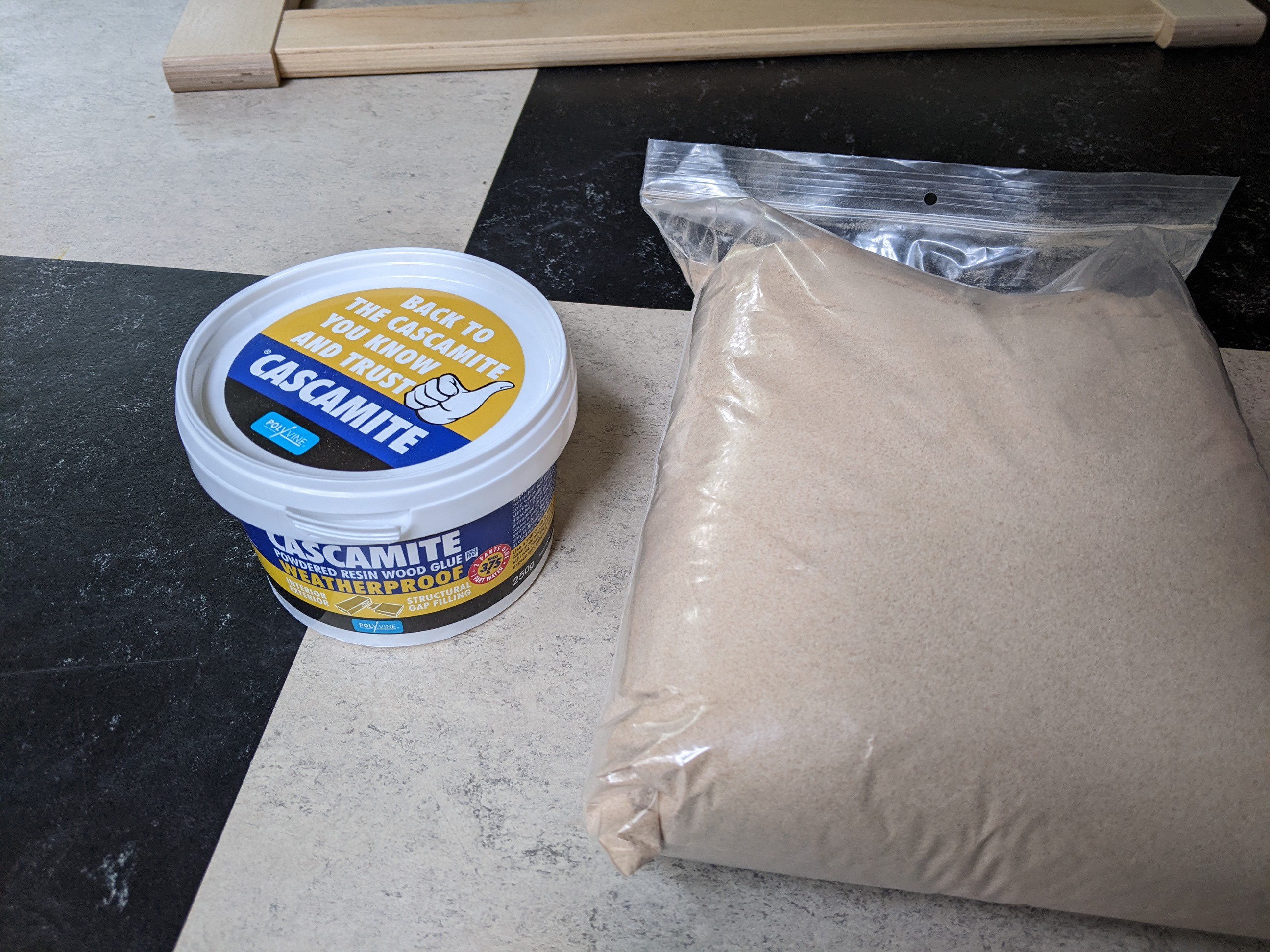
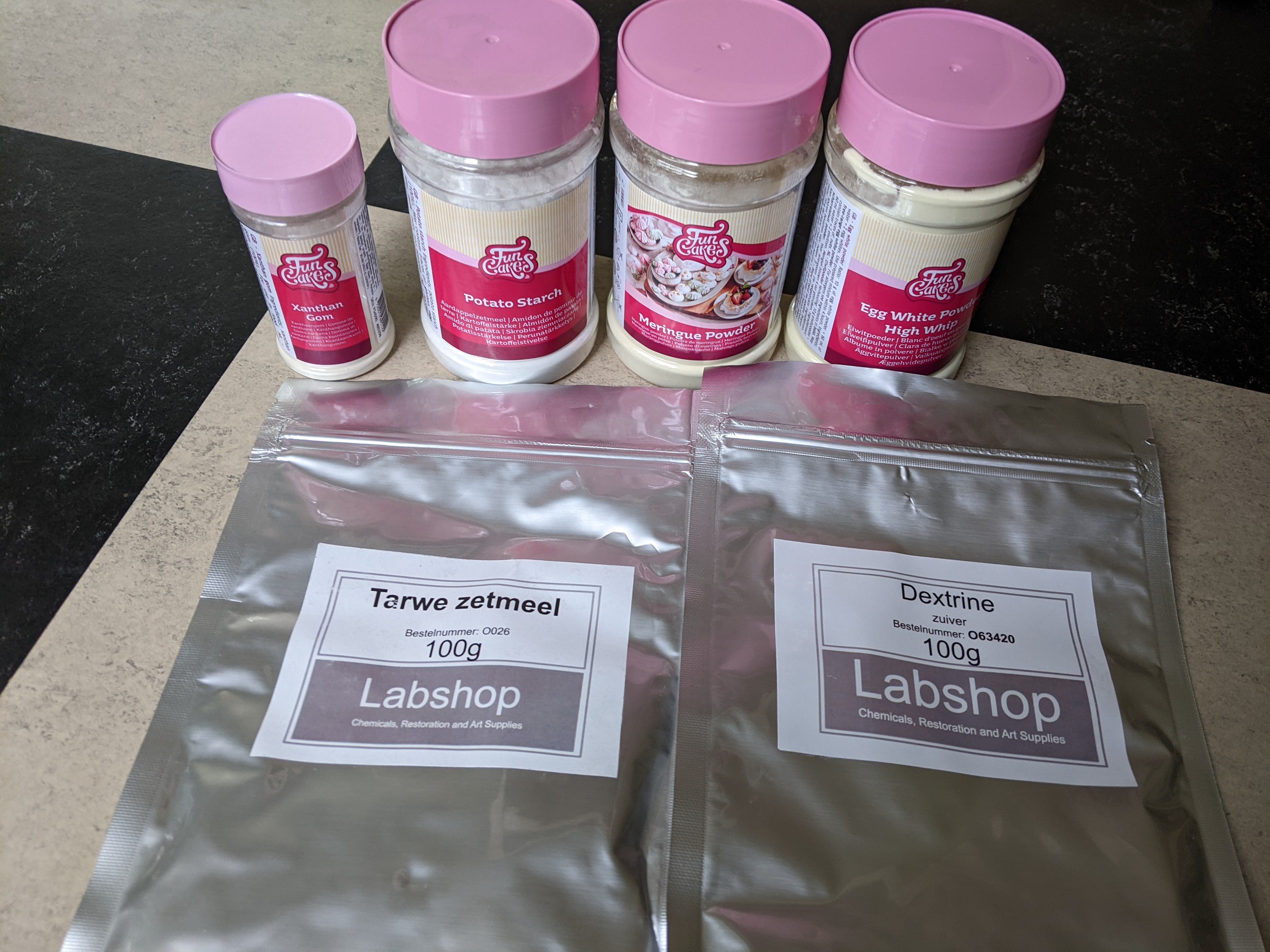
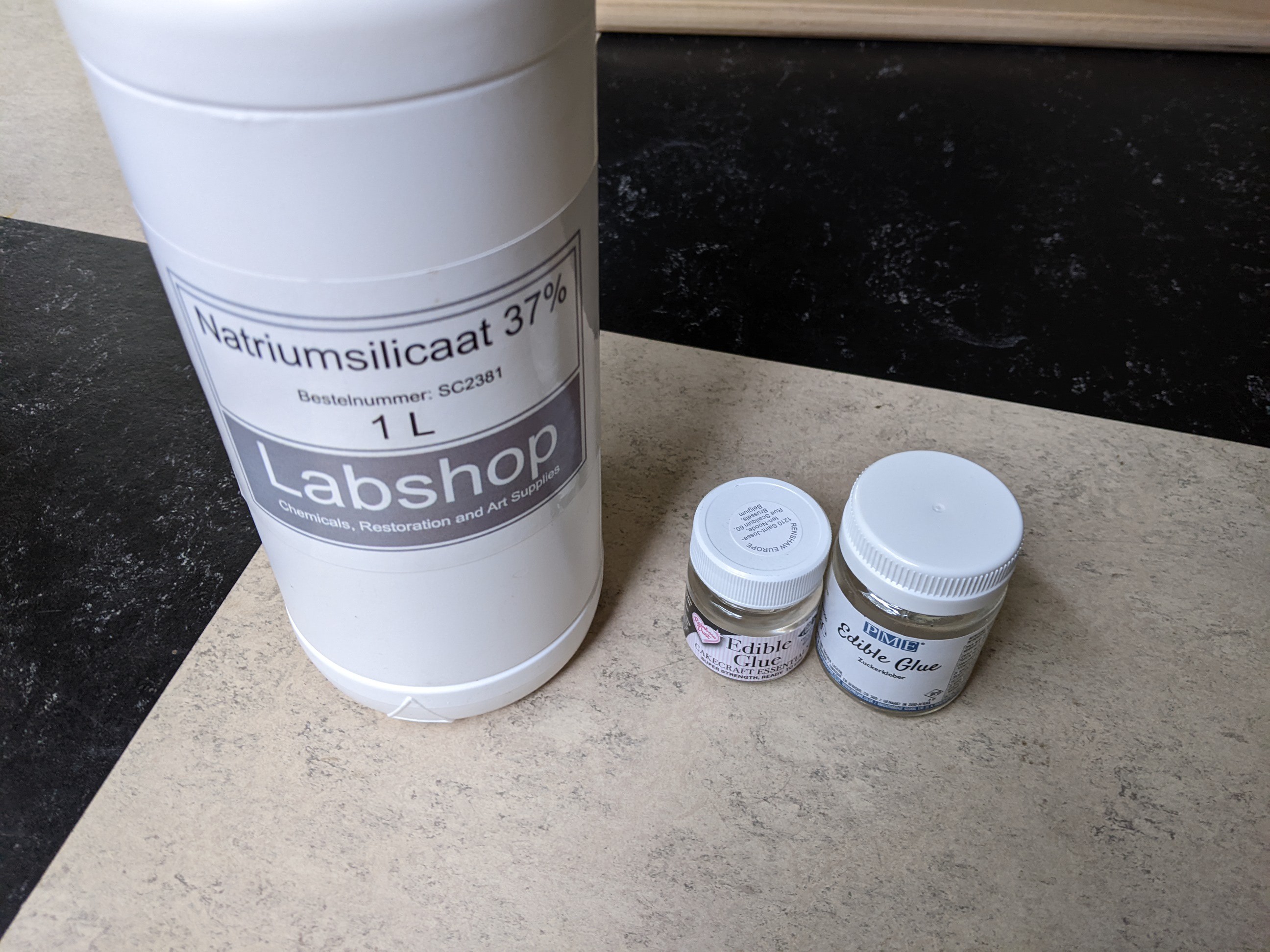
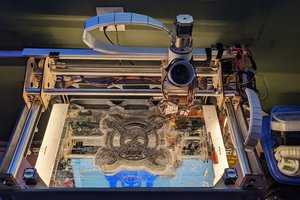
This project aims to create a way to print useful product and art in wood powder (and other hard organics). This is done with the use of binder jetting, for which I have built a printer years ago called Oasis (https://hackaday.io/project/86954-oasis-3dp). Binder jetting can create products in powder by locally binding the powder with a binder. The great advantage is that the technique can handle all sorts of powders with varying properties.
The goal is to print products completely biodegradable and made of completely renewable resources.
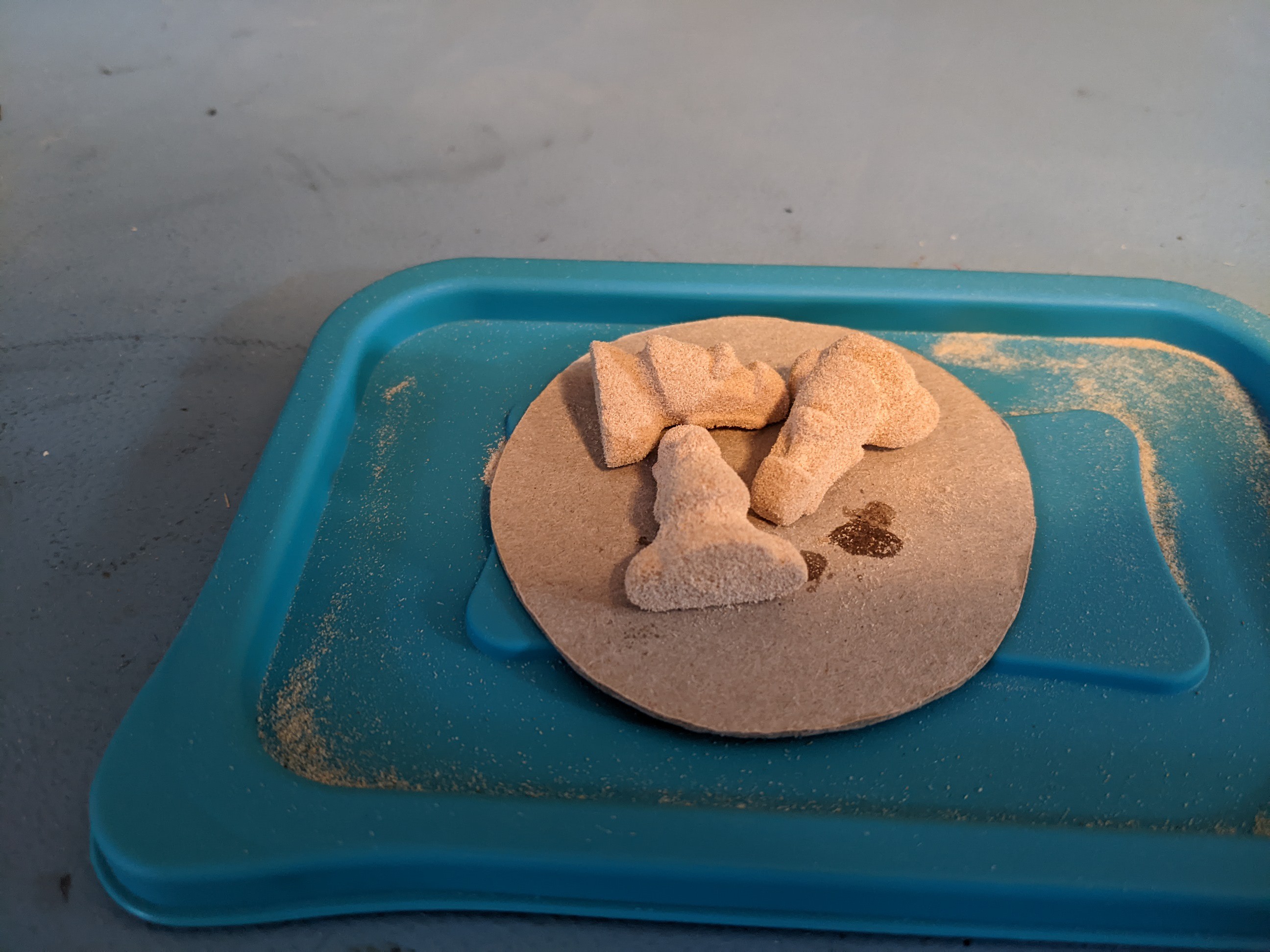







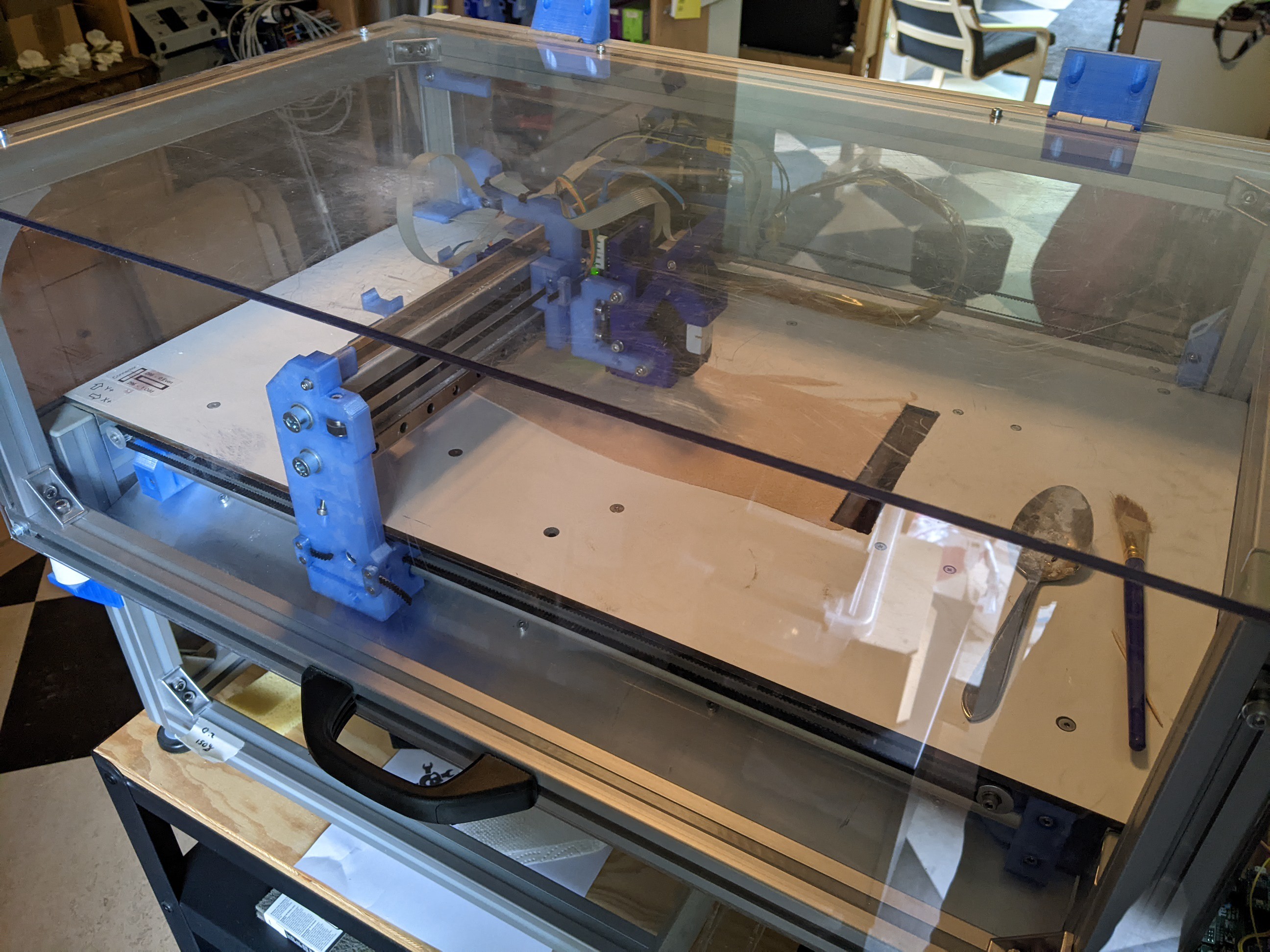
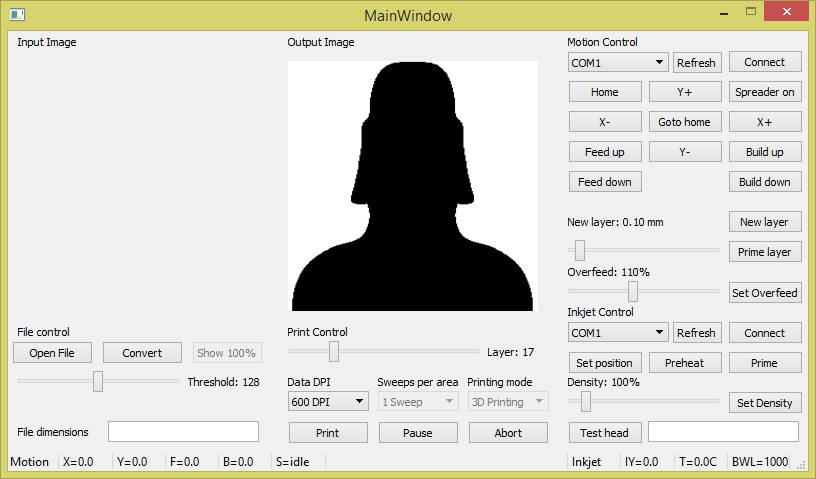 A small format testing printer
A small format testing printer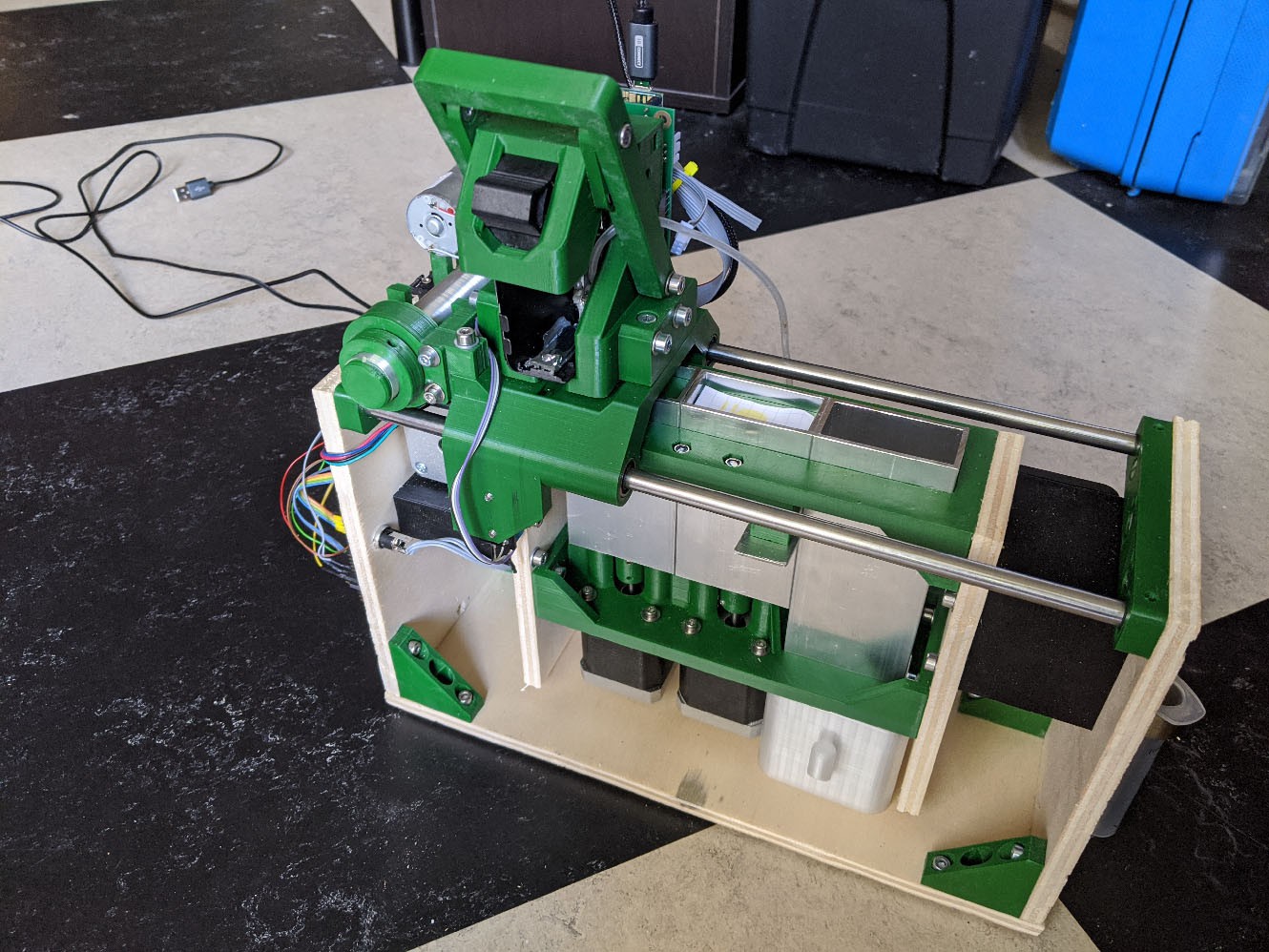
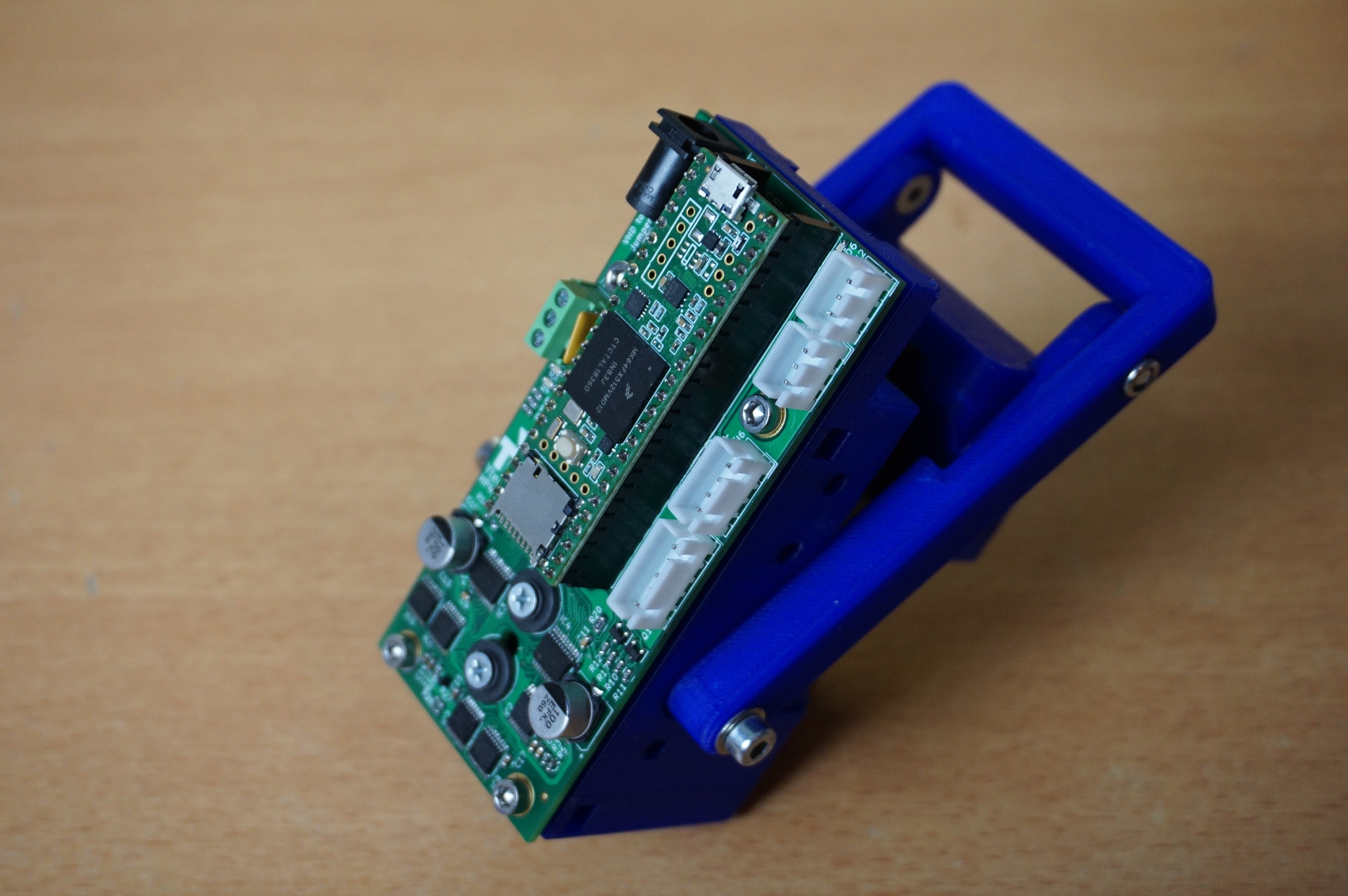
 V4 would be available at the moment, but chip shortages have made the controller hard to source. Once chips become more available I will see how to make V4 available.
V4 would be available at the moment, but chip shortages have made the controller hard to source. Once chips become more available I will see how to make V4 available.
 Sam Smith
Sam Smith
 Atte Linna
Atte Linna

 Dominik Meffert
Dominik Meffert
That's an interesting project, but when I first saw the cover picture I thought it was a d*ck pic.