 Timo Birnschein
Timo BirnscheinThere are upgrades and there are upgrades.
Sometimes, an upgrade is a small thing. An LED here, a new line of code that improves things there... this is a major major livability improvement that I wasn't expecting to work this well:
I added a vacuum table to my mill. It's rather unbelievable that not every PCB mill has one.
The Issue:
Boards aren't flat. They never are. The CNC bed isn't flat either. You can make it flat but that costs a lot of time and potentially frustration depending on the material of the bed. My bed is laser cut plywood and I can cut it on my laser cutter. The carrier is 3D printed and I can print it on my 3d printer.
When placing a PCB onto the bed, it must be secured somehow such that it doesn't wonder off. Clamping it down might lead to warping since I press the material into the plywood, or worst, clamp it from the side. Then the PCB can be a bit warped and despite my best efforts, I was never able to get it 100% flat without spending 30 minutes on pushing and bending and rolling the PCB until I couldn't see and flex anymore when pressing onto the board with my finger. An insane piece of work that, if not done absolutely right, can ruin an hour long cnc job.
The Solution:
In the original version of the bed, I already had ribs to avoid warping during the print and to make the part a bit stronger since these ribs would add material to the perimeter. One night, I thought to myself: "Vacuum doesn't need much airflow, why not just make the ribs into tiny stand-offs and laser cut holes into the bed?" Well? Seriously, why not? All vacuum needs is a volume and a way to create suction, like using a vacuum cleaner. I have one that I never liked because the head is so ill-designed that it doesn't clean at all. However, when the hose is used by itself, it's remarkably powerful for a $50 part.
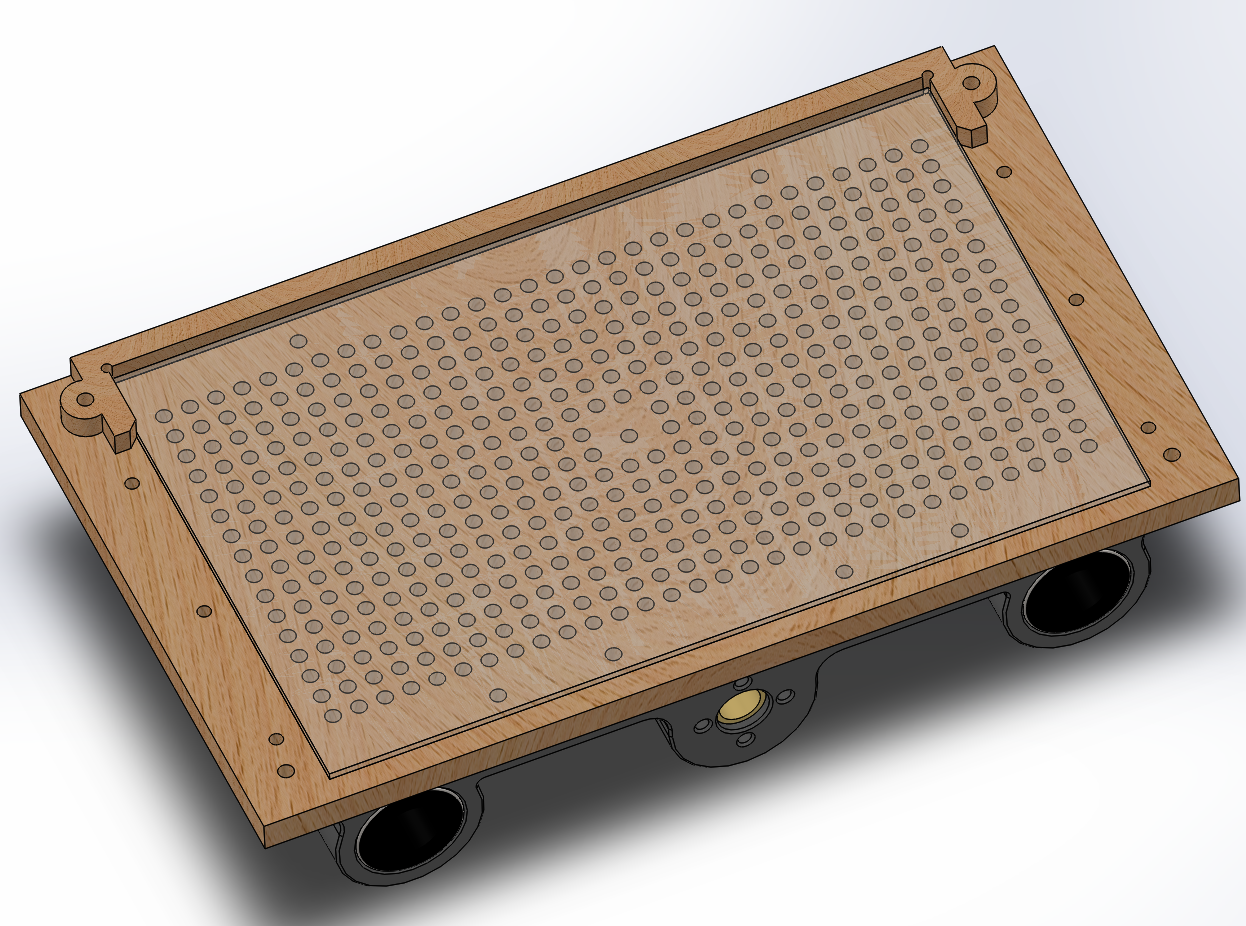
One morning, I decided to get to work and redesign the X-axis carrier to allow sucking the air out from underneath the bed.
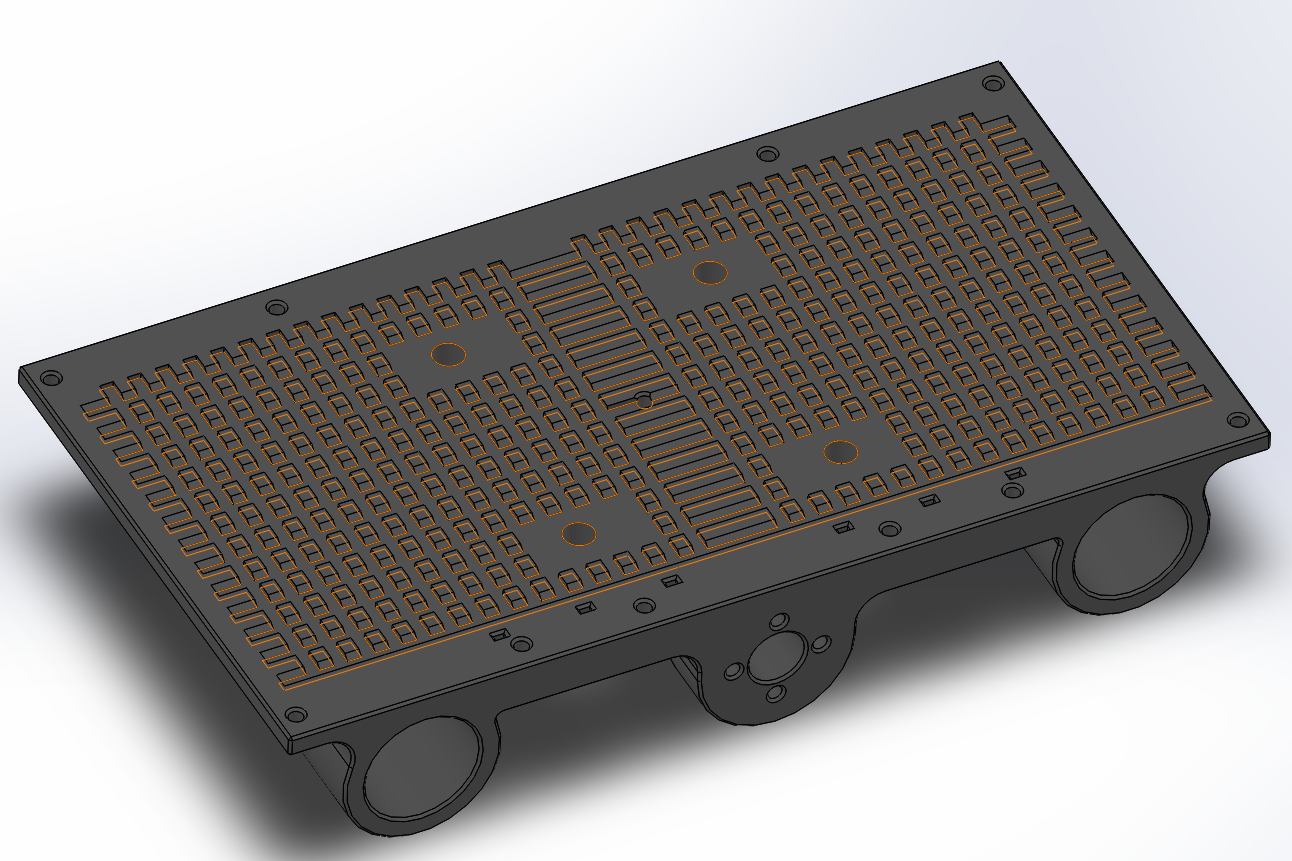
This is a rather large 3D-printed part (remember, the entire mill only needed three large 3D printed parts as everything is fully integrated). In addition to the field of little standoffs, I added four holes for the air to be sucked out.
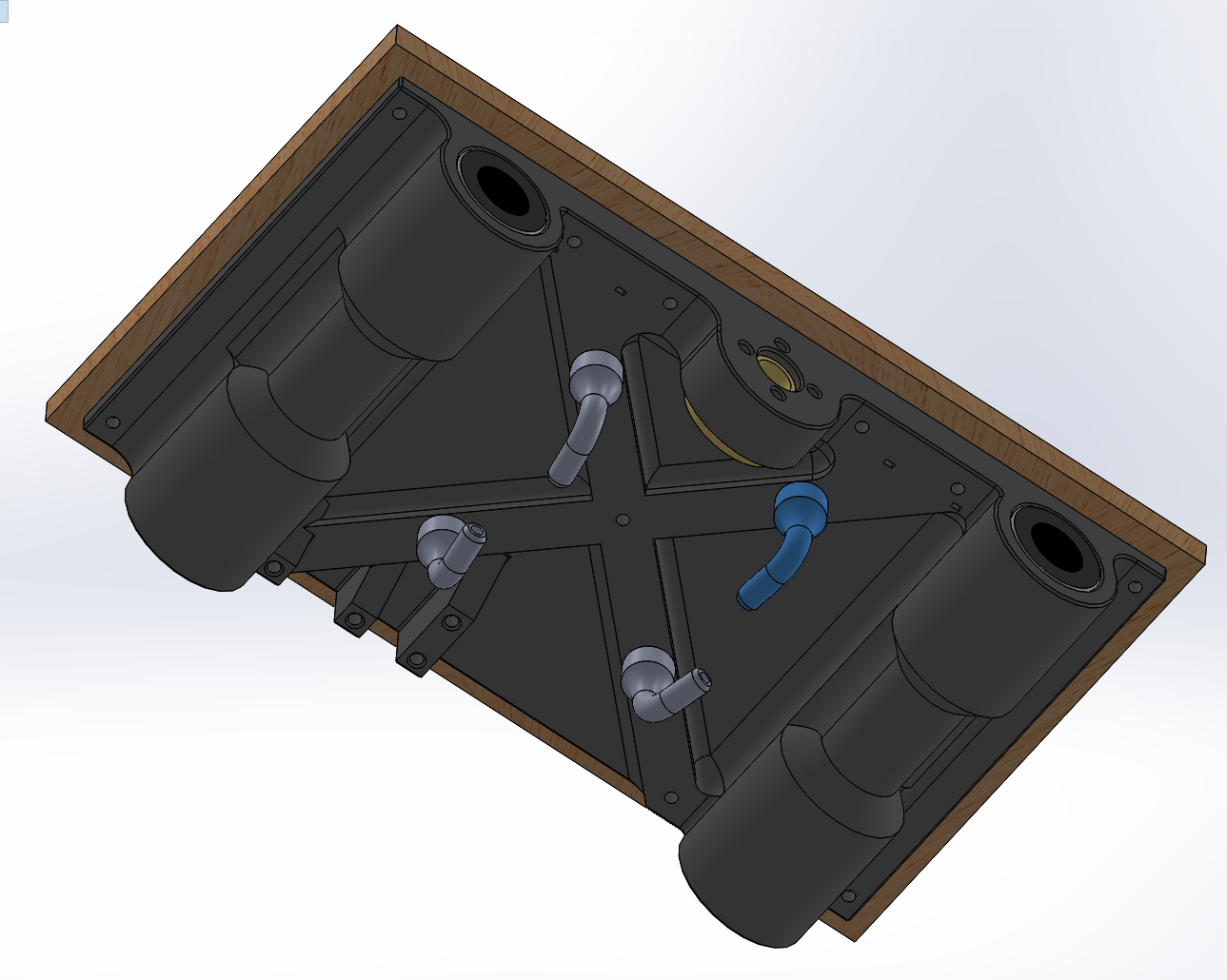
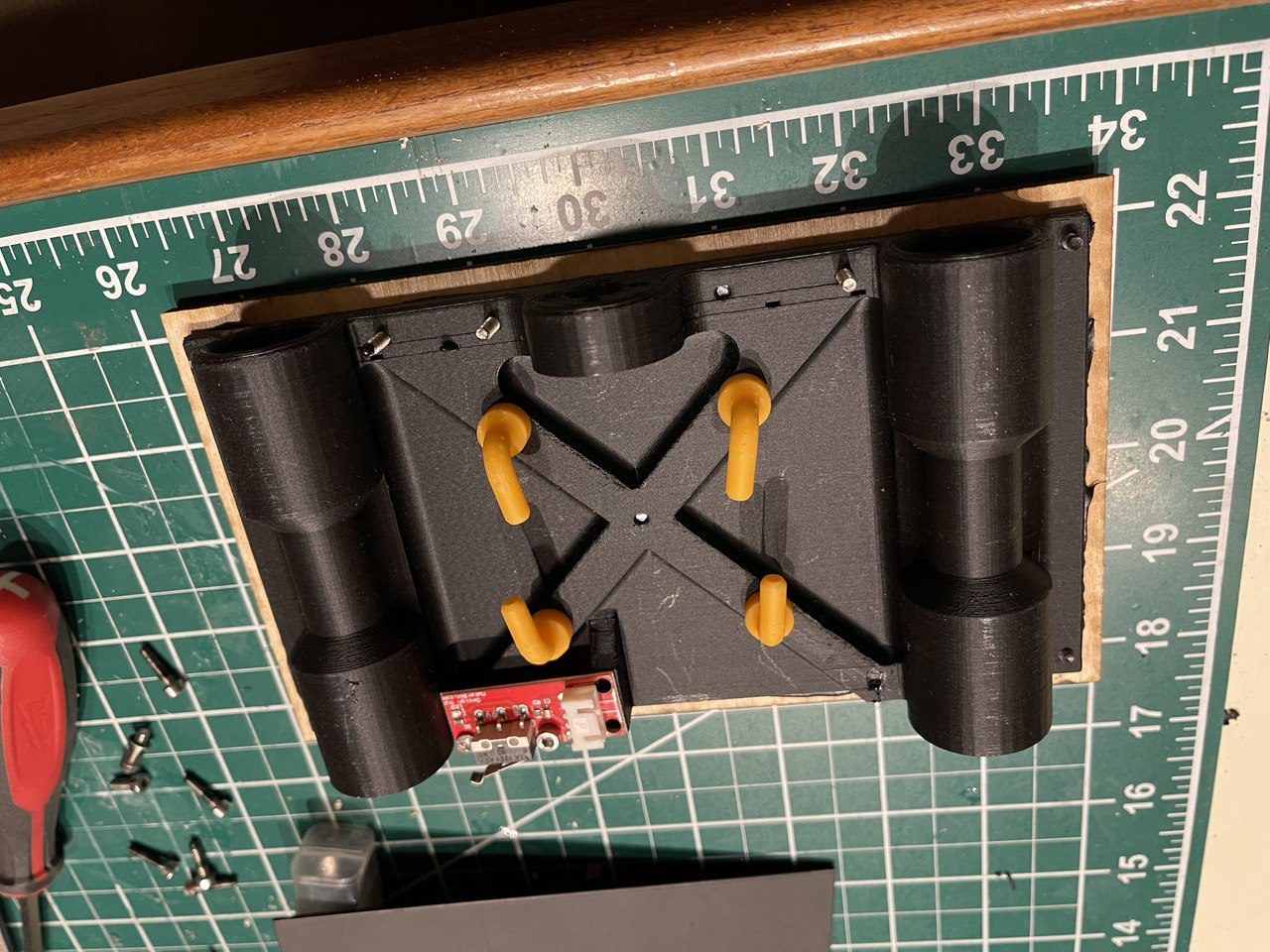
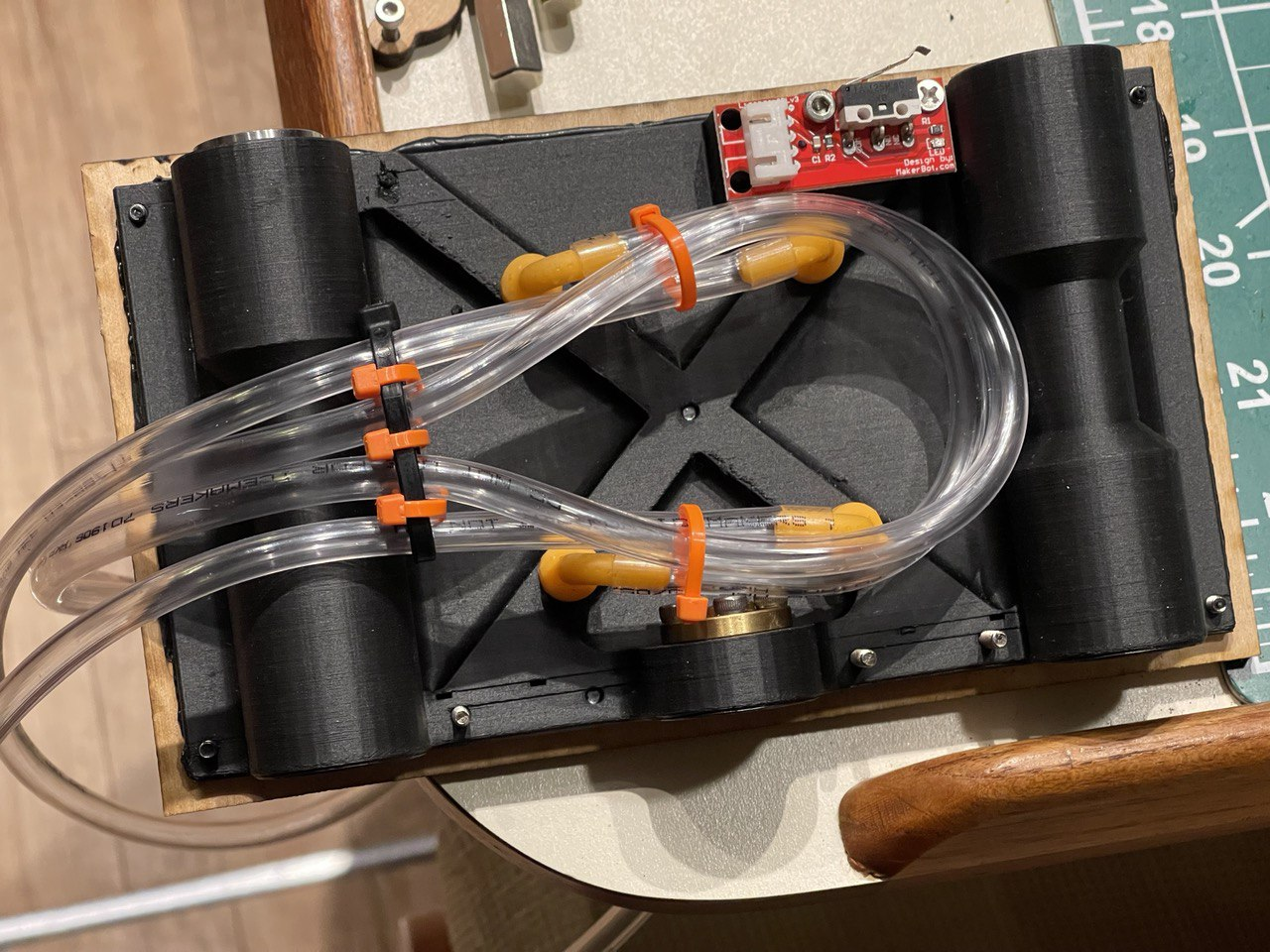
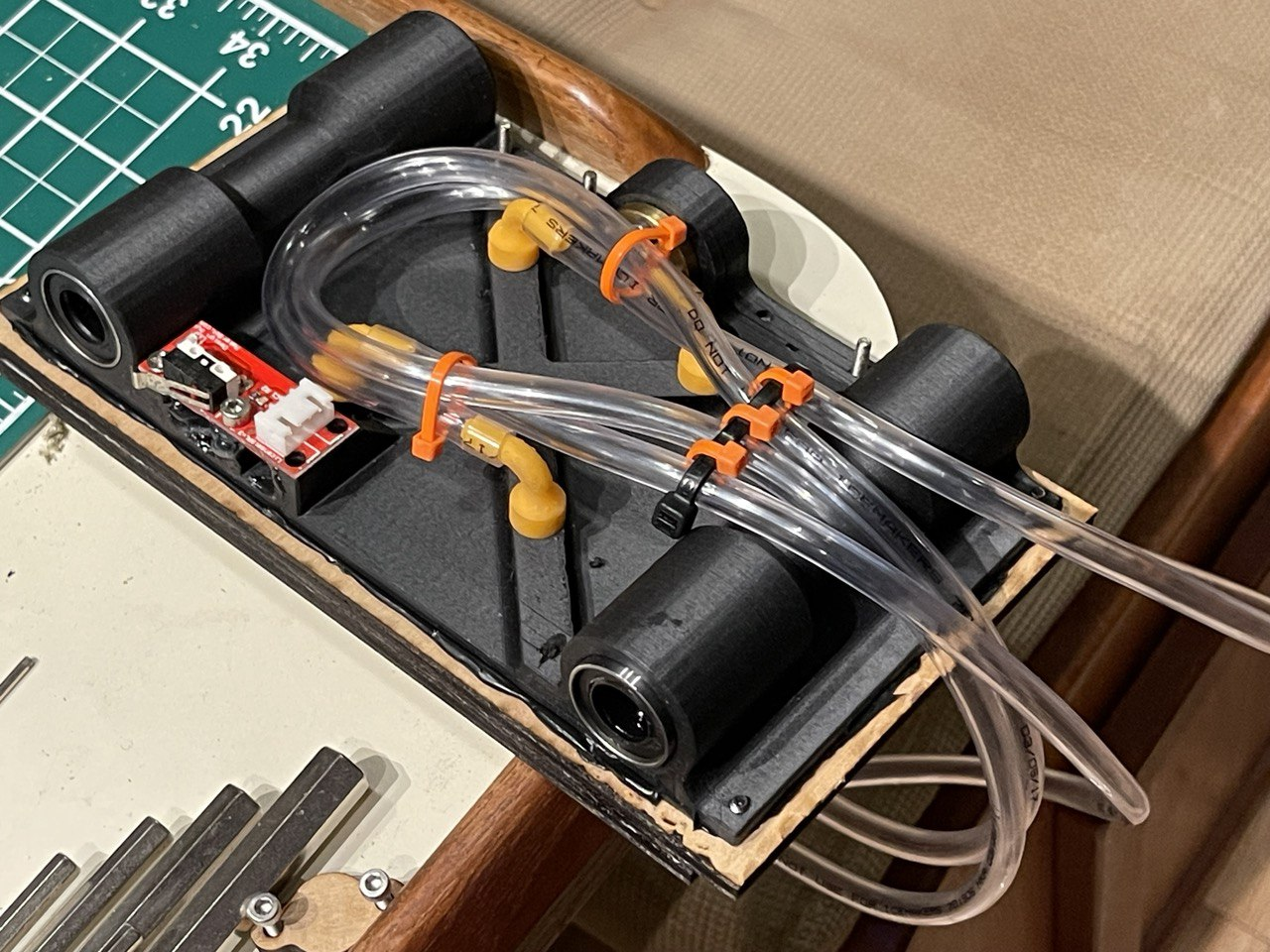
On the underside, I added attachments for clear tubing. I think mine are just 1/4" tubes that I slide onto the 90 degree angles. These are resin printed instead of purchased and even with standard resin, surprisingly strong.
The clear tubing then goes to my vacuum adapter that's mounted to the side of the mill:
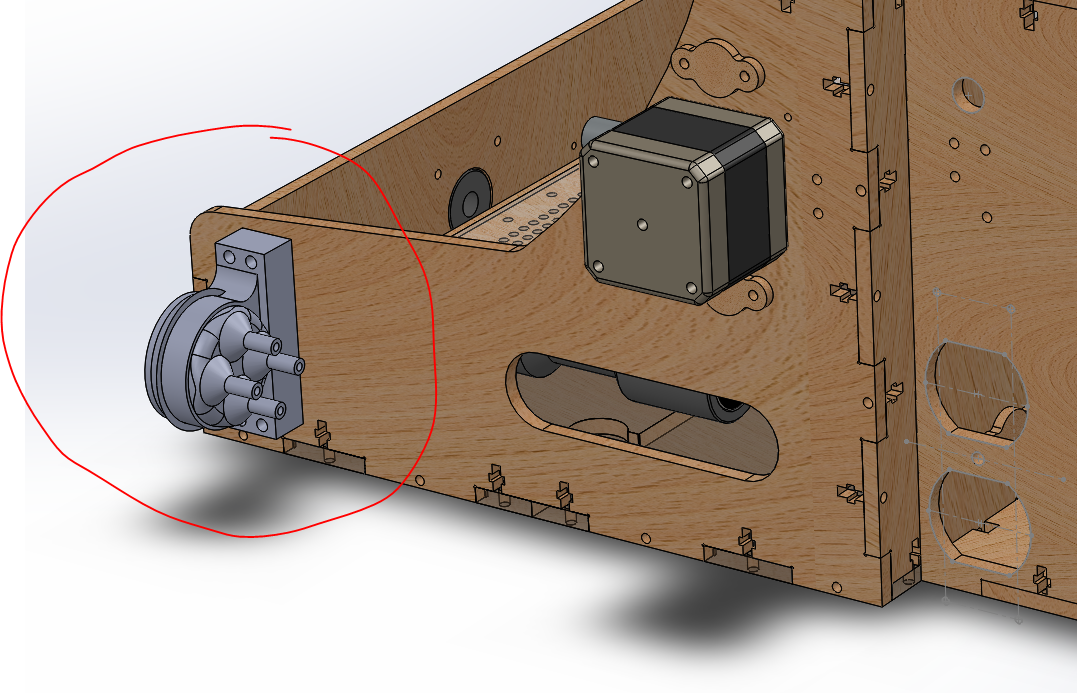
Here, I can just slide on my vacuum cleaner hose and everything is connected. It was a bit challenging to organize the clear tubing underneath the X-axis but with the help of various cable ties I was able to the the X-axis to move back and forth without additional resistance.
On the top, I added a new bed. This time, it was perforated with lots and lots of holes. My laser cutter lens was dirty and the cuts barely went through but I made it work and, spoiler alert, it works amazingly well!
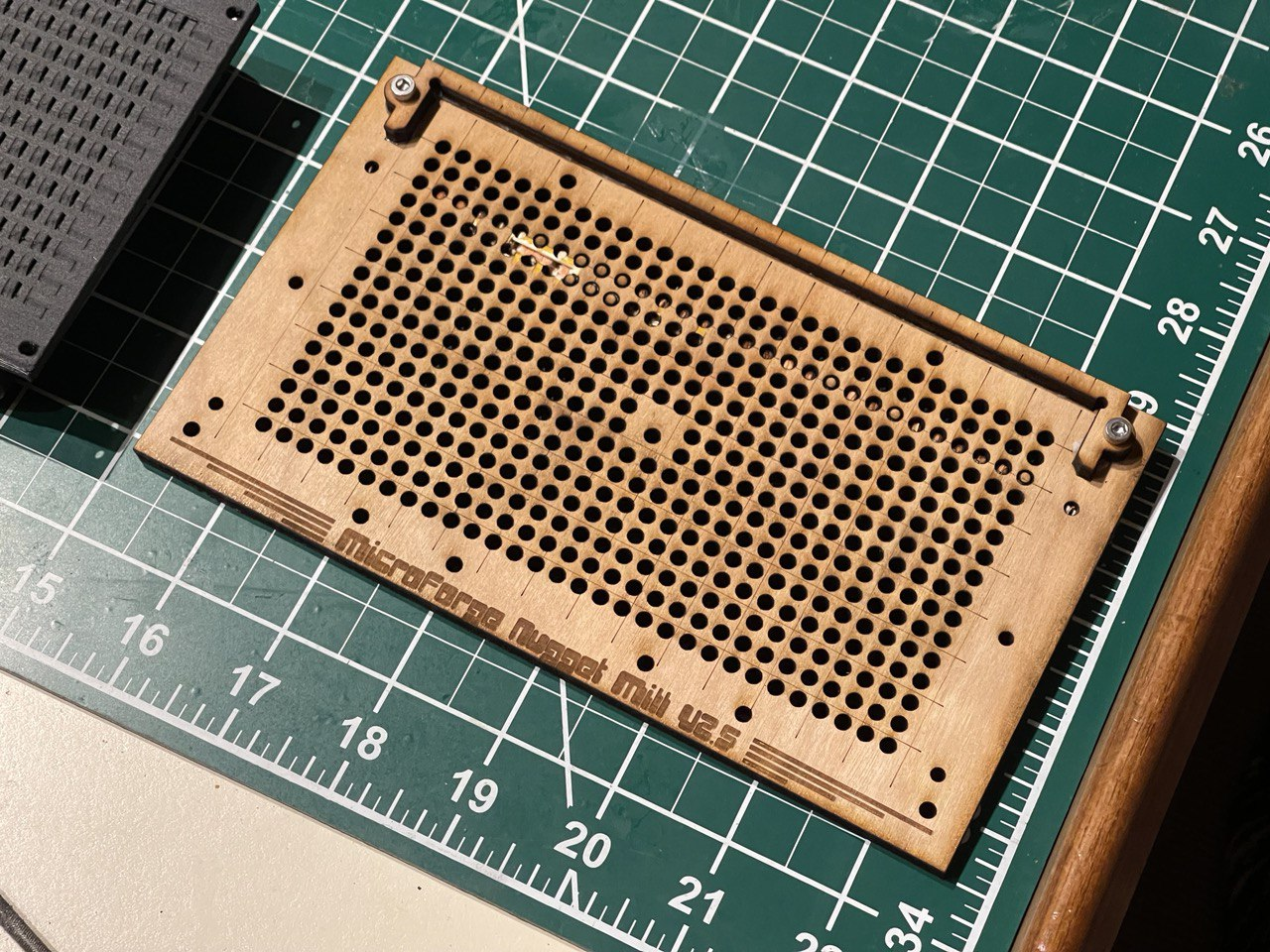
After I put everything together, I turned the vacuum cleaner on for the first time and was amazed that I was barely able to move the PCB with my fingers. I can probably pull on the board with 20N before the board starts to slide. That's a lot for a 0.2mm V-endmill. All holes that are not covered by the PCB that I'm using can simply be covered using either just paper or packaging tape or a matching piece of wood! As long as all holes are covered, the suction force is great!
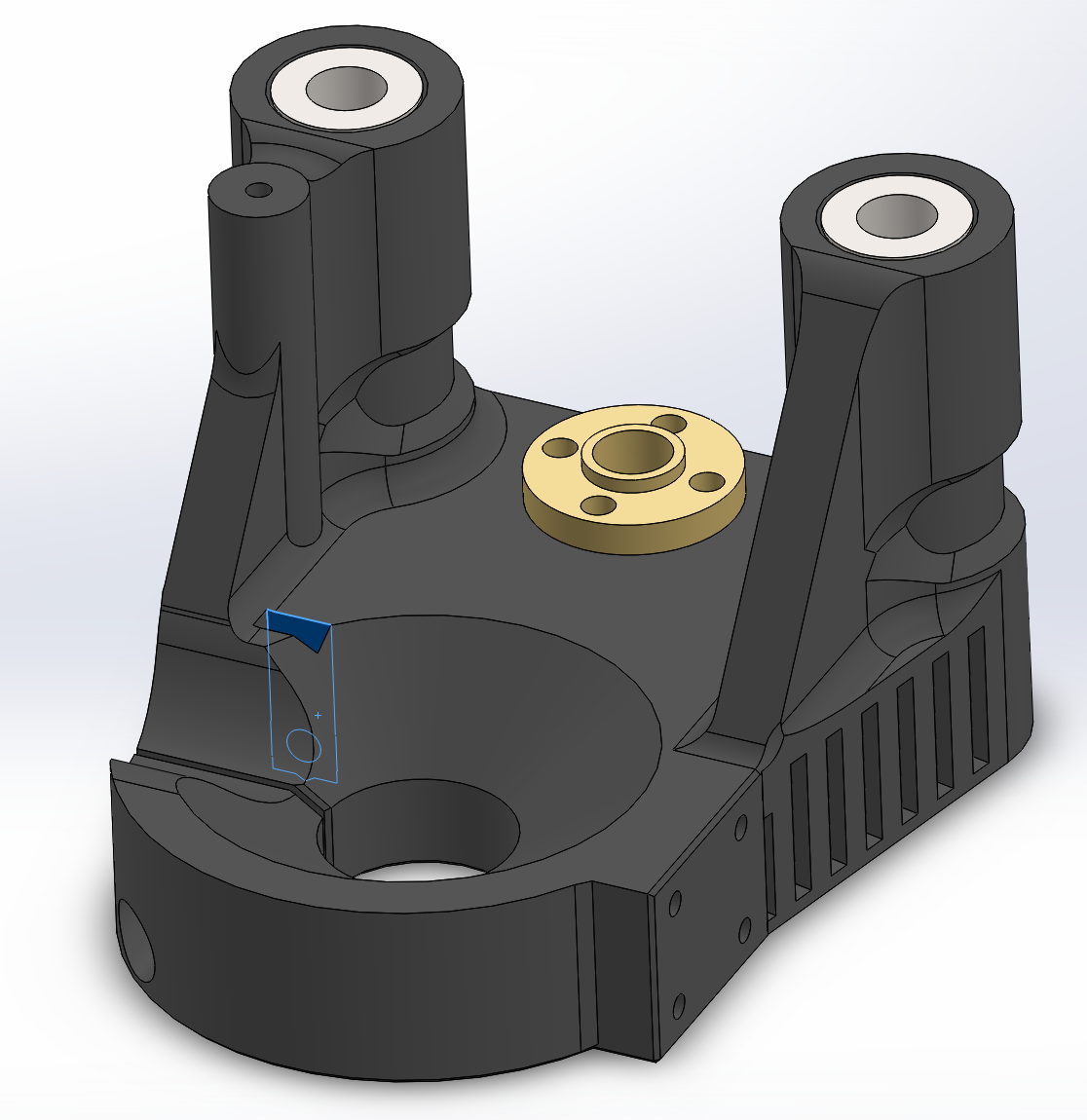
During this upgrade process I also decided to revamp the Y-axis as well as the Z-axis. The Y-axis had a few broken plastic clips and wasn't really save to use anymore. The Z-axis desperately needed an endstop switch:
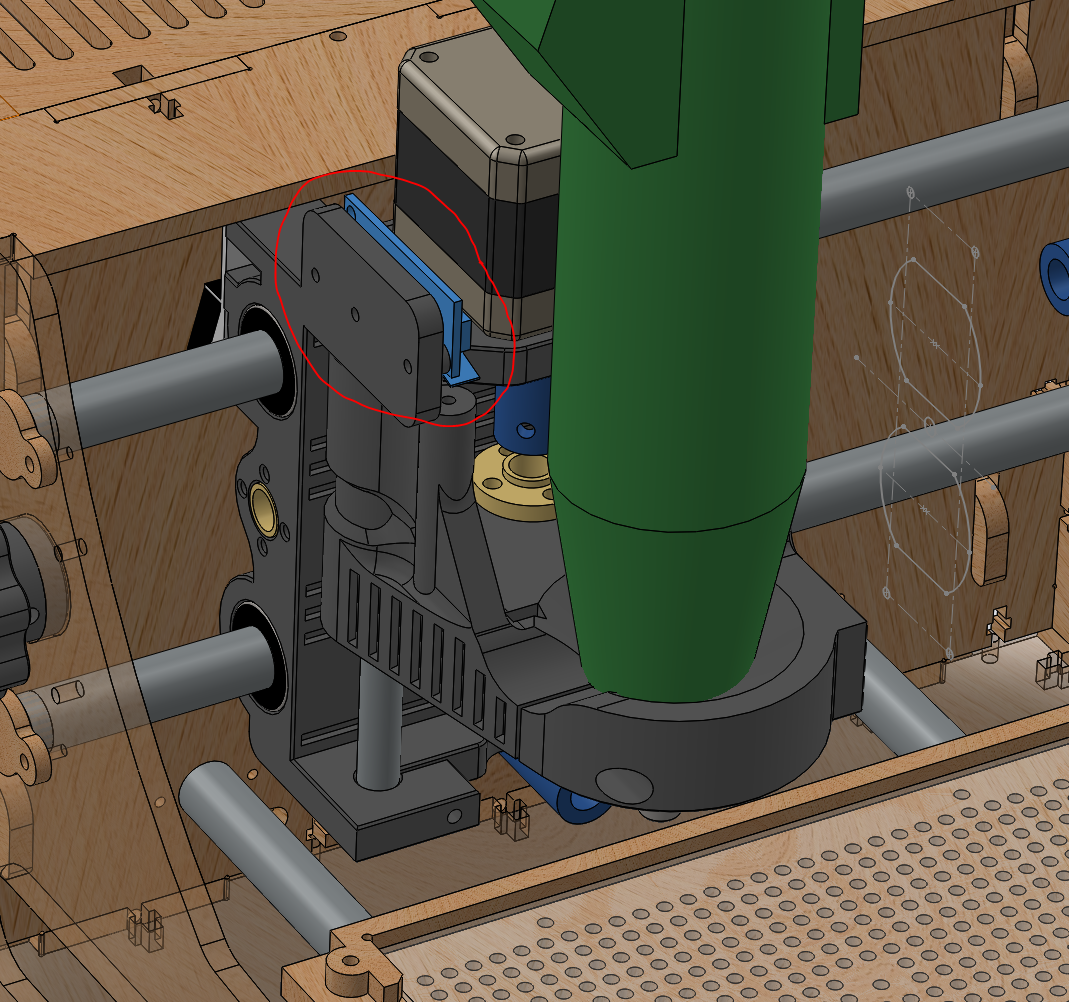
I also finally added a slot for a 4mm nut such that I can tighten down the Proxxon MicroMot properly without ripping the threads in the 3D printed plastic.
This works so well that for top and bottom side milling, I don't even need to add any clamps at all! That's insane. All I do is bending the PCB to a reasonably flat shape, place it on the bed in the top right corner for TOP milling or the top right corner for BOTTOM milling and activate the vacuum cleaner! Flat and fixed! It's important to note that milling the outlines is risky and the through-holes need to be drilled last! Otherwise too much air can be sucked through the board and the vacuum doesn't hold anymore.

One last item I added was a piece of folded packaging tape as a fence for all the particles such that they don't spray all over my spindle drives.
Discussions
Become a Hackaday.io Member
Create an account to leave a comment. Already have an account? Log In.
So... now your mill that doesn't suck...
...
... I can't. Sorry.
:)
Never thought of a really small vacuum table. That's neat. Good job decoupling the moving table from the heavy/bulky/stiff vac hose.
Are you sure? yes | no
:D nice one!
Now it officially sucks! I'm glad you like it - it works surprisingly well up to the point where the board has too many holes. The board remains flat but but I had one instance of the board wandering off when using a 1mm cutout endmill. I am thinking about adding stoppers instead of clamps to keep the board in place during those operations.
Are you sure? yes | no
Could you drill holes almost-but-not-quite through the board? Maybe so the point breaks through but not the full diameter? Seems like that would reduce airflow and maybe without making it too hard to push leads/pins through. ¯\_(ツ)_/¯ Might have to route out pad centers on the opposite side so the copper doesn't lift when a pin breaks out the remaining edge around the hole.
Similarly if routing outlines around bigger holes: cut down to some barely-there thinness that will be easy to break/scrape off edges but still maintains suction while cutting. I've read of 2/2.5D CNC people calling that "onion skin" when leaving extremely thin material instead of tabs to hold cut-out parts.
But again, ¯\_(ツ)_/¯.
Are you sure? yes | no