 Frédéric Druppel
Frédéric DruppelThis Tab welder uses Maxwell Ultracapacitors to provide the high current needed for welding battery tabs on Li-Ion or LiPo (or other battery technologies) cells.
I'm building this tab welder primarily for fun, but also to use to make my own LiPo and Li-ion battery packs.
Current progress : I'm not dead, just waiting for the components from china :3
Logs :

 Simon Merrett
Simon Merrett
 Ted Yapo
Ted Yapo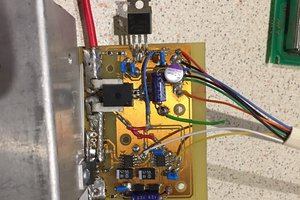
 Saabman
Saabman