 charliex
charliexMachine has been ordered on or about 7/8/2012, supposed to be here on 7/15/2012. Spending most of the weekend clearing out the garage and reading about the different kits available to convert.
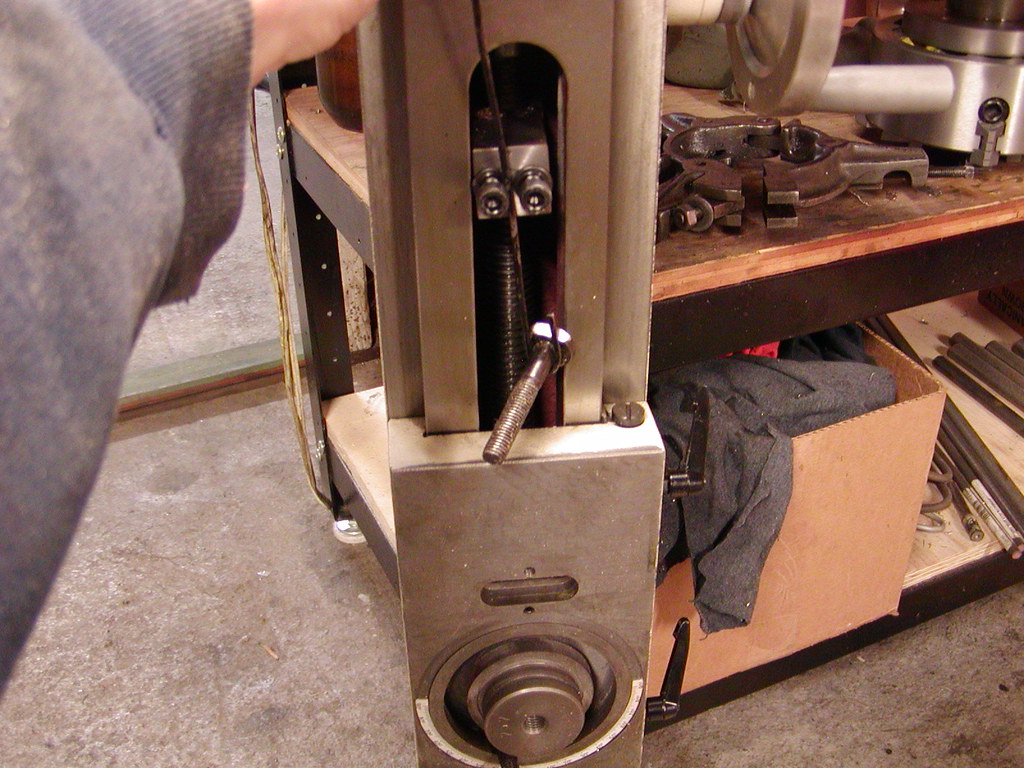
As with a lot of these types of things, you need heavy tools (a CNC would be useful) to make a CNC , parts of the saddle have to be ground out for the ballscrews apparently.
My choices were go with a pre built like the Tormach or Precision Matthews etc, grab a pre conversion from Craigslist, get the CNC Jnr from craiglists the guy has been bringing the price down steadily ( Don't buy it!, they're not good mills) , shame since they're "made" locally.
Sometimes you want the machine, not to have another project to make a machine, but we're looking about 10K for a Tormach, $4,500 - 6000 for a G07040 pre made conversion, or about $2500 for a do it yourself. The machine is about $1,200 shipped, CNC kits are about $700. A bunch of people make them, but they're all pretty much just mom and pop outfits and are just snowed. I haven't decided which one to get yet, there is the cncfusion, or cncconversions etc. I've read most of the internet about all the different mills is and the info i came up with is that after you've read all the reviews, they're either a don't buy, or a 50/50 love/hate. Unless its a used bridgeport knee mill thats been converted (there are lots around here but lots of competition and a bit bigger than i wanted).
Hoss seems like a guy who has put a lot of effort into the conversion and these types of mills.
Anyway I guess i have to pop to HF and pick up a 2 tonne engine lift as well this weekend, time to dig out those 20-25% off coupons.




































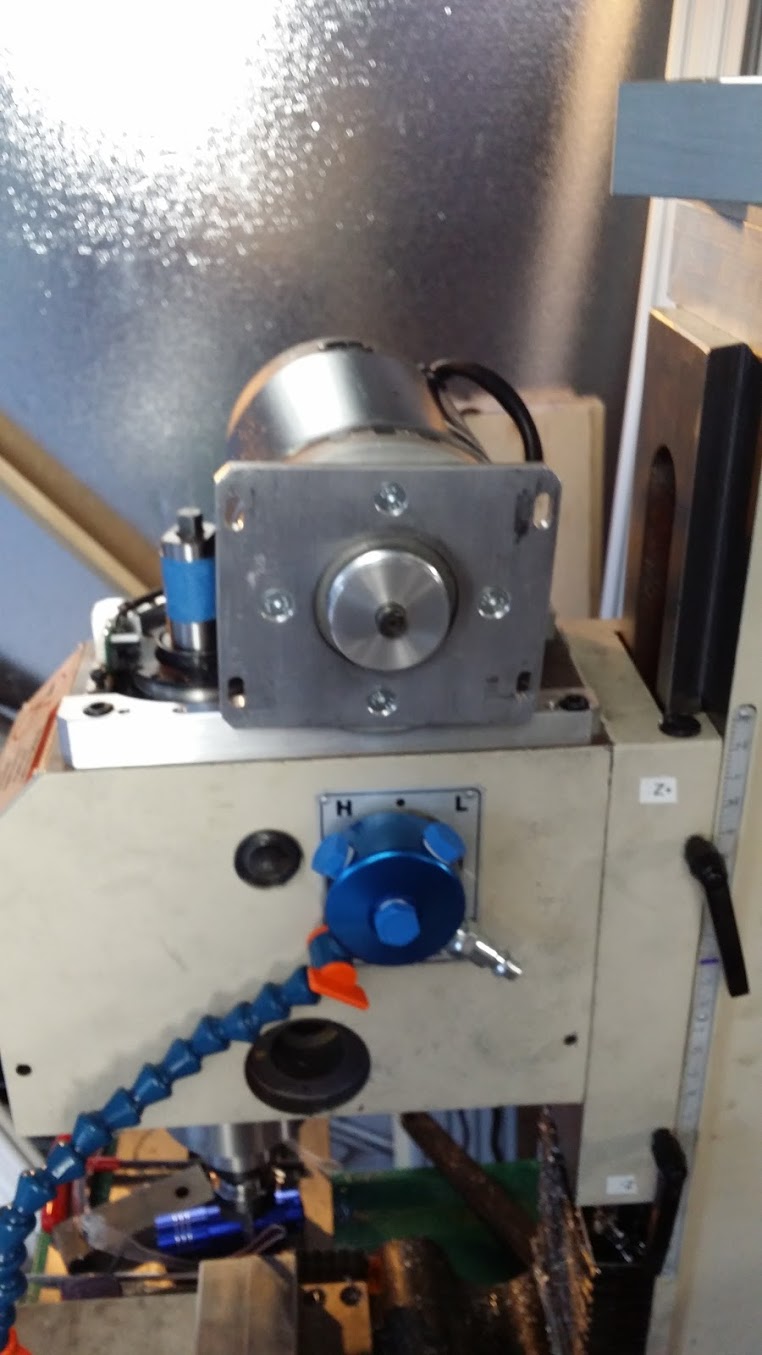
 ahem, i'll explain later... also brake is for a resistor to help slow the motor
ahem, i'll explain later... also brake is for a resistor to help slow the motor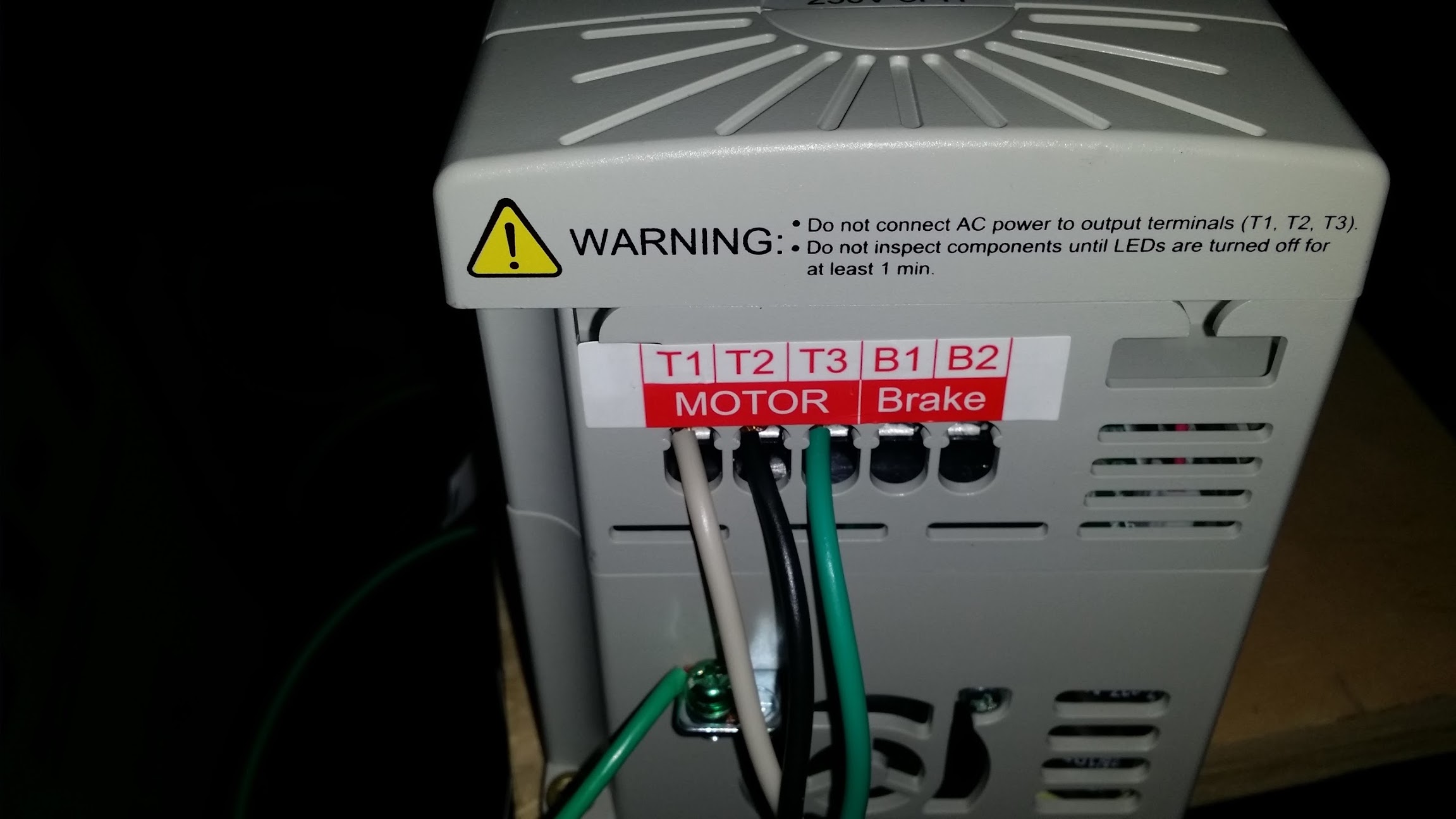



 this thing keeps growing, not sure how much load it can carry
this thing keeps growing, not sure how much load it can carry

















 dekutree64
dekutree64

 polyfractal
polyfractal
Great write-up. Your posts caught my eye when I saw the photo of the metal store in Phoenix. I love that place! I'm like a kid ina candy store there. Was just there a couple weekends ago getting some aluminum for my G0704 CNC "Hoss" conversion (so nice to have a place like that open on Sat mornings). I'm near Sedona, so a bit of a drive for me but worth it.
Thanks for sharing.
(coherent on cnczone)