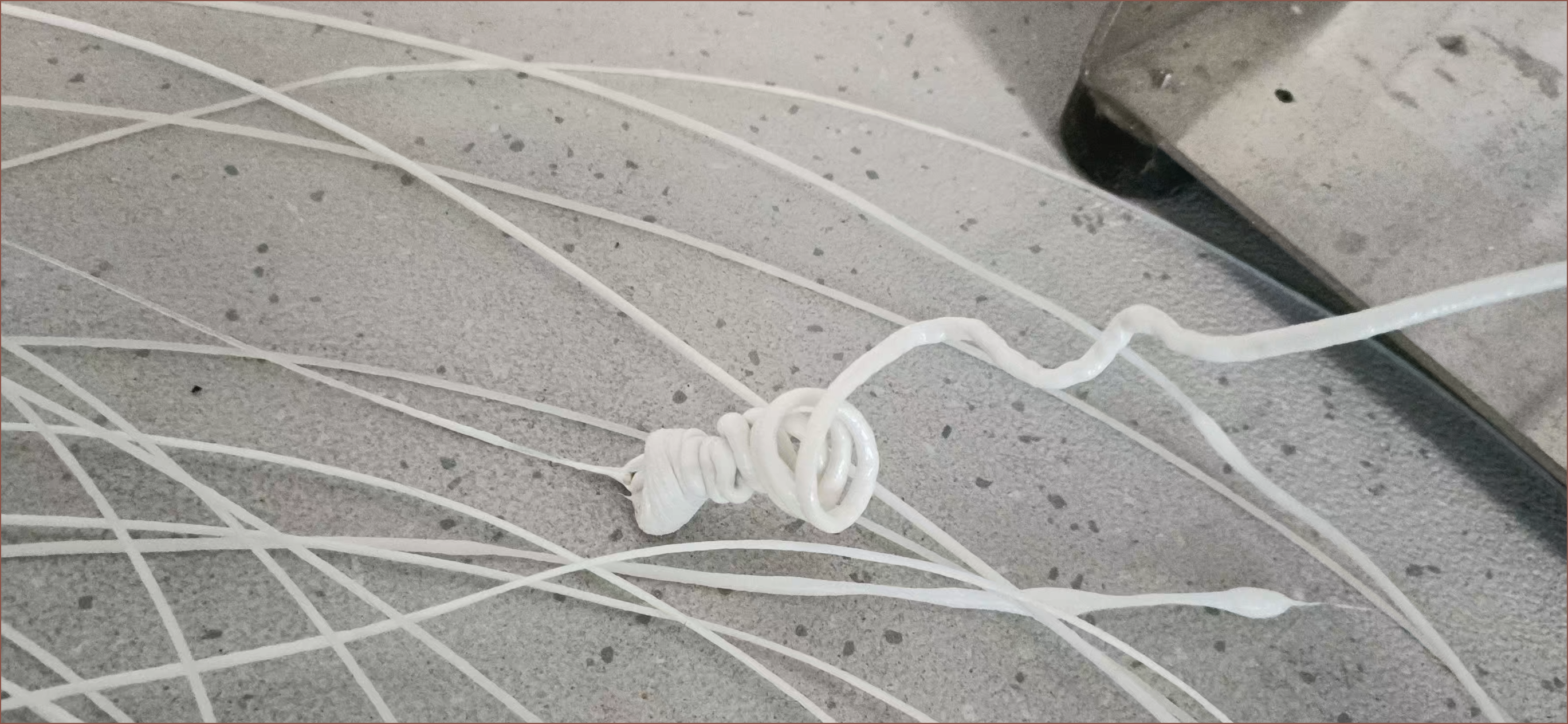
![]() A slow RPM like 2 seemed to be more susceptible to the line breaking than high RPMs like 10. 5RPM was the one I did the most testing at. My temps were 230 - 240 - 240 - 240 =>, and bumping the last to to 250 didn't seem to have any improvement. I also tried between 34 and 85% fan speeds.
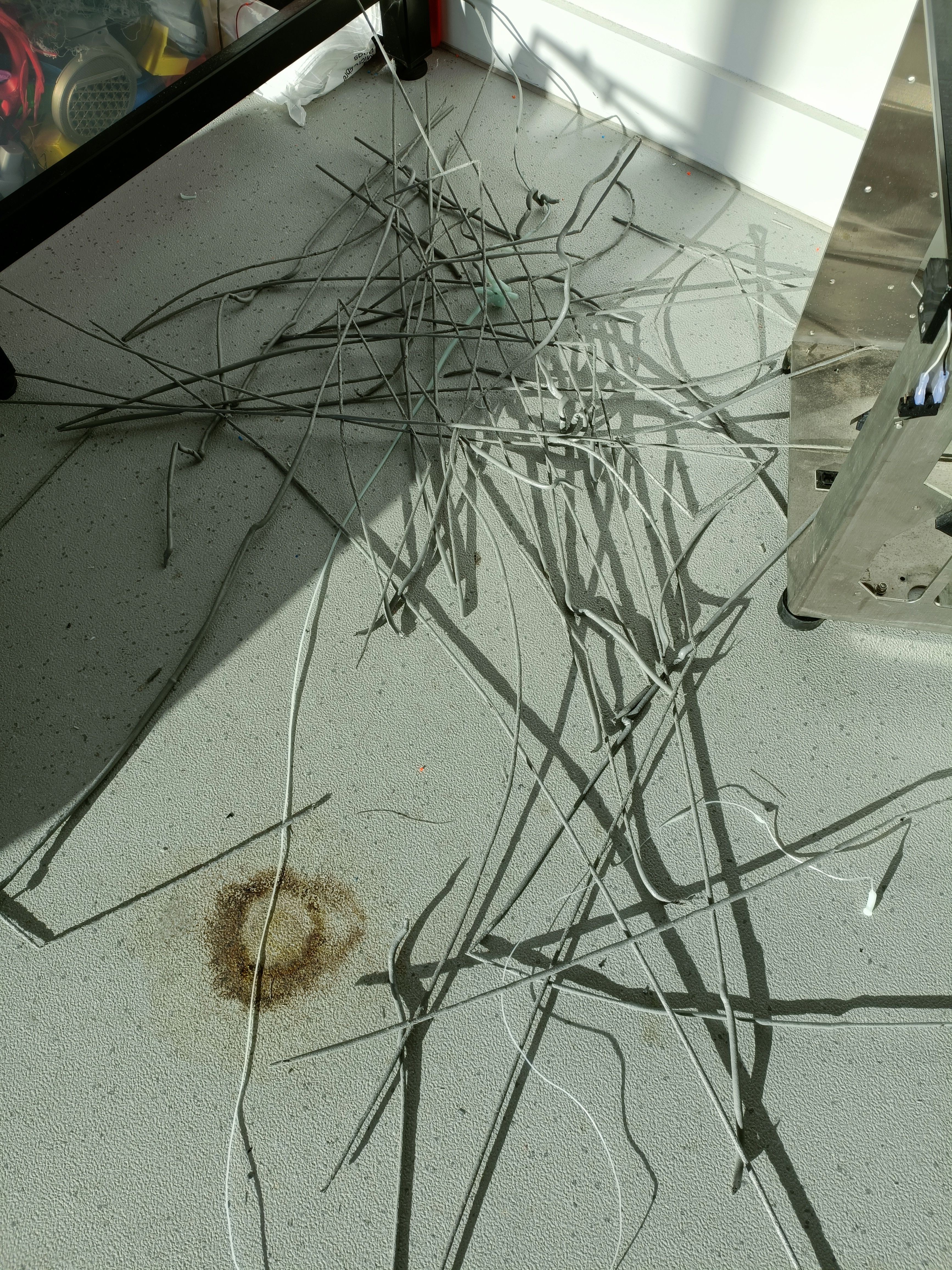
A slow RPM like 2 seemed to be more susceptible to the line breaking than high RPMs like 10. 5RPM was the one I did the most testing at. My temps were 230 - 240 - 240 - 240 =>, and bumping the last to to 250 didn't seem to have any improvement. I also tried between 34 and 85% fan speeds.Cleaning also took a while, with this marble-like extrusion:
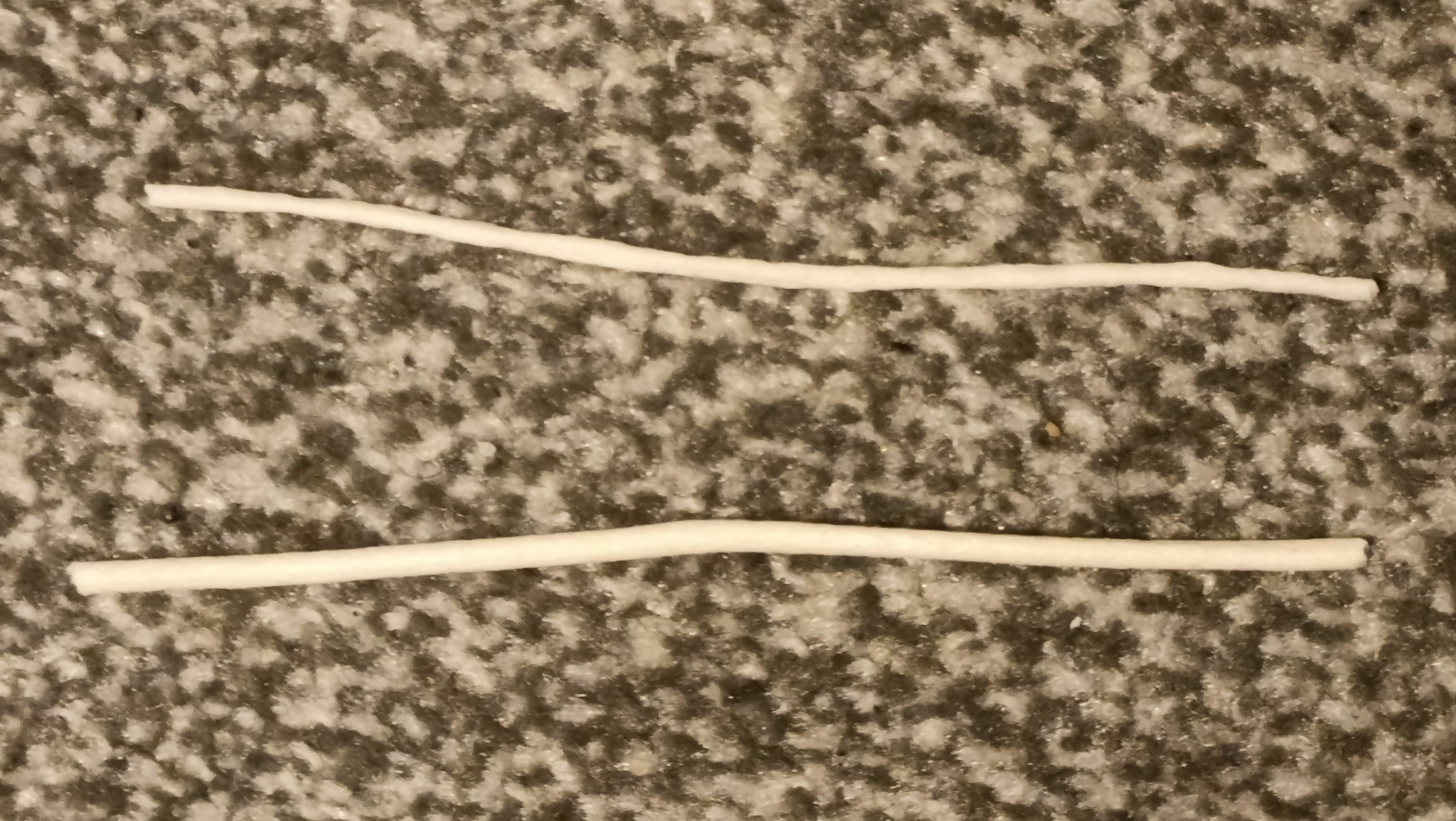
![]() These is what I was able to get. The orange is 1.75mm filament, the middle is the longest approach I got, which looks like it's about to fall apart, and the bottom is the good looking but uselessly thicker extrusion:
These is what I was able to get. The orange is 1.75mm filament, the middle is the longest approach I got, which looks like it's about to fall apart, and the bottom is the good looking but uselessly thicker extrusion:![]()
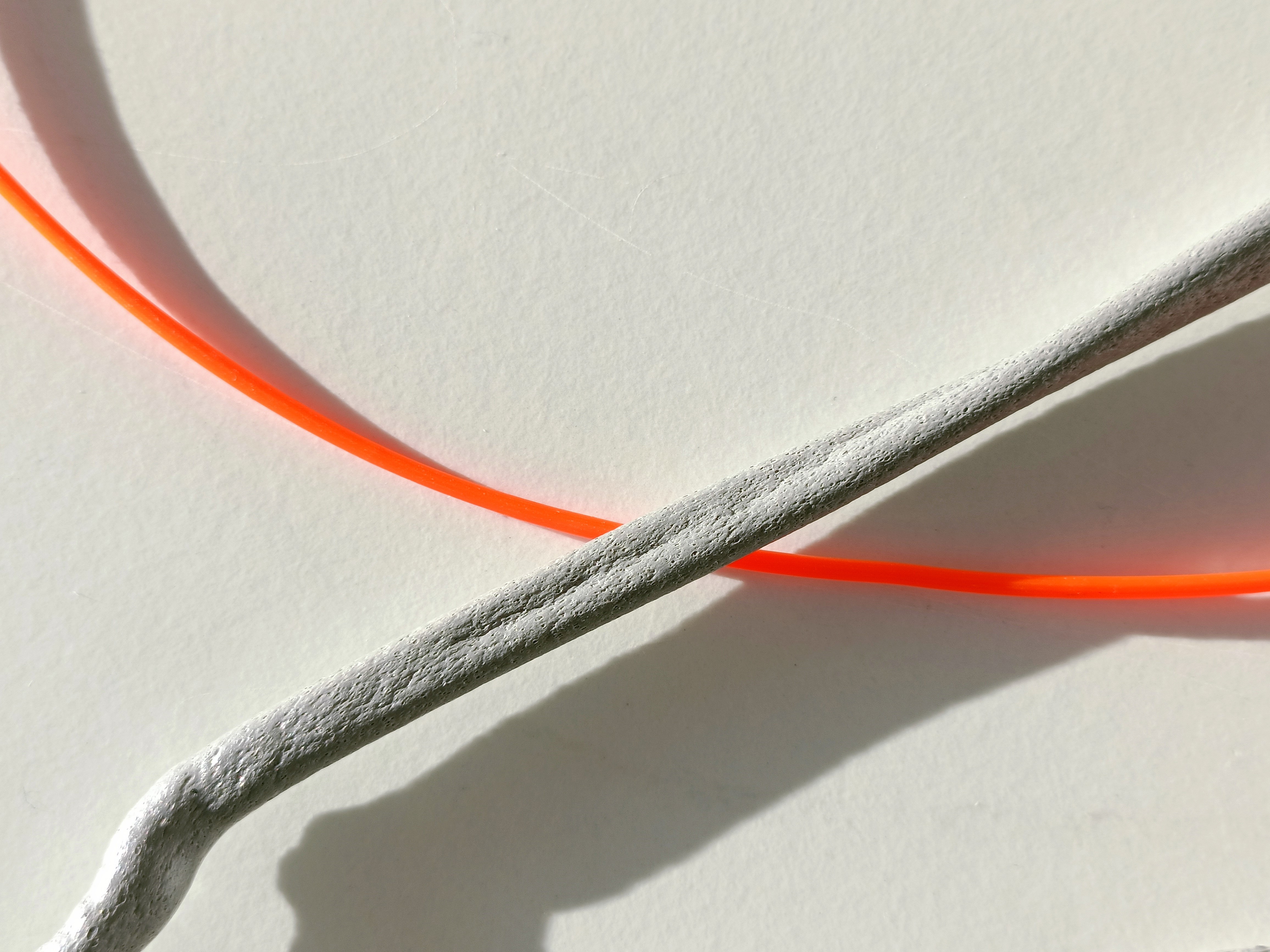
The thinnest I was able to get was 2.99mm, and a 4.85mm is the better looking one at the bottom ![]()
Some of the fancier looking extrusion That thicker extrusion was also notably stiff, making redirect-from-the-floor attempts challenging. It's a very nice looking colour though.
Oh right I want to mention that I was worried about flow rate when I saw 3cm^3 / 10min in the datasheet, but this stuff extrudes fast! If it could cool fast enough and be stretched to 1.75mm, I think 1m under 10s is doable when at 10RPM.
Anyway, my current takeaways is that filled pellets may not play nice with the extrusion method of starting with a wide diameter orifice and tensioning the material to reduce its diameter. It looks like there needs to be some amount of compression or the fibers move at a different rate to the material. Like the GFPBT, it looks like this material would've had excellent anti-ooze properties.
-
[E1] PBT seller missing
03/12/2022 at 21:55 • 0 commentsThat could be a problem. Slightly more info here but basically, my focus is going to be for these pellets of PET until I can find another source of Ultradur GFPBT. Obviously such a search won't be necessary if the sample pellets I have are non-printable.
[Edit 1]
I've found some ABS that is 16% glass fibre filled and comes grey straight out of the gate (I'm aiming for white or grey filament predominantly). Here's the datasheet.
-
PBT Printability Initial Tests
03/11/2022 at 17:20 • 0 commentsUsing the 3Devo my university just happens to have, I was able to extrude some PBT. However there were voids and the thickness was unstable.
![]()
I tried again on another day, and after finding recommended temperatures of 260C, I got something a tad better but still not great (top is first attempt, bottom is second) or consistent.
![]()
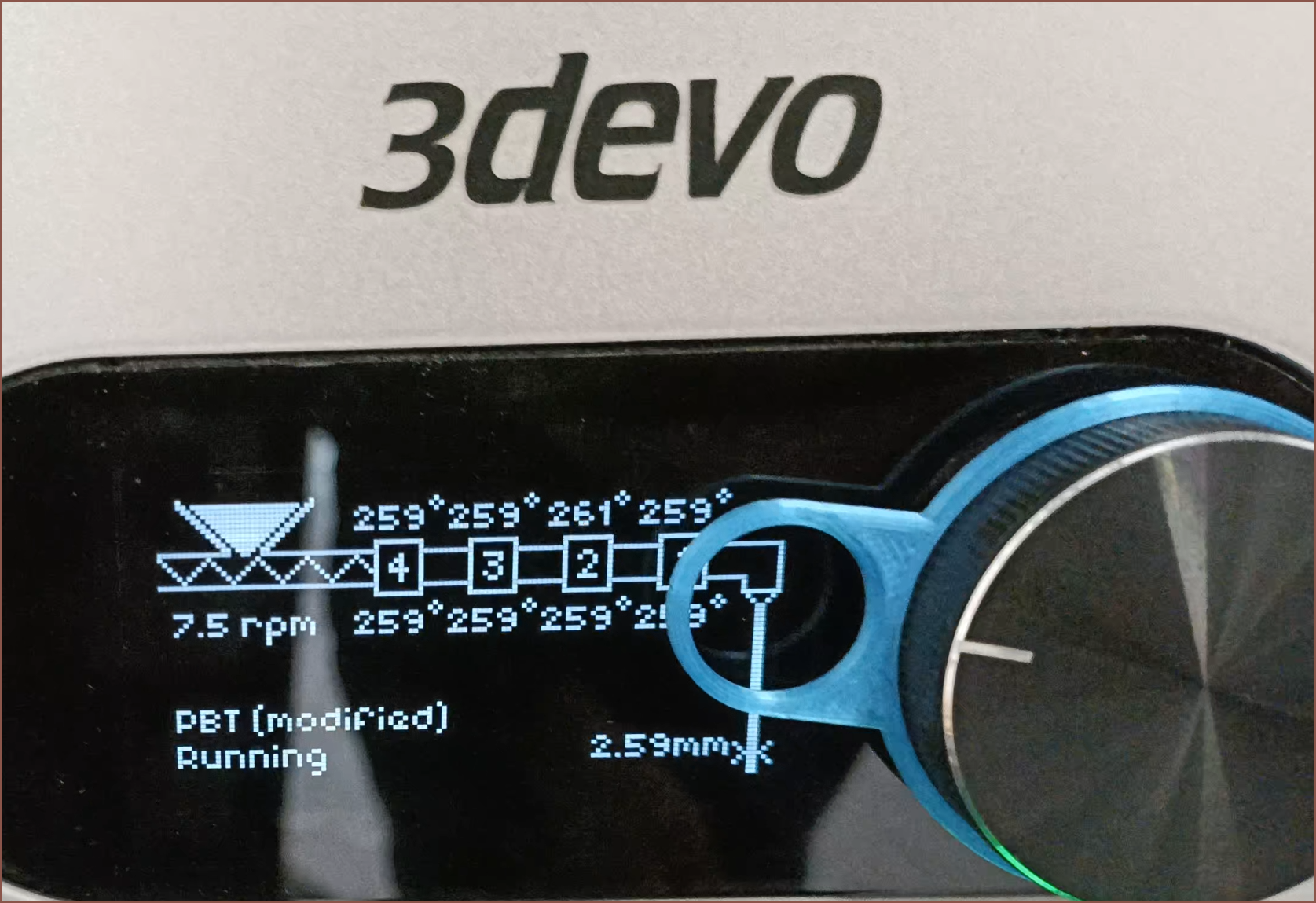
I thought to add some PET for processability, and was able to get something barely printer-usable after hours of extruding:
![]()
![]()
![]() Some takeaways from the PBT / PET blend:
Some takeaways from the PBT / PET blend:- 50% PET caused the output to be predominantly PET
- 0% PET brought back the PBT, but it was as volatile as before
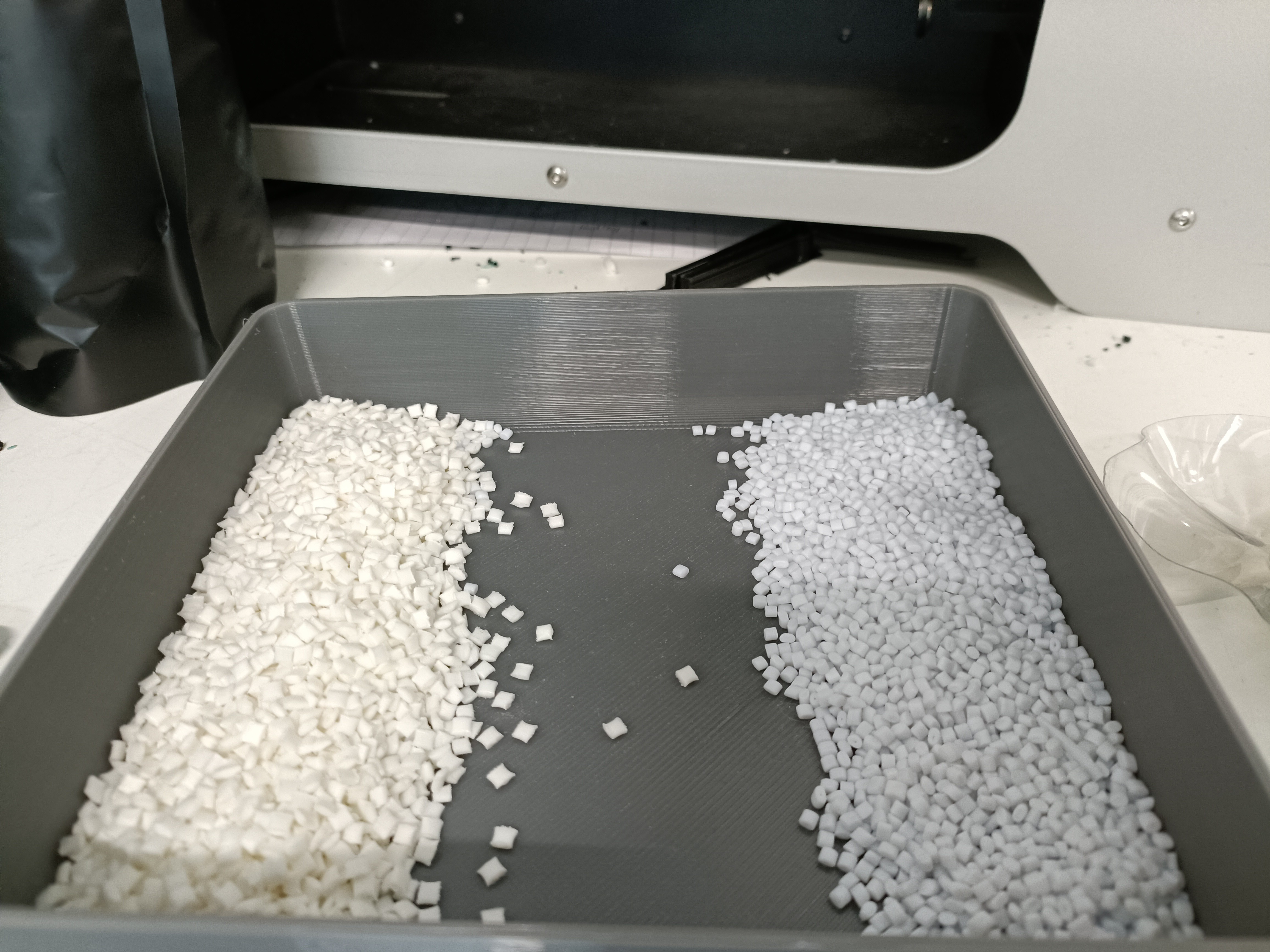
- Somewhere inbetween has a nice flowability
- PET flows really nicely and opaque "grey" pellets became transparent.
- I believe the PBT re crystalizes but the PET doesn't.
- the "grey" looks blue tinted to me
- Pure PET is brittle
![]()
- It seems easier to work with if the PBT crystalizes as fast as possible
My hypothesis is that the 90 degree angle in the 3Devo is not playing nicely with the glass fibre reinforced pellets, meaning the PBT will clog like cholesterol in an artery and the PET would melt past it.
Takeaways from using the 3Devo:
- Heating takes ages.
- even more so if individual heaters are set to different temperatures
- Seeing if my changes had an effect takes ages.
- Sometimes it's not clear if the pellets are actually feeding into the extruder. It seems that, unlike a 3D printer, the motor will happily keep spining the auger even if no plastic is being extruded.
- Fans need to be strong enough to cool, but not strong enough to cause the filament to move around
Filament Furnace [gd0042]
A low cost filament extruder to try and create low cost GF PBT filament to replace my PLA usage.
 I can't exactly read the graph, but it looks like I was right on with my experimentation that PET melts at 248 degrees C.
I can't exactly read the graph, but it looks like I was right on with my experimentation that PET melts at 248 degrees C.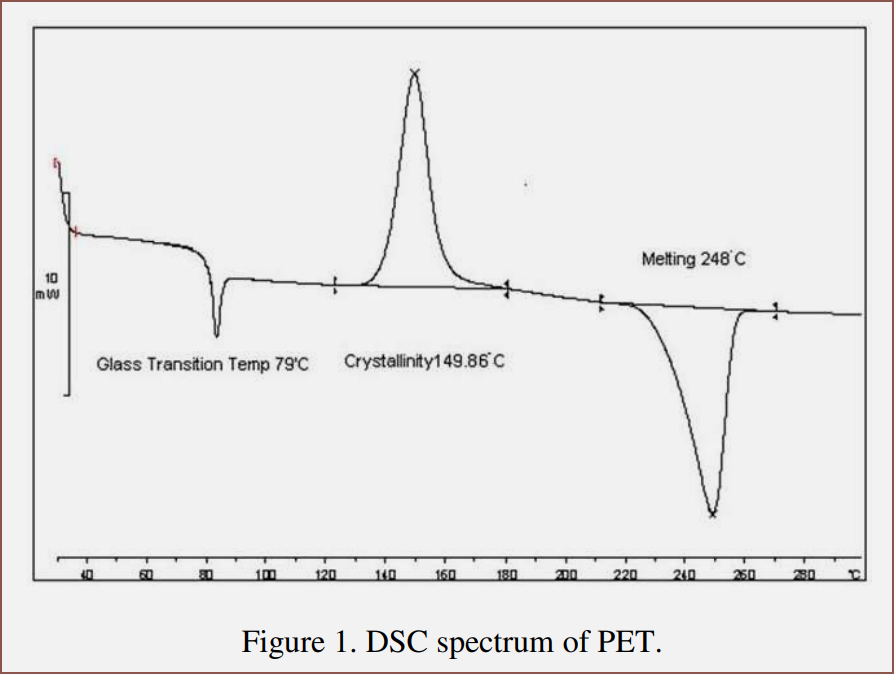 When I was extruding, I didn't think water had much effect, but the paper claims otherwise:
When I was extruding, I didn't think water had much effect, but the paper claims otherwise: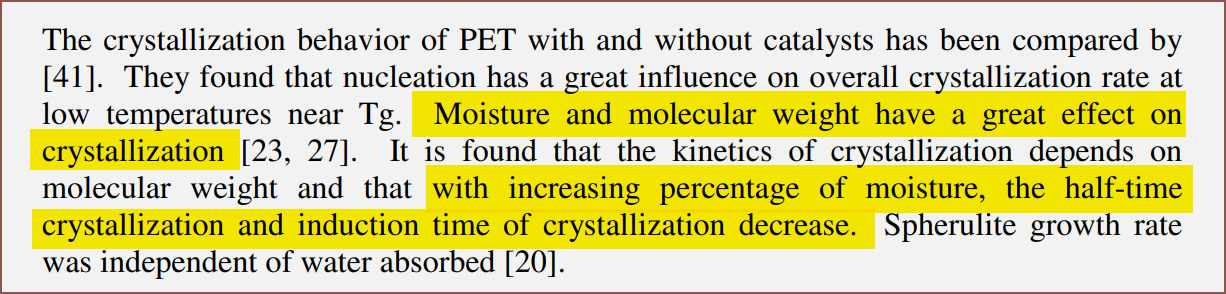

 A slow RPM like 2 seemed to be more susceptible to the line breaking than high RPMs like 10. 5RPM was the one I did the most testing at. My temps were 230 - 240 - 240 - 240 =>, and bumping the last to to 250 didn't seem to have any improvement. I also tried between 34 and 85% fan speeds.
A slow RPM like 2 seemed to be more susceptible to the line breaking than high RPMs like 10. 5RPM was the one I did the most testing at. My temps were 230 - 240 - 240 - 240 =>, and bumping the last to to 250 didn't seem to have any improvement. I also tried between 34 and 85% fan speeds. These is what I was able to get. The orange is 1.75mm filament, the middle is the longest approach I got, which looks like it's about to fall apart, and the bottom is the good looking but uselessly thicker extrusion:
These is what I was able to get. The orange is 1.75mm filament, the middle is the longest approach I got, which looks like it's about to fall apart, and the bottom is the good looking but uselessly thicker extrusion: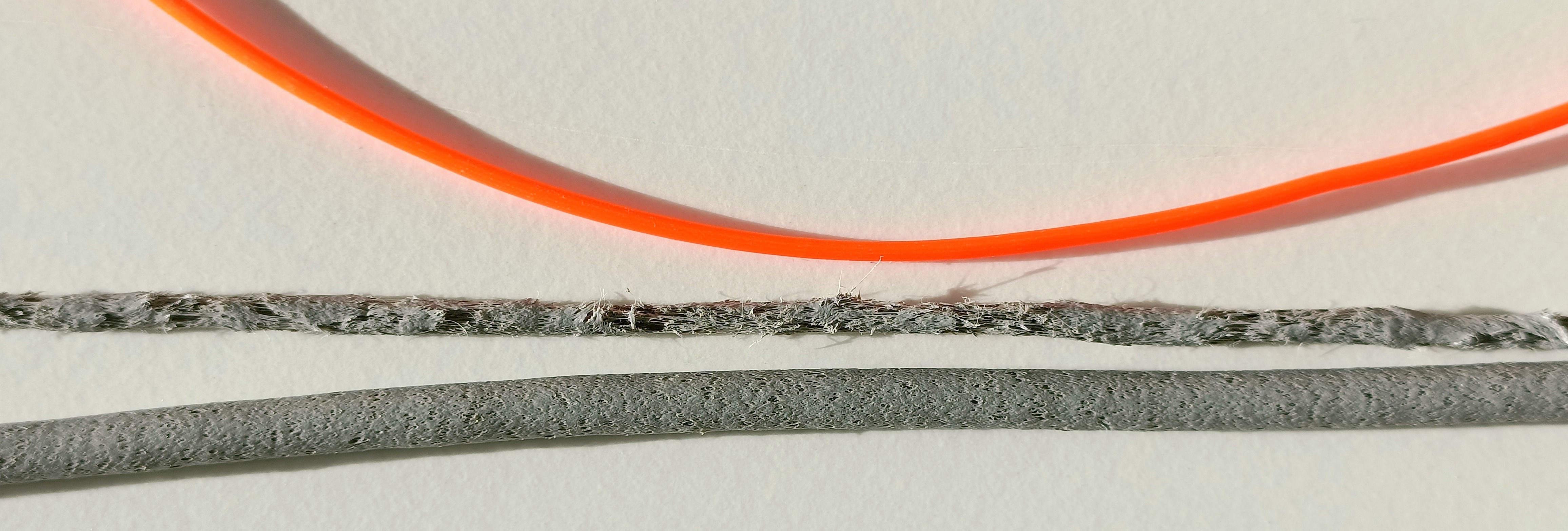
 Some takeaways from the PBT / PET blend:
Some takeaways from the PBT / PET blend: