 Atte Linna
Atte LinnaWhat's it all about?
Background
This project started initially as a sidekick during my industrial design studies. In 2018 I stumbled upon the Hangprinter project which had an unique cable-driven motion system. Instantly I understood the potential of this concept over anything else what comes to expendability.
I built a Hangprinter v3.2 during the summer break during which I had access to the university's labs and workshops. The Hangprinter is meant to be attached to the ceiling of a room and having anchor points at floor level for pivoting the lines responsible for XY-movement. Ceiling attachment was right away out of question because of the high ceiling. So, I needed to start working on a frame design first.


The outcome was a lightweight frame made of square aluminum profile. There was a smaller beam inside a larger one and a clamping mechanism locking them together in place. That way I could adjust the size of the frame. The print surface was a 8 mm thick tempered glass table top laying on top of height adjustable standoffs. These were meant for leveling the bed.
Calibration of the Hangprinter proved to be extremely difficult due to the non-linear kinematics which required exact measurements of the anchor points and line lengths. I don't want to imagine what it would have been without a frame. Luckily nowadays Torbjorn has developed an auto-calibration system based on visual position feedback of the end effector and some nice scripts.
After first prints the frame was enhanced with a couple of tweaks here and there. Then in 2019 we got the change to use the printer first time for a commercial print project for the Finnish shoe designer Minna Parikka. She wanted to have a huge 1 meter tall replica of her iconic Joan high heel to be placed in front of her flagship store in Helsinki. We accepted the challenge and it took the printer (and us) to the limits of what was possible. But at the end of the day we were very proud of the outcome.








From FDM extrusion to FGF extrusion
At this point we still used a FDM extruder for printing. Which in hindsight was a mind-blowing lesson for us. Once we started calculating how much money and resources were wasted by not being able to reuse print supports and failed prints, we pretty fast concluded there is no future for FDM in this class of 3D printers.
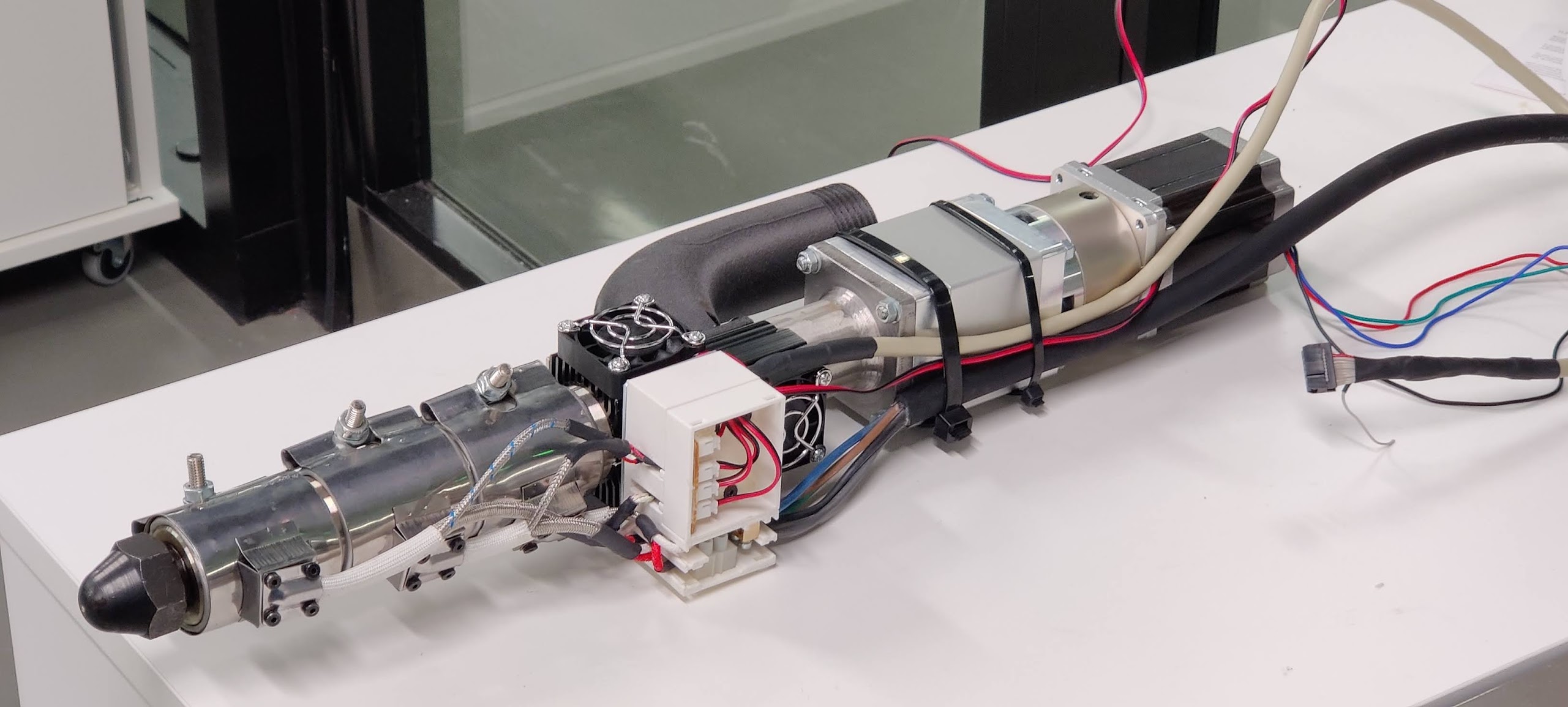
In 2018/19 first pellet extruders for 3D printers popped on the surface, like the Mahor Pellet Extruder. After going through some reviews and having had a look on the CAD models we considered it too small for our intensions. Commercial pellet extruders like the Pulsar extruder were closer to our specs, but unfortunately they were completely out of our budget. Instead we decided to develop our own based on the 16 mm compression screw from RobotDigg. Out came our Badass Pellet Extruder.
You can check early steps of the development on the RepRap Forum

After the initial design & development stage we were pretty quick to get first extrusions with plastic flakes. But now we lacked a printer sturdy and strong enough for the pellet extruder :) Together with a new end effector made of steel we were looking at around 10 kg of mass. It was way too much for the Hangprinter to bear. This is when development of the Bloft Mk2 started. It had to be designed from scratch, with semi-industrial application in mind from the beginning.
The Bloft Mk2
We founded Bloft Design Lab in 2019 to start commercial development of the printer. In early 2020 we were chosen to participate in the Baltic Sea Challenge agile experiment by the City of Helsinki to test the 3D printability of marine/beach plastic waste for which the experiment was setup to find new recycling methods. The plastic that was collected by volunteers at the Helsinki shoreline was injection molded into standard tensile strength test specimens. These were tested at our university's material test lab. The results revealed only marginally weaker strength compared to virgin polypropylene and foreign particles to be small enough to pass through the extruder. Based on these findings we were confident enough to start the endeavor of developing a printer suitable for printing with plastic waste.
As design drivers we nailed down these
- Modularity and easy expendability
- Accuracy (both repeatability as well as dimensional accuracy)
- Structural strength and sturdiness
- Ease of assembly and transport
- Avoidance of complicated manufacturing methods, tools and machinery
- Favor of standardized components
- Printer must be offered as a kit for the open source community
Beyond that we wanted to start with life sized print volume at a minimum. This meant we needed come up with a solution for the limited print volume shape of the Hangprinter. Due to its fixed anchor points, the shape of the print volume can be described as somewhat trumpet shape, which is not optimal if you want to print tall and wide objects.

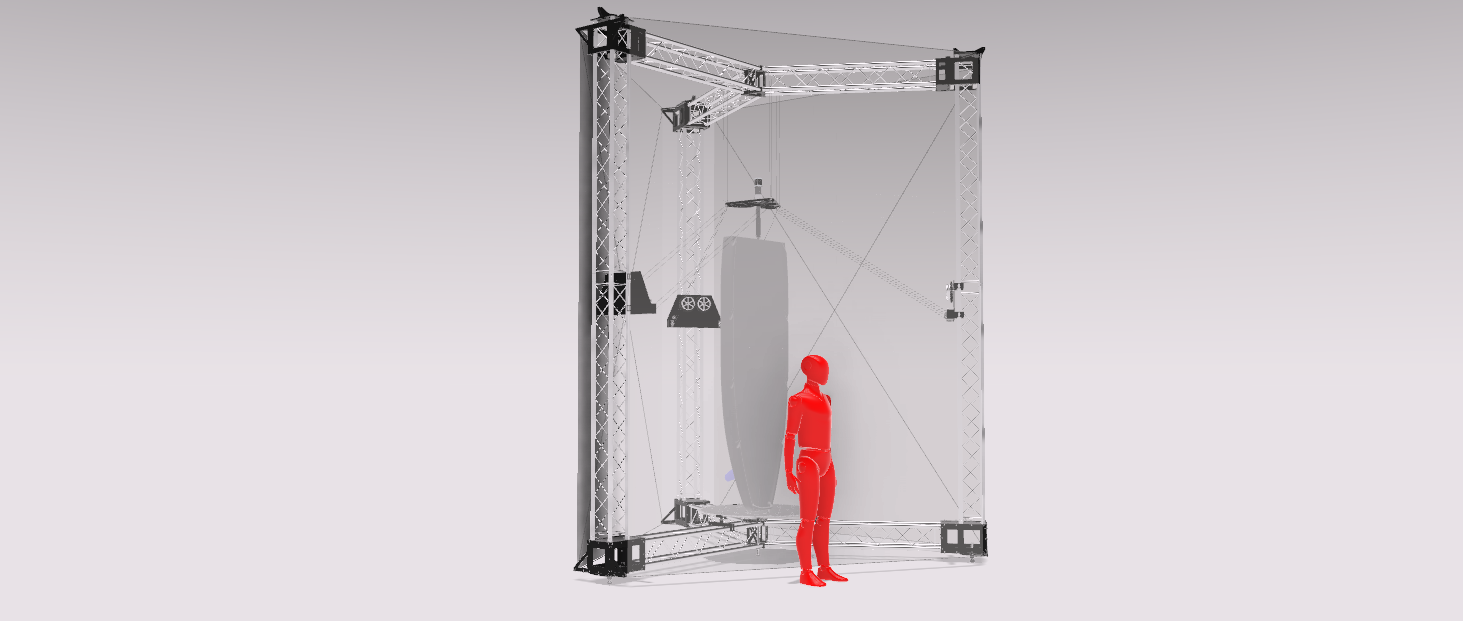
For the frame we opted for an existing and well proven truss system by Global Truss. The lightweight aluminum trusses are very rigid and can bear a huge amount of load. They can be easily assembled and disassembled.
The trusses are connected with boxes made of 5 mm carbon steel. In the design phase we used 5 mm plywood for the sake of prototyping.



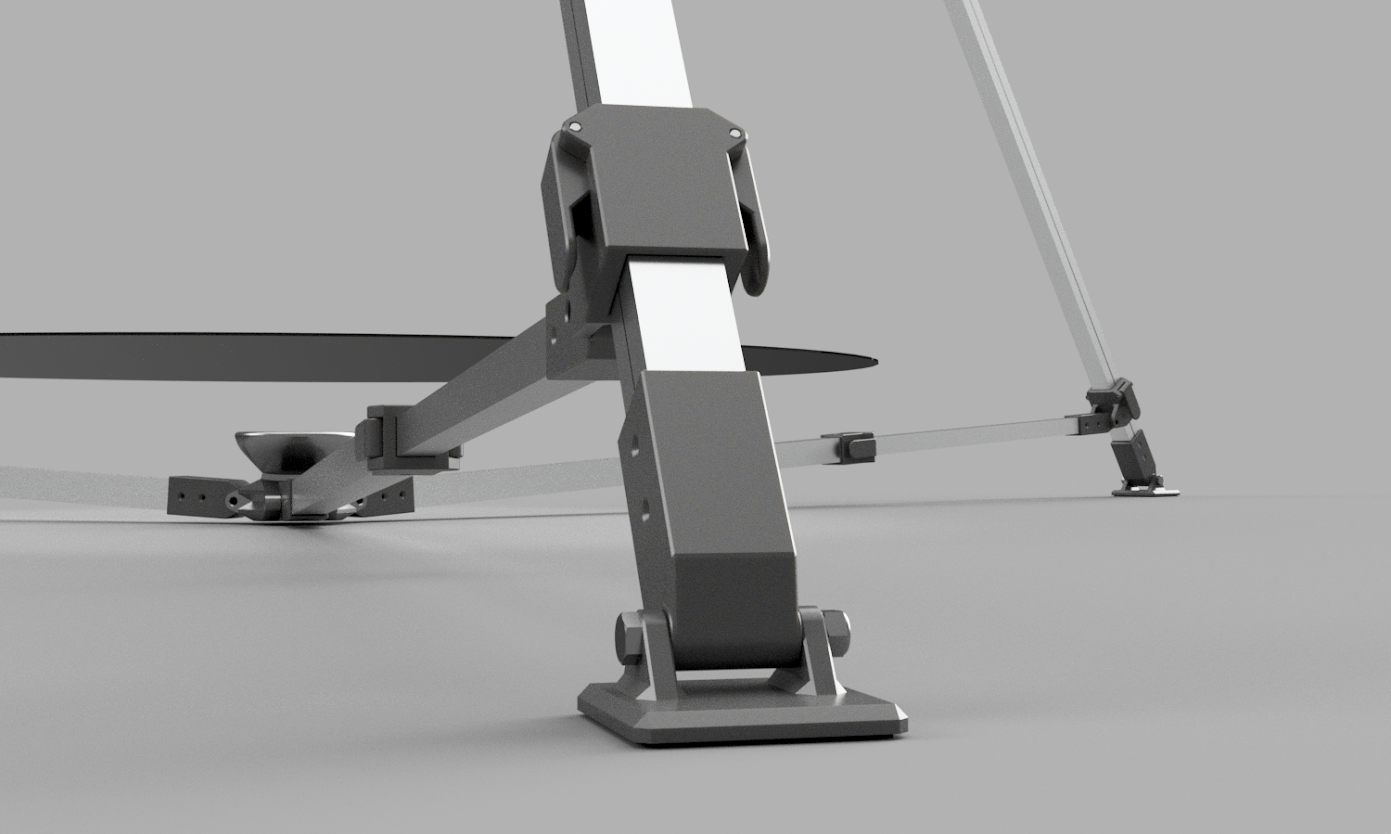
Instead of having stationary anchor points, we developed an anchor sled traveling in Z-direction along the vertical trusses. This made it possible to get rid of the limited print volume as the sled travels up/down parallel with the print head.


There are two line spools on each anchor sled (three sleds in total). These lines constrain the end effector (the toolhead carrier) in three directions in the XY-plane. The end effector is also suspended on three parallel vertical lines, which also act as a fourth constraint.

Finally, once the design was mature enough, we ordered the steel parts from the university's engineering department. Lasercut 3 mm and 5 mm carbon steel. Oh boy, what a wonderful heavyweight puzzle for the weekend :D


Now, one might wonder why we decided to go with screws and nuts instead of welding. The answer lays in the design drivers. For dimensional accuracy we would have needed additional welding jigs and other tools which would have driven up the costs. Also if we want to offer the printer as a kit the requirement for welding skills and machinery would have raised the threshold for builders. The screw and nut approach is strong enough and more than accurate. At our initial frame setup a spot laser pointing from the origin of the print bed (in the center) was only 1-2 mm off the center at the top of the frame - without any calibration.

My colleague Ville riding the top frame :D

Assembly of an anchor sled

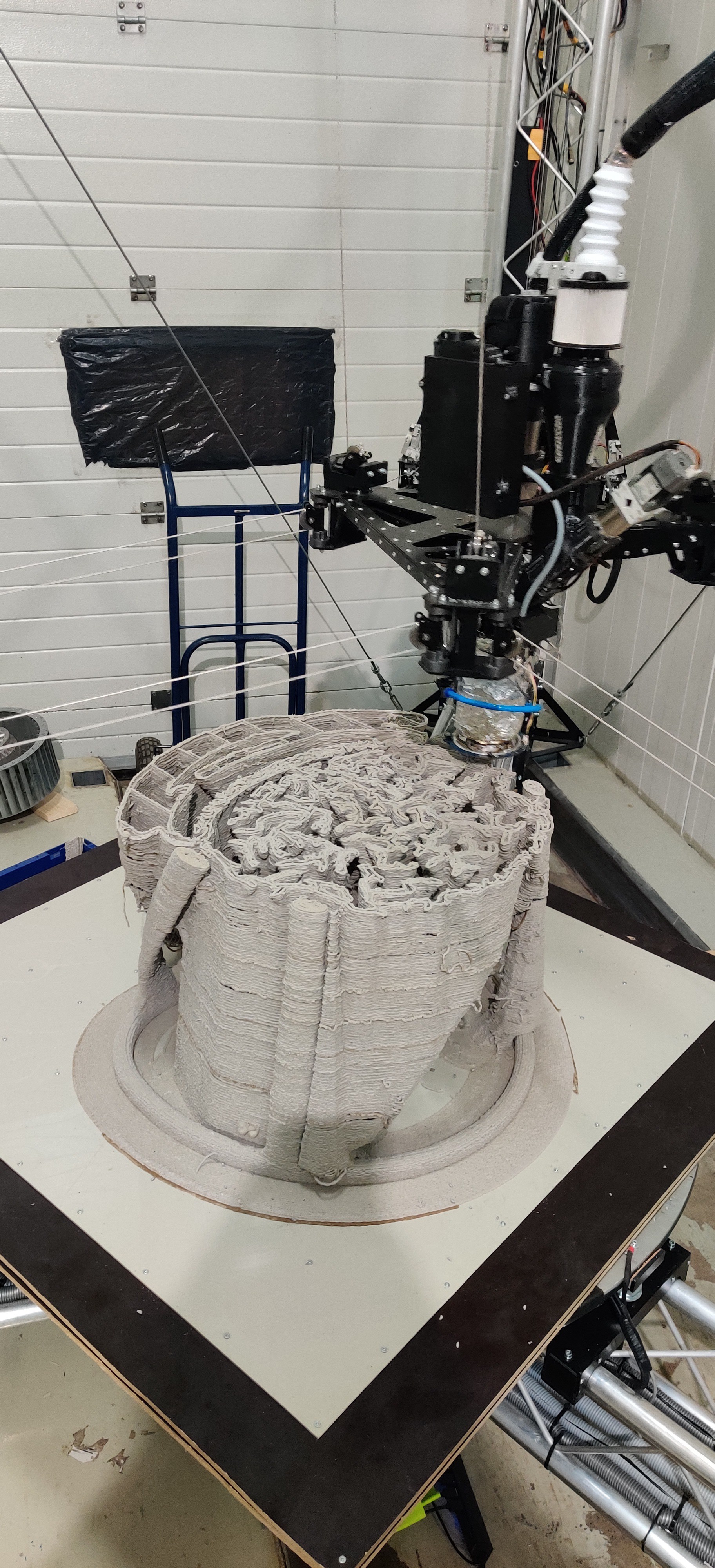
Structural strength testing of a 3D-printed part

Testing of the hosting system for the upper frame

Assembled anchor sled ready for drive testing
For the drive unit we are relying on the BLDC-servosystem by Odrive Robotics. With their motor controllers we can convert regular BLDC-motors into powerful servos.

The motors have a double-sided shaft to accommodate also a rotary encoder for precise position feedback which the controller uses as input for the closed loop operation. It is needed for holding a position and driving the motor in the position control mode.
The motors are rated with 1800 W at 7000 rpm. In our early testing we were able to drive the printer in XY-plane with 1800 mm/s travel speed. Given the mass of the end effector and missing safety features we decided not to go any further - simply because it started to be a bit scary 😅.

The frame was completed and setup up for the first time on July 24th 2020
The first movement of the end effector were achieved on August 2nd 2020
After reaching this milestone we knew that the printer's design will work and we didn't need to do any major rework. The printer was disassembled into single pieces and the steel parts were sent for galvanization. We chose the black finish which look also pretty cool in contrast to the bright aluminum.

The finished parts ready for re-assembly
The time between August and February was spent for fine tuning the mechanics and software. Lots of effort was put into calibration and finding the perfect setting for the kinematics model.
And then, on February 25th 2021, we reached our goal - ready for printing
This milestone marked for us the end of the main design & development stage and the begin of the testing stage.
Testing and gradual shift towards on-demand print production
From March 2021 on we started with the testing under real life conditions and we started to gather experience with different materials and their behavior on the printer. Soon after, we began also with commercial projects. One of them with the leading Finnish plastic recycling company Fortum Wastesolutions. At their Riihimäki-based plant they produces recyclates made from common Finnish household plastic waste. They produce plastic pellets from major plastic grades like polypropylene, LDPE and HDPE.

Different plastic pellets and recycled plastic flakes
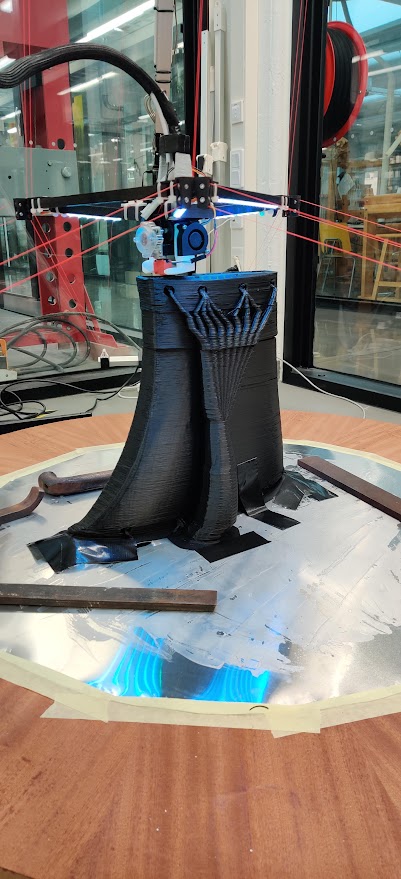
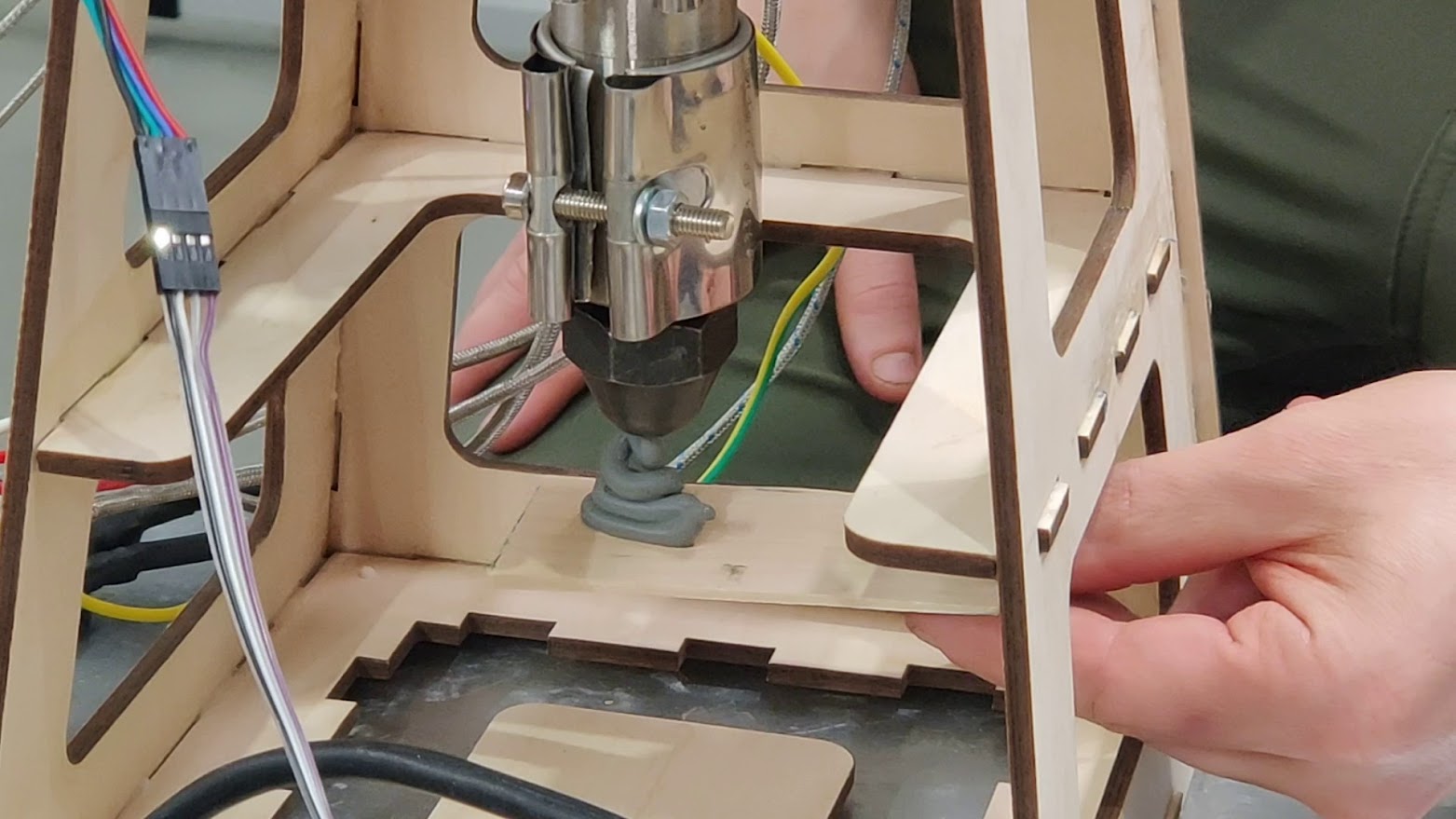
First test prints with Fortum's recycled plastic

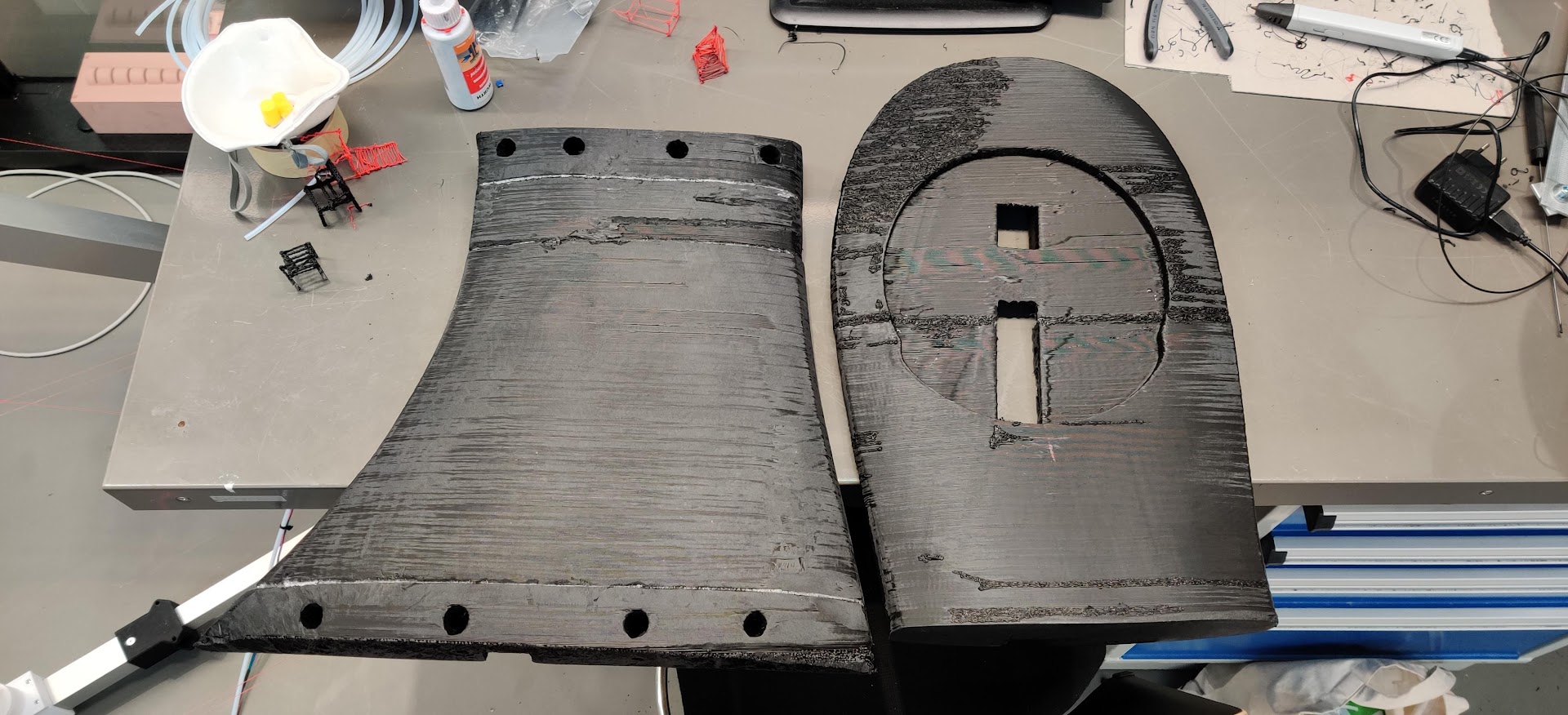
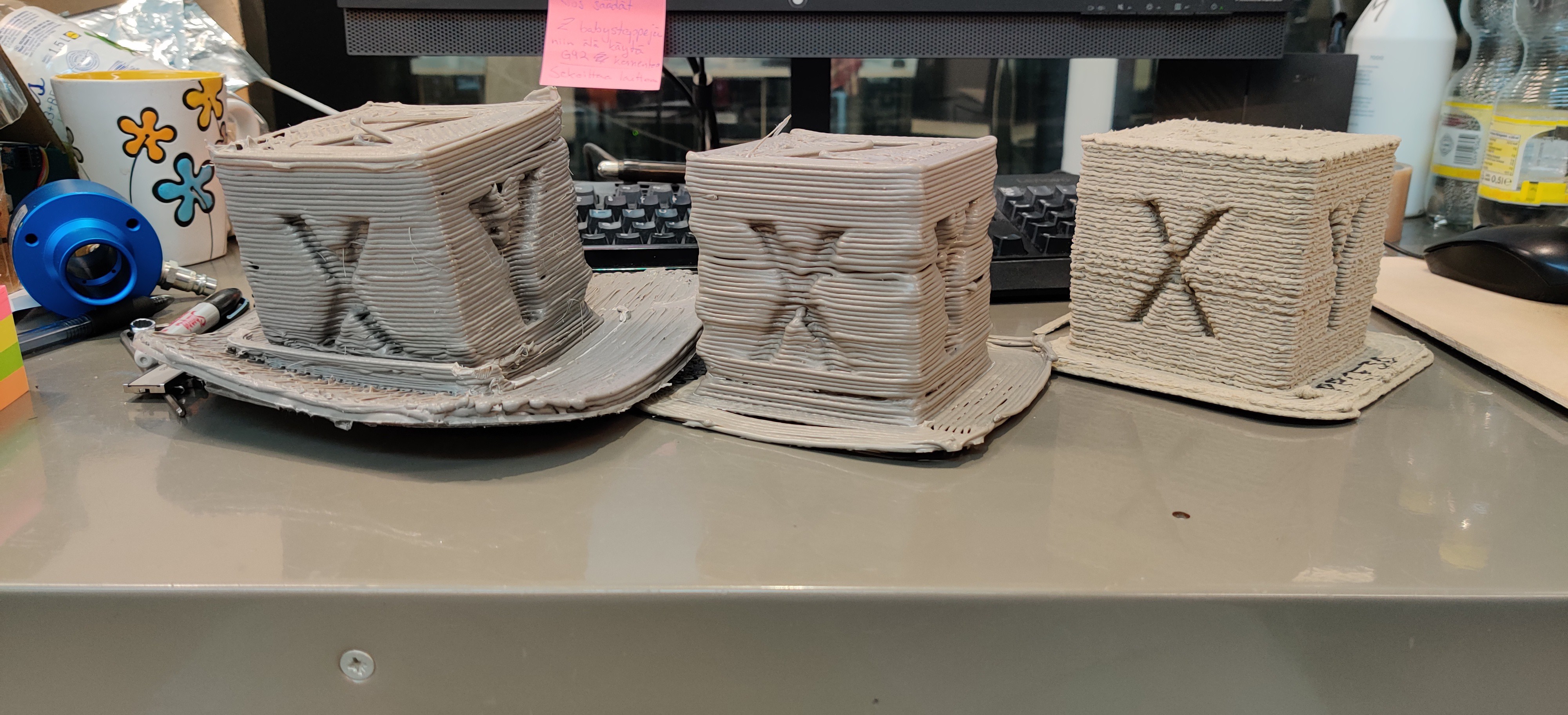
After the material testing we went on with the actual project. We were commissioned to 3D print a chair made of Fortum Circo PP. The project started with some sample prints of the chair legs.





And the finished product on the left. For the comparison the same chair printed on a large SLA printer. More information about the Fortum Viren chair on the campaign website.
As of August 2021 we've been offering on-demand printing services to Finnish customers and together with them we'll keep developing the printer towards the beta release to selected customers.
Future impact on plastic recycling
This project has roots in the need of finding new resourceful ways of 3D printing very large objects. It is clear that FDM technology is not suitable in this category of 3D printers due to the very high material costs and especially the amount of waste FDM produces (supports/failed prints). It's not said that FGF (fused granulate fabrication) does not produces any waste, but as there are already industrial shredders for plastic shredding on the market and also open-source shredders from Precious Plastic, it is possible to recycle the process waste for immediate reuse. In order to achieve that with filaments you would need also a separate production line for them as well.

Shredding failed prints to flakes for direct reuse
As the project went on, we realized that the BIG thing would not be filament recycling since it is pretty niche after all, but recycling of all sorts of thermo plastic (with some toxic exception like PVC).

The grim fact is that only 9% of ALL discarded plastic has ever been recycled - at least once
Literally the world is choking on plastic and we will, whether we like it or not, have to live with plastic for centuries to come. Silver lining though is, that plastic is a great material if handled responsible throughout its life cycle. From climate point of view it wouldn't be wise to incinerate the plastic for energy production. We want to keep the carbon bound to the plastic and not releasing it into the atmosphere. The best way to deal with the plastic waste crisis is to keep the material as long as possible in the circulation.
This is the main reason why we want to open source our technology in near future. In order to have at least some impact the technology needs to be as accessible as possible with only moderate entry barriers. Given the amount of work and resources needed to put alone in the development, centralized manufacturing and distribution of the tech would be a paramount undertaking. As we've set our goal of having at bare minimum 10.000, optimally 100.000, working units globally by the end of 2030 we need to think differently. This is where open source enters the stage.
We've estimated the maximum throughput of the printer under optimal conditions to be 20 tonnes per year. We would be happy to see a global increase in plastic recycling capacity of 2.000.000 tonnes/year by the end of 2030. Knowing also, that this would be only a single droplet of water on the hot sauna stove - as we like to say in Finland, but it is a start.
Open sourcing Bloft Mk2
We will follow an inhibited release cycle strategy with our products, meaning we will reserve exclusive rights to the IPR for a certain period of time, after which the design will be released under the Creative Commons BY-SA 4.0 license. As the first part of the printer we release version 1.0 of the Bad Ass Pellet Extruder, which files you can find attached to this project.
Next steps
Currently we are working to make the printer work more reliably. We will soon reach the milestone of having the printer work autonomously through the night shift in order to maximize the efficiency. This step is mandatory from business point of view as we rely on the cash flow we generate with on-demand printing. For future printer builders/buyers it is necessary to know the exact ROI when considering an investment in our technology. We hope to have a stable printer in 2023 and we are looking forward into opening our beta program for selected customers who would be interested in buying their own printer. Full release of the Bloft Mk2 is to be expected in 2024.