Giovanni
Giovanni-
15
06/19/2017 at 22:02 • 0 commentsQuite a bit late with this update! Things were chaotic on both personal and professional levels last week. Fun fact, my phone got the infamous "bootloop" since Saturday and it's dead cold.
I have been very busy developing the product for the Kickstarter, the GoLovely makeup organization line. Please check it out at: www.hackaday.com/GoLovely.I will be posting regular updates there in more detail about that specific project.
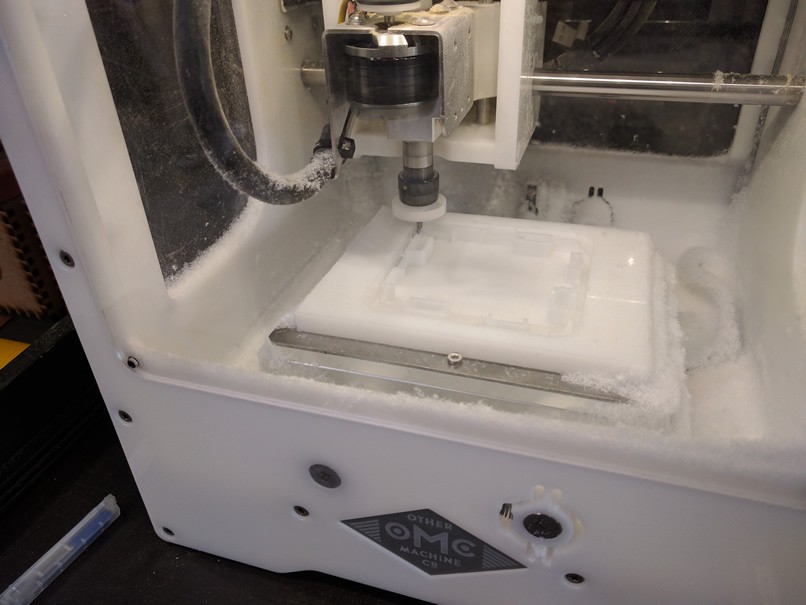
Most of the work now involves a lot of prototyping in order to test final concepts and dimensions. At one point I realized there was a component I could carve with the Othermill. Alberto (https://hackaday.io/project/9976-dtto-explorer-modular-robot) helped me figure it out as I knew exactly zero about how to operate the Othermill. Turns out its setup is pretty much like the Shopbot, but smaller!
![]()
![]()
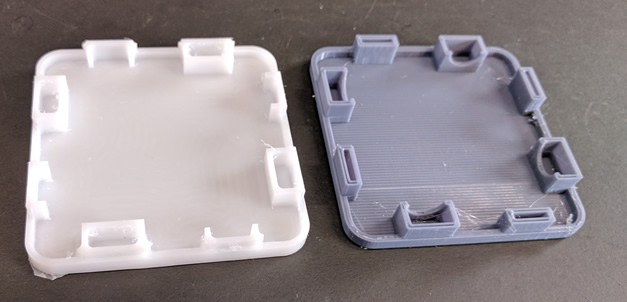
CNC milled part vs 3D printed.Which one do you like more? Even though the finishing is much better with the Othermill, CNC prototyping is usually much more limited as there are only a few axis you can work with.
![]()
![]()
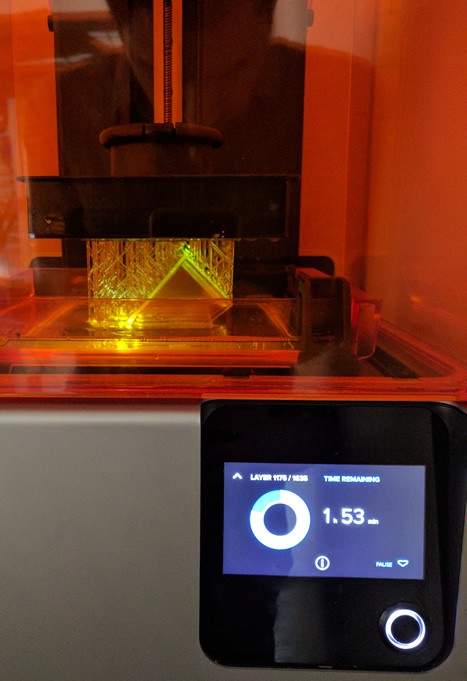
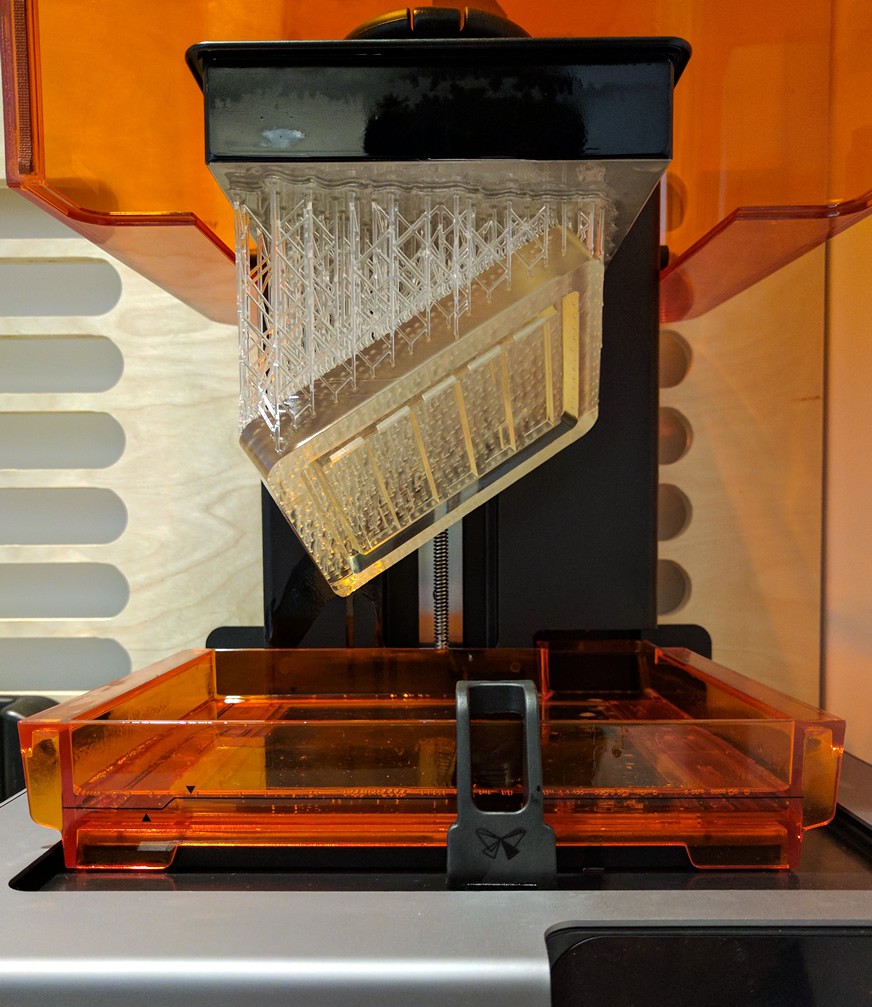
Lo and behold to the Formlabs' Form 2! Now we are talking!
Next week I will be showing pics of the first fully ready samples.
-
14
06/11/2017 at 20:54 • 0 commentsHands on!
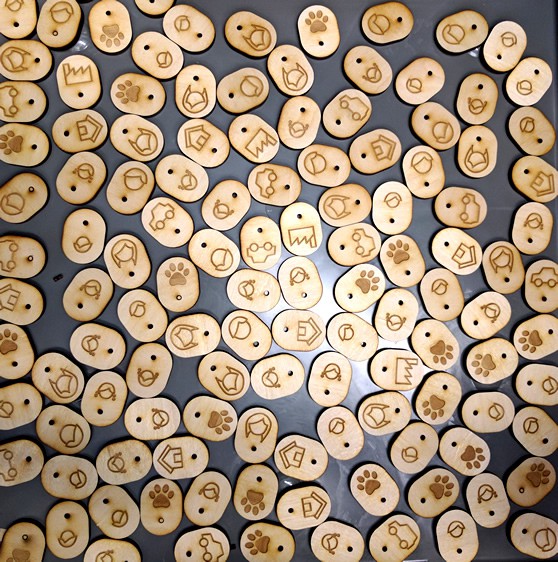
Last week we printed the first cavity of the mold and boy is that process slow. 40+ hours!!
![]()
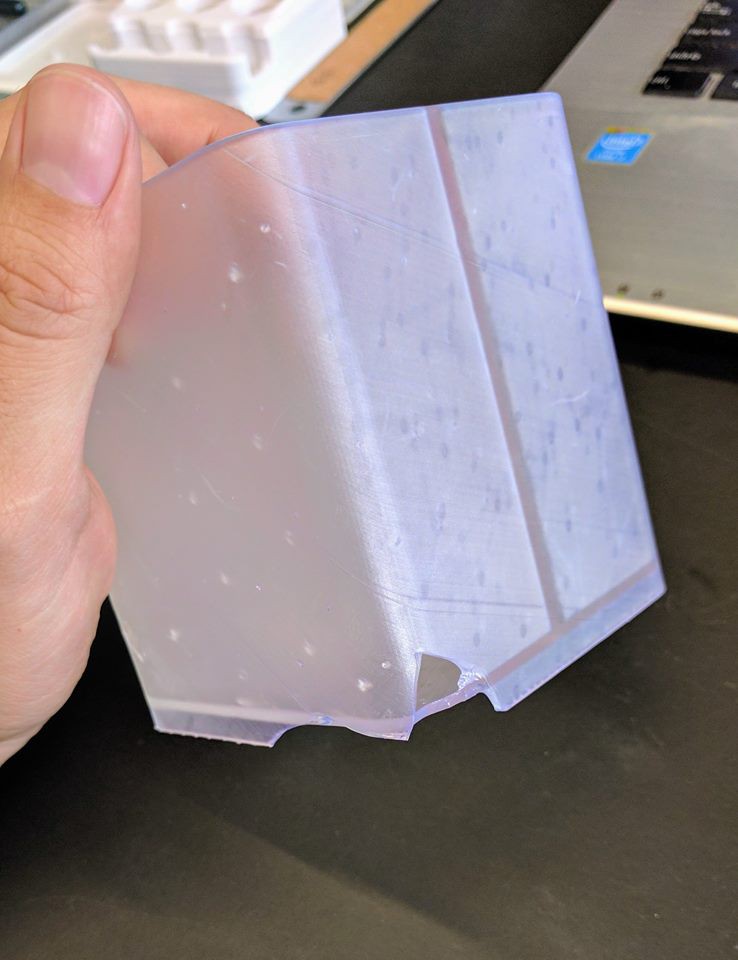
Anyways the results as you can see are stunning.
![]()
The aluminum for the frames is here too and next week we'll be doing some serious Tormach-ing! Both cavities and aluminum frame have been redesigned a little bit in order to allow the cavities to fit the Formlab's bed, but nothing Fusion 360 could not handle. That's the beauty of parametric design.
3D printing however, is not a pain-free, drama-free process:
![]()
Tears were shed.
So last week I mentioned I was working on a Kickstarter campaign. Well, I am! And a lot of work and effort is being put into it. Next week I will open an additional project with all the information about it, and I will be updating both projects. Here we will talk mostly plastic injection mold, and the other will be entirely devoted to sharing the product development process and how everything is coming together.
![]()
See you soon!
-
13
06/04/2017 at 04:13 • 0 commentsI have previously discussed the Product Development Process here and even when I've been through that so many times in my professional life, it is always exciting to start something. It is like a wish list for Santa, except that you are both the kid *and* Santa. After printing a few prototypes and testing them with the FDM, it is time to think about the Development/Prototyping/Manufacturing stages. The product might be doable on a limited scale, but, will it replicate easily? Will the manufacturer understand what you are trying to achieve, what you are trying to avoid? Will the workers?
So it is important to understand that each stage does not necessarily "transports" itself to the next.
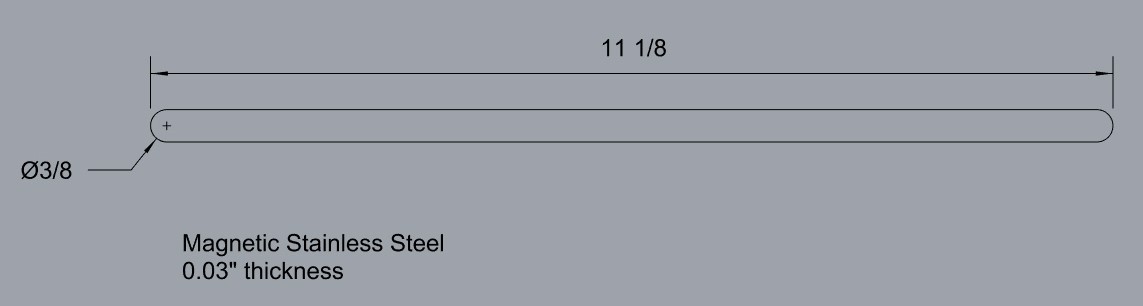
I am saying this because I got so caught up in the manufacturing planning that I was just fixated about buying a stainless steel sheet and having it cut with laser or waterjet just for a couple prototypes I'm working on. After calling a few places in and around, I just couldn't get the price lower than $200 USD for a few of these lousy pieces of metal. Two hundred dollars??? Who do you think you have, Chelsea Stainless Steel Clinton???
![]()
Ideas started to build up, I started talking to people around the DesignLab, Dan suggested buying metal strips instead, and I suddenly remembered one of the tools that got me through my university days:
![]()
Ups, no, not that. My bad.
I meant this:
![]()
The wonderful Dremel!
I am telling you: There are a zillion things you can do with one of these. I will cut the strips with the discs, and grind and polish them with different stones. I don;t know why I did not think of this before. You NEED one of these if you make things. There are a lot of cheaper brands if you do not want to spend on these, but Dremel is not that expensive actually. And very reliable.
This next week is going to be about the final models and hopefully we will start taking pictures. Can't wait!
![]()
-
12
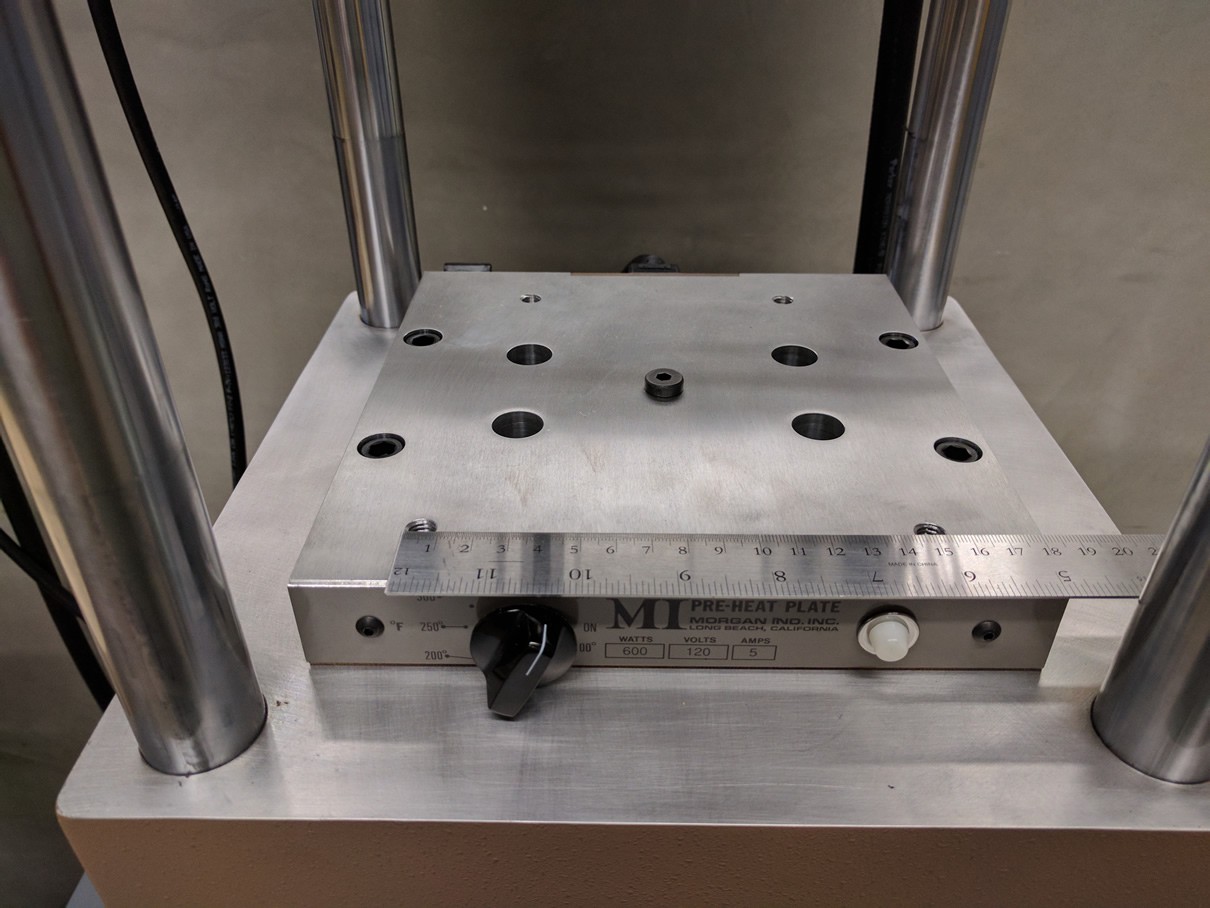
05/28/2017 at 19:16 • 0 commentsHaving the Plastic Injector fully operational was without a doubt the highlight of the week. Kudos to Trey, the resident intern, who read the Manual in record time and did most of the leg work.
![]()
Now, we just need to: get the metal plates, create the tool path, test, mill, 3d print the cavities, UV the resin (and for this Dan is creating a UV/heating chamber), test, build the mold, test, purge, test, and we'll be ready! Easy peasy! I don't know why people complain that much about plastic injection being "a hassle".
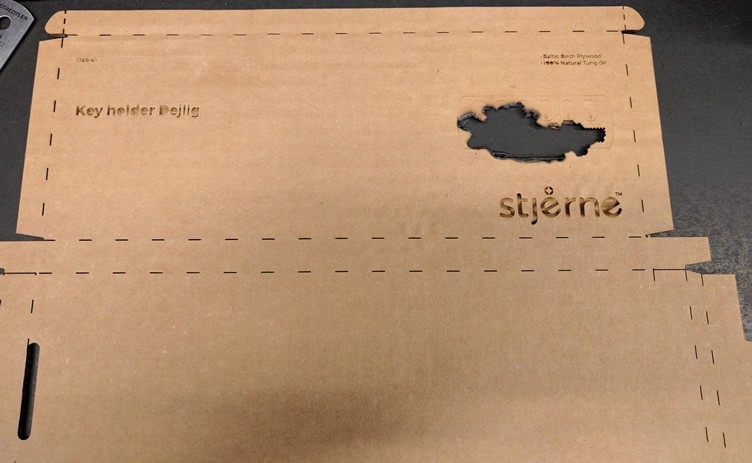
![]()
Last week's box, now without the printing!
And finally,... working on a Kickstarter Mind Map to help me figure out whether launching a campaign will be an utterly complicated task, or it is indeed an attainable goal.
![]()
-
11
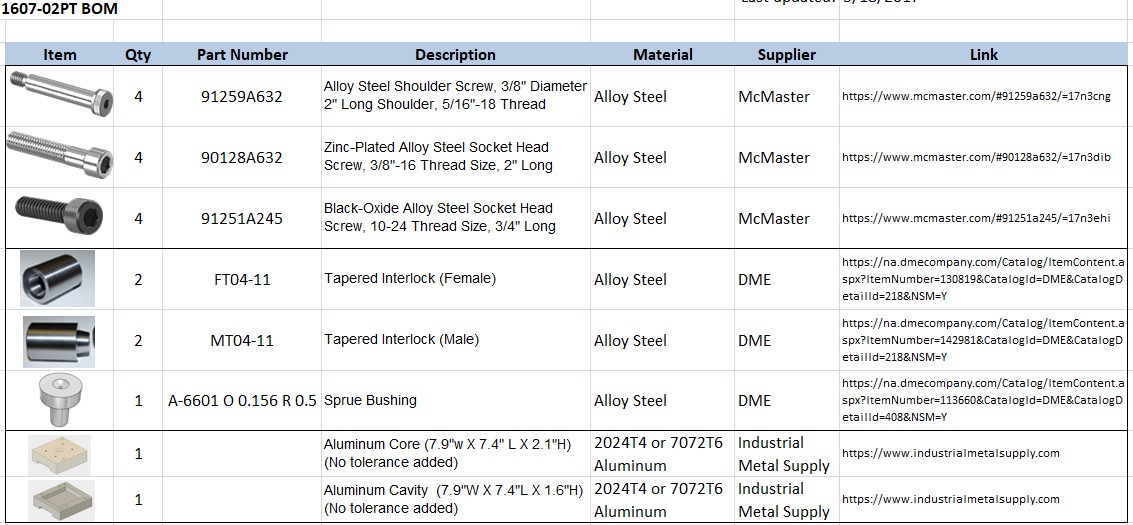
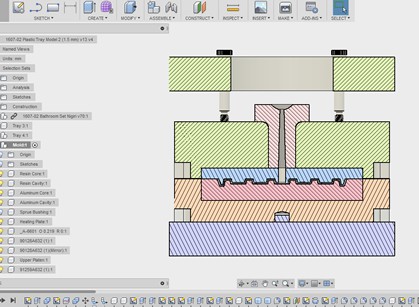
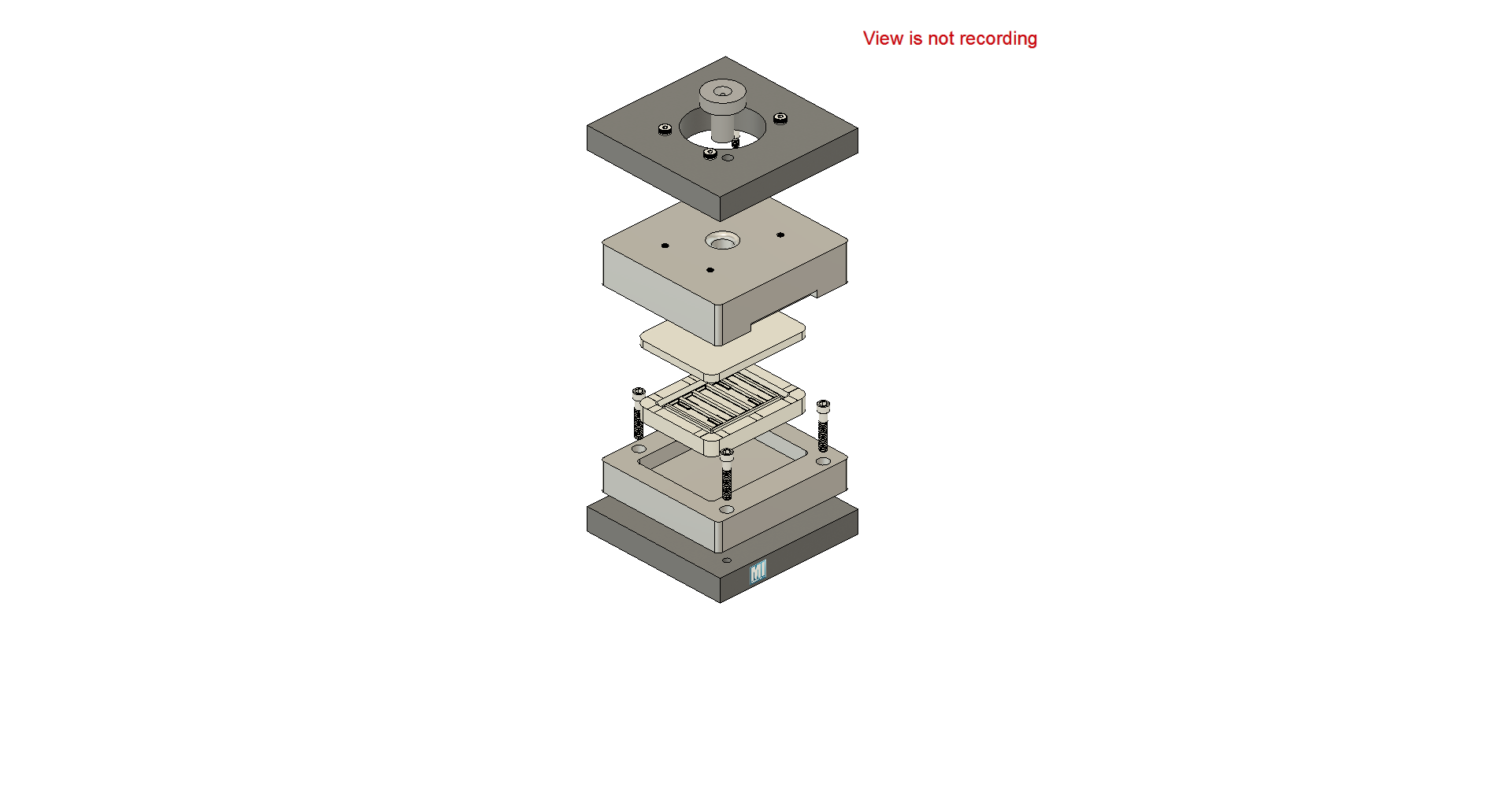
05/21/2017 at 21:11 • 0 commentsI finally completed the plastic injection mold's BOM and the parts have been ordered. Here it is! If you have any questions, suggestions, I'll be happy to talk about it. This is a screenshot, but all this will be added to the parts list. I have learnt that McMaster is a great source for specific components, but for production runs, their prices quickly add up.
![]()
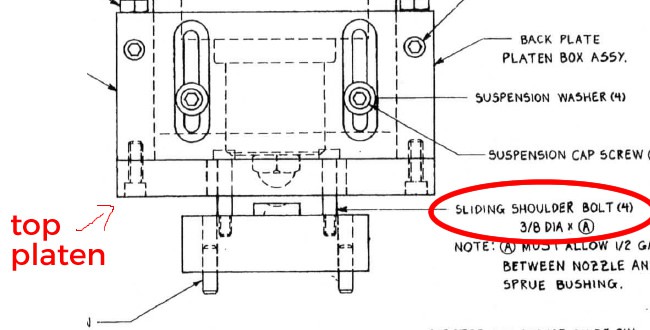
There is only one thing that has been bothering me a little and it is the mold's alignment when clamping. The Sliding Shoulder Bolts are screwed to the mold's core (top), and they hang on the top platen of the plastic injector. This is what allows the mold's core to slide up and down. Well, there is some tolerance between the shoulder bolts and the platen. It is necessary, otherwise they wouldn't slide smoothly. That tolerance is about 1/64" (0.4 mm).
![]()
The question is, will the tapered interlocks align the mold precisely? I know, there is such thing know ans alignment pins. But I did not add them to this mold. Complicated enough as it is!. And I know, we're talking fractions of a millimeter. But still :) .
Mental note: Laser cutter are not printers.
![]()
There is another cute little project on the way. Will show more next week!
![]()
This felt like a short, productive week. And the next will be even more intense. So here is this photo from last Thursday to remind you that not everything in Pasadena is work. Cheers!
![]()
-
10
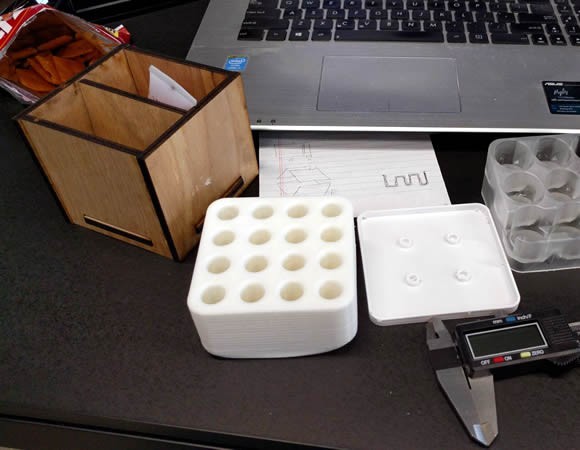
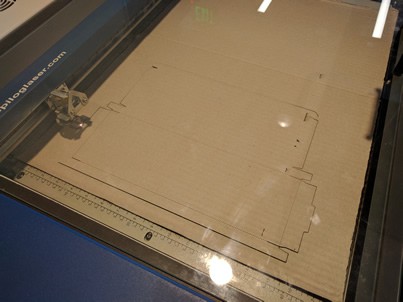
05/14/2017 at 21:53 • 0 commentsSo I was prepared to start a 3D printing of the whole mold, with cavities other components and stuff. Of course, everything printed separately. I am planning to build a mock-up mold that we can load on the injector and verify dimensions before buying and printing the expensive stuff.
That's when David suggested a great idea: while there are some components that must be 3D printed, some parts of the mold can be layers of mdf cut with a laser cutter. This probably requires an extra 2 hours of my time, but the mock up core/cavity can be ready in one day, instead of the planned 3 - 4 days of a gigantic printing task (provided that my prayers to our Lady of the Perpetual ABS warping are heard).
The BOM will be ready tomorrow and I will post it here a few days later. If anyone finds something there that does not look right, any comments will be deeply appreciated!
![]()
As far as the Organizer goes, it is experiencing some manufacturing problems. Apparently, maple's hardness is too much for the band saw and it will not cut through. That forces us to cut a series of steps to form a slope that then can be shaved off. Interesting approach, but if you are ever thinking of mass manufacturing (where you usually pay machine/hour use), this approach is far from desirable. Back to the drawing board!
![]()
-
09
05/07/2017 at 04:20 • 0 commentsI love the smell of..... methacrylate resin, burnt mdf, and molten ABS in the morning.
![]()
Smells like... victory?
All three machines were operational (I was working on the extruder) and it was early in the morning so I wasn't giving up my cup of coffee just to go and make sure my printing was working right. How irresponsible would that be?
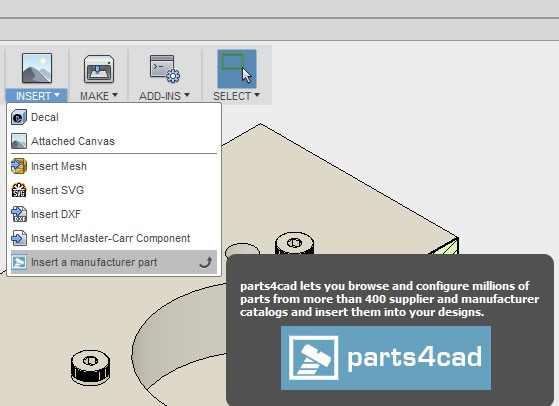
When designing products or molds that need standard components, nothing beats McMaster-Carr and Parts4CAD. It is really easy to look up specific components directly from Fusion 360 and load them to your models. Instant gratification (or frustration)!. The McMaster library definitely works for Solidworks too, and there might be other 3D Apps that can use it too. Or just download the STP files directly from their website.
![]()
So not a lot of photos this week. I have been working on the mold and that means some walking down to the injection machine and browsing through papers and more papers. Sometimes dimensions are expressed in mm, sometimes in inches!
![]()
And this is what's been keeping me busy. Almost all the basics are there, next week for fine-tuning, stock material acquisition, standard components verification:
![]()
-
08
04/29/2017 at 01:46 • 0 commentsThis week flew fast!
Shopbot is a few steps away from being fully adjusted and ready for some serious CNC toolpathing (if that's a word). In the meantime, I have moved away from plastic design, to... MOLD DESIGN! Yup, that was fast. Now, at any given time I have around ten thousand tabs open on my Chrome browser, all related to: Advanced Injection Molding, Beginning Injection Molding, to Google, define: "molding" (if you don't get the Simpsons' reference, you're too young).
![]()
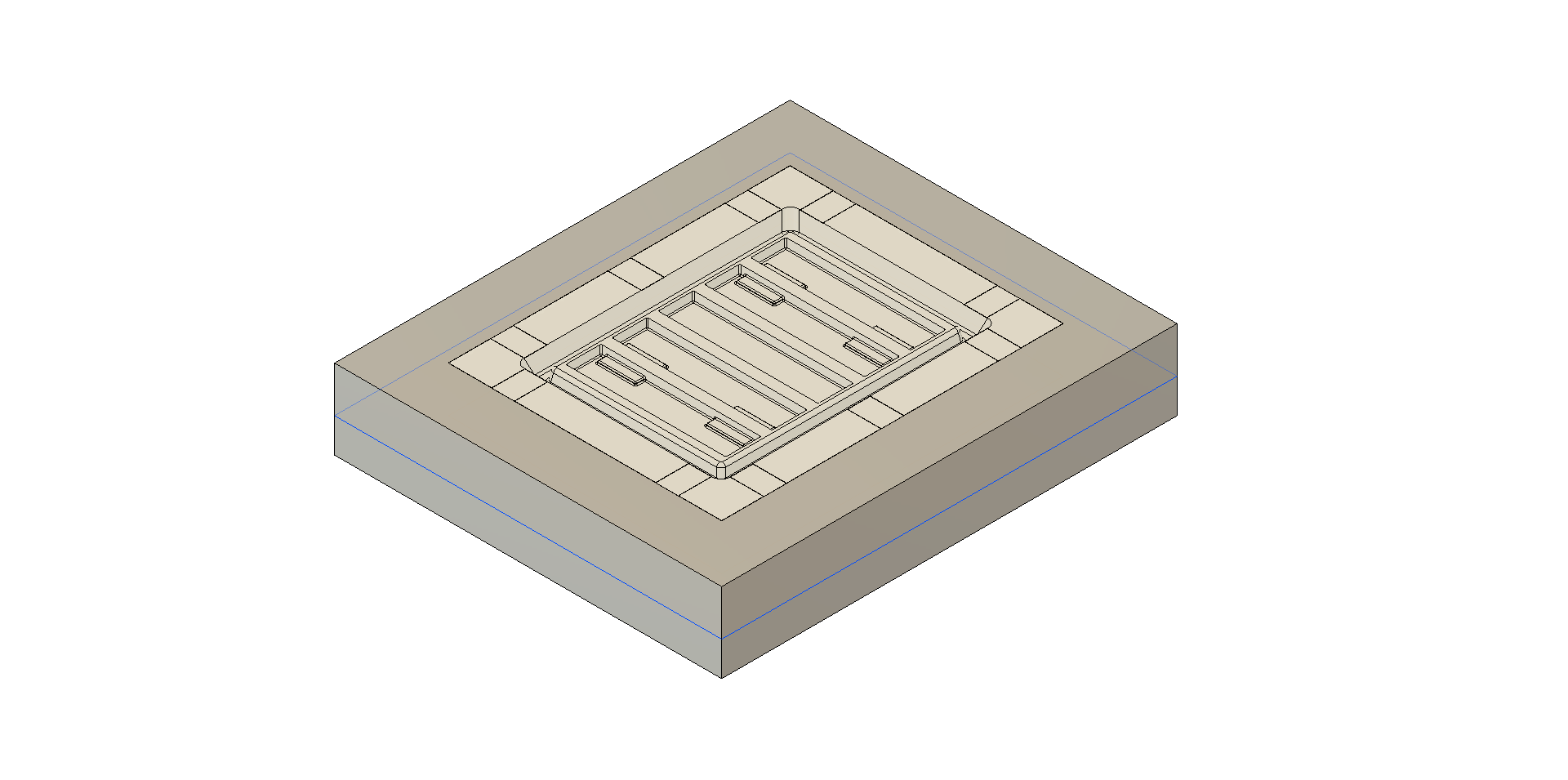
The molds plates will be made on aluminum and the cavity and core will be 3D printed. This is new technology that is still being tested, so there are not a lot of documents with definitive answers. But I think the combination of a small plastic injection machine + Tormach + Form 2 SLA 3D printer can only yield interesting results. Not a lot of interesting images this week, but something tells me the next will be pretty exciting.
![]()
-
07
04/22/2017 at 19:32 • 0 commentsIf you follow the SupplyFrame Designlab's twitter (which you definitely should), you might already know that the ShopBot is undergoing an intense revamp by Dan. That will allow us to have a more flexible work area.
![]()
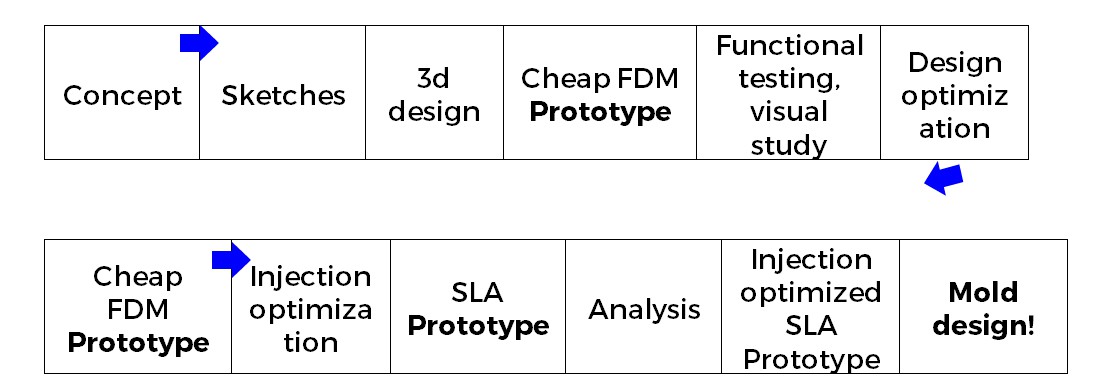
And not being able to use the ShopBot means... time to use the Formlabs Form2! I am just a few steps away from preparing for plastic injection, and the process I usually follow could be summarized as follows:
![]()
Looks like a lot of steps but unless you know exactly what you are doing, this is what helps me achieve the best results in a relatively short period of time.
And so we can see a lot of prototyping in the process. FDM is by far the cheapest and quickest option so there's where we study form and function. Lot's of screw ups and fun and games. We make some physical assumptions too. Once the design has been optimized, it is time for the real stuff: To adapt the part for the manufacturing process of choice. In this case it will be plastic injection with 3d-printed cavities. Time to optimize, add draft angles, study plastic flow, etc.
![]()
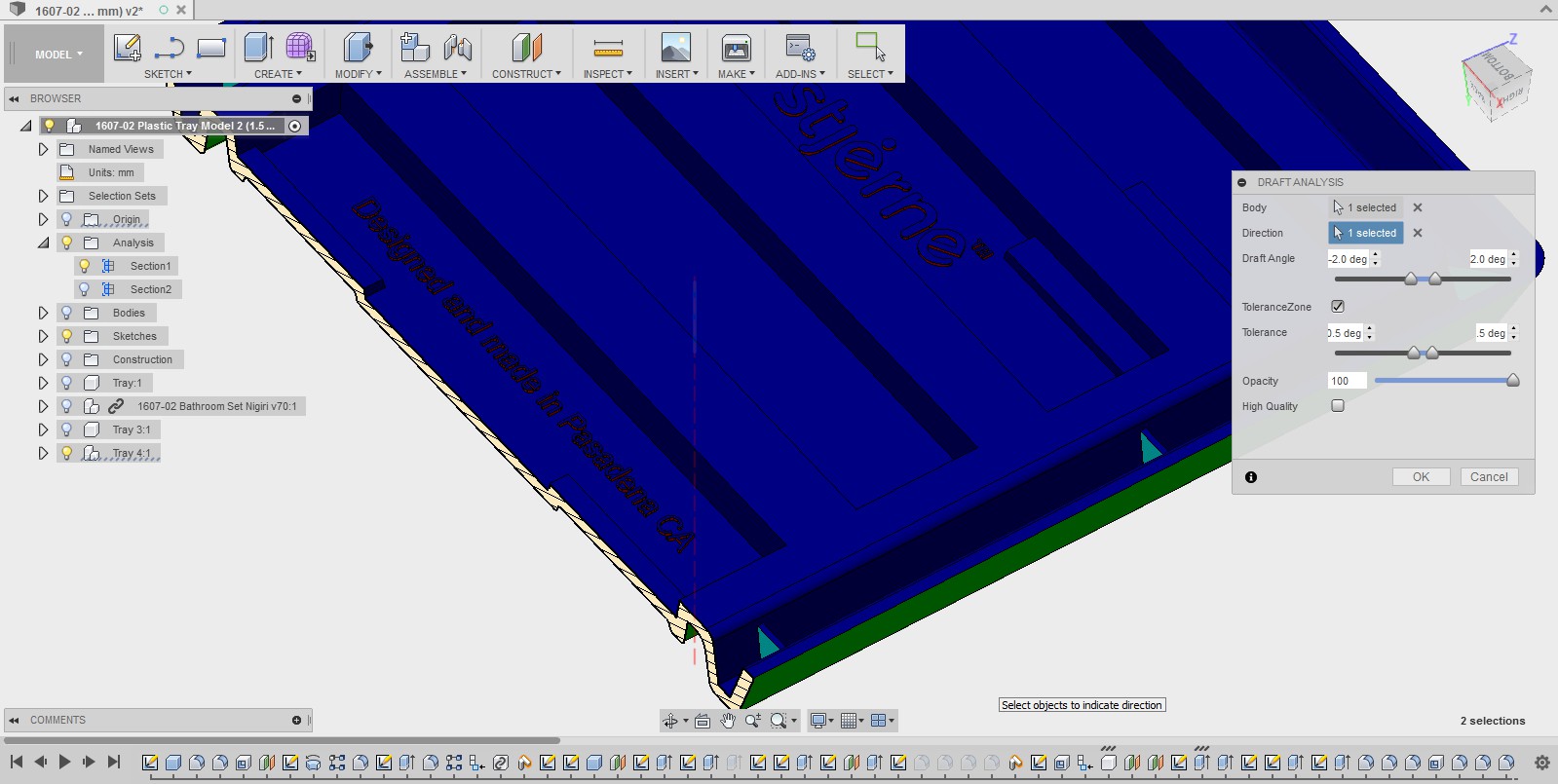
SLA models are not perfect but they are the next best thing available: Inspect angles, shapes, etc. I thought my model was ready but a few things showed up there. Among them: draft angles made the ribs too thick, so i "lifted" them up a bit, one rib was missing, and the bamboo soap dish that rests on this tray barely fits (I could have noticed this last part with an FDM prototype!). Time to go back to the drawing board and work around the edges. Most Design Software have a draft angle analysis but I have found Fusion 360's to be really easy to use:
![]()
Dave tells me that I should give the 0.01 in tall letters some draft angle but I'm still not convinced. Will I regret not following his advice?
And the new model is printing now!
![]()
-
06
04/13/2017 at 17:16 • 2 commentsWell it turns out that wood is not like plastic. Who would have thought that. If you are buying wood for special projects, it is pretty much like buying apples: You should go to the market, touch them, figure out if this was a good season, and hand-pick your favorites.
![]()
I strongly recommend this 5-minute read with a good, concise explanation about lumber and how it is sold. It will allow you toss a few tech terms at the lumberyard that'll make you look smart. I like to think that's what it did to me.
Anyways, wood can be bought rough or surfaced. The former is cheaper, but you have to, er, surface it. So make sure you have a surfacer, otherwise it will be difficult to get a smooth finish and most importantly, to properly zero it on a CNC.
![]()
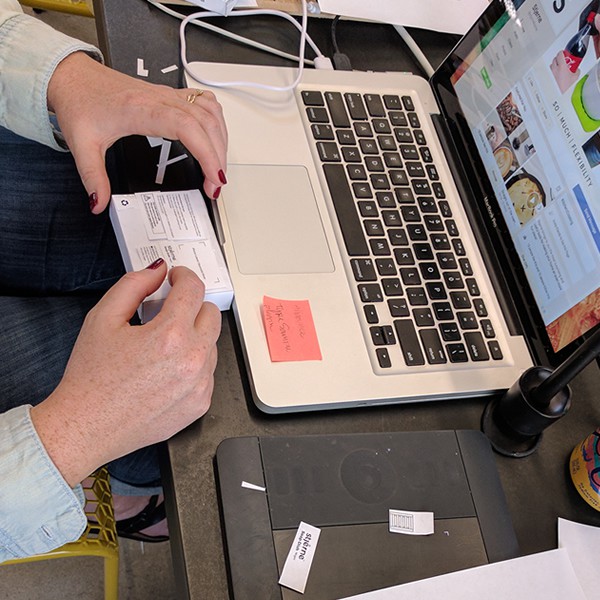
On to packaging design. I had a rough idea of how I wanted the boxes to look, and that's when Maggie came to the rescue! She helped me optimize the box design, and taught me the "slice and dice" technique to properly arrange the components a box must have.
![]()
slicin' n' dicin'
Yes, I had some Spam Sushi. Not as bad as it sounds, actually. But do not expect to see it in the Michelin Guide anytime soon.
![]()
Dejlig line
Home & office organization products. From idea to manufacturing and everything in between.