0%
0%
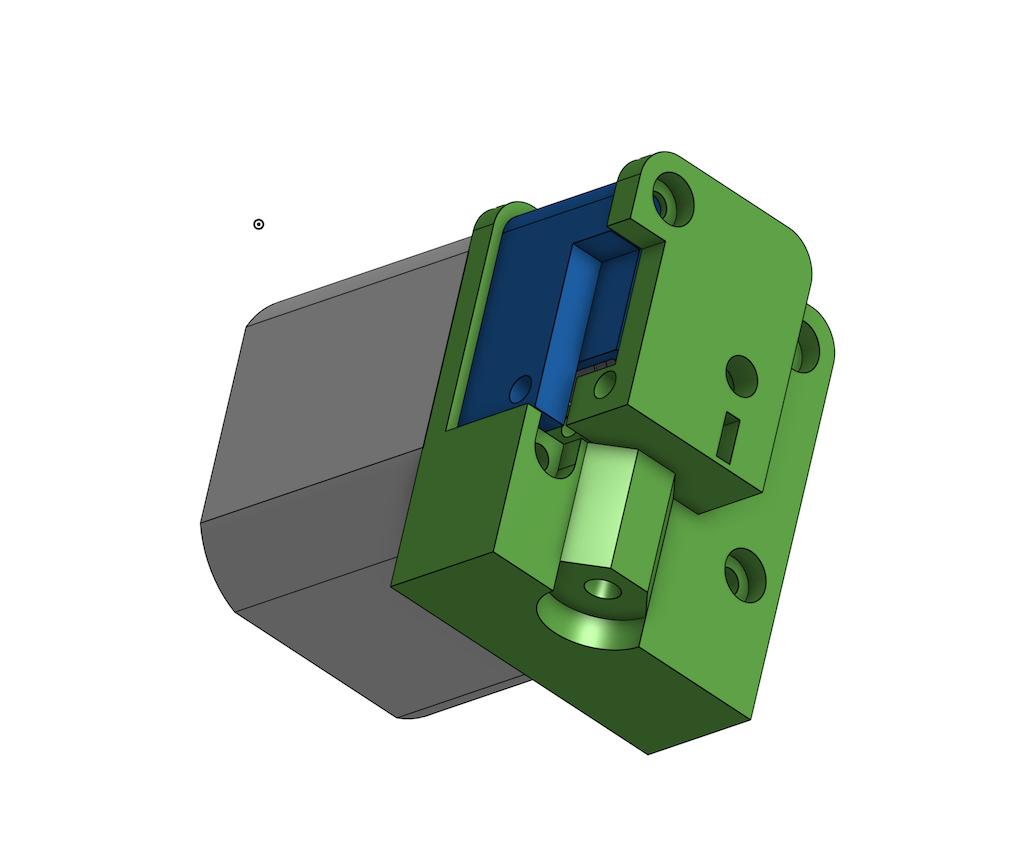
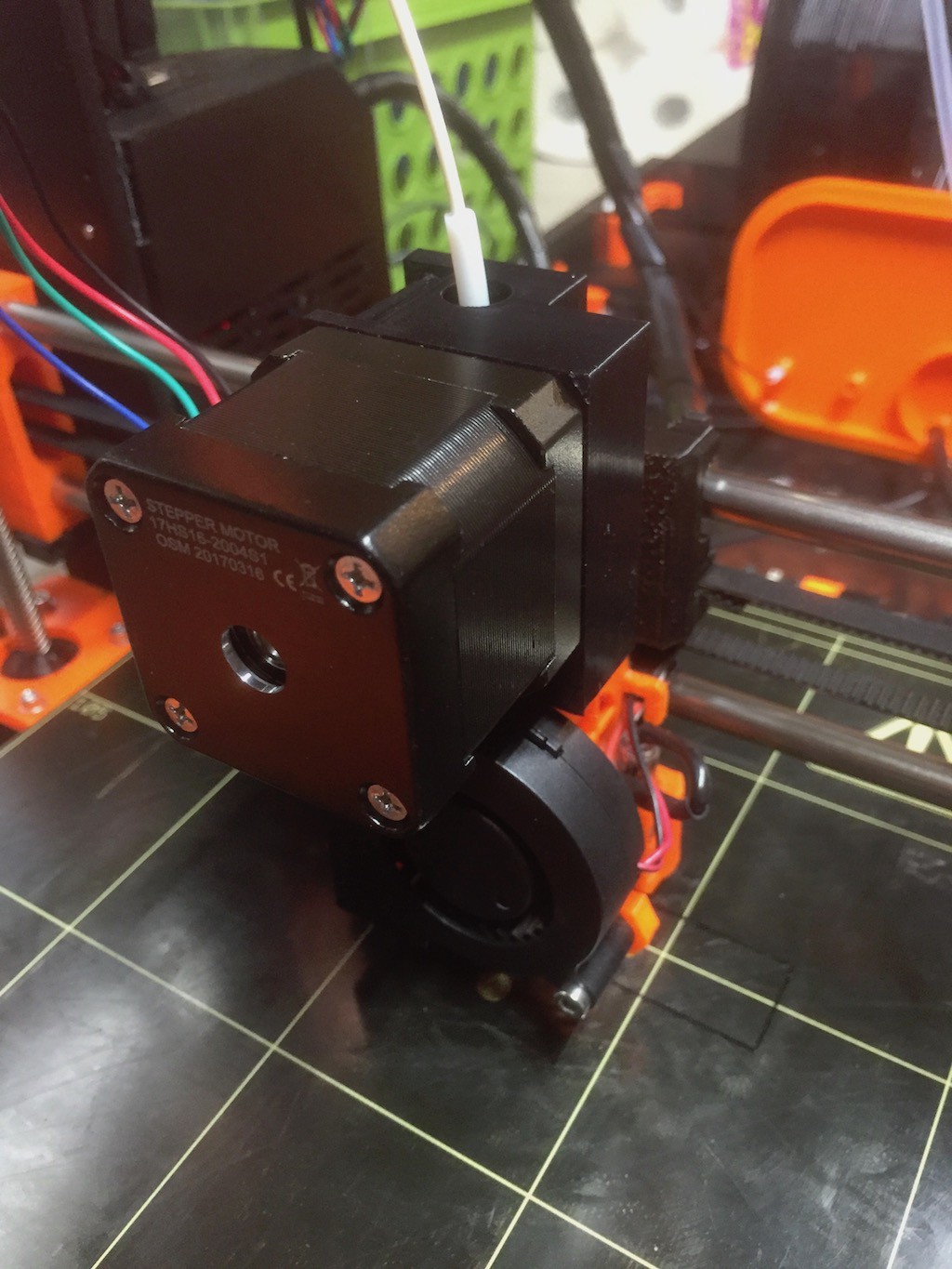
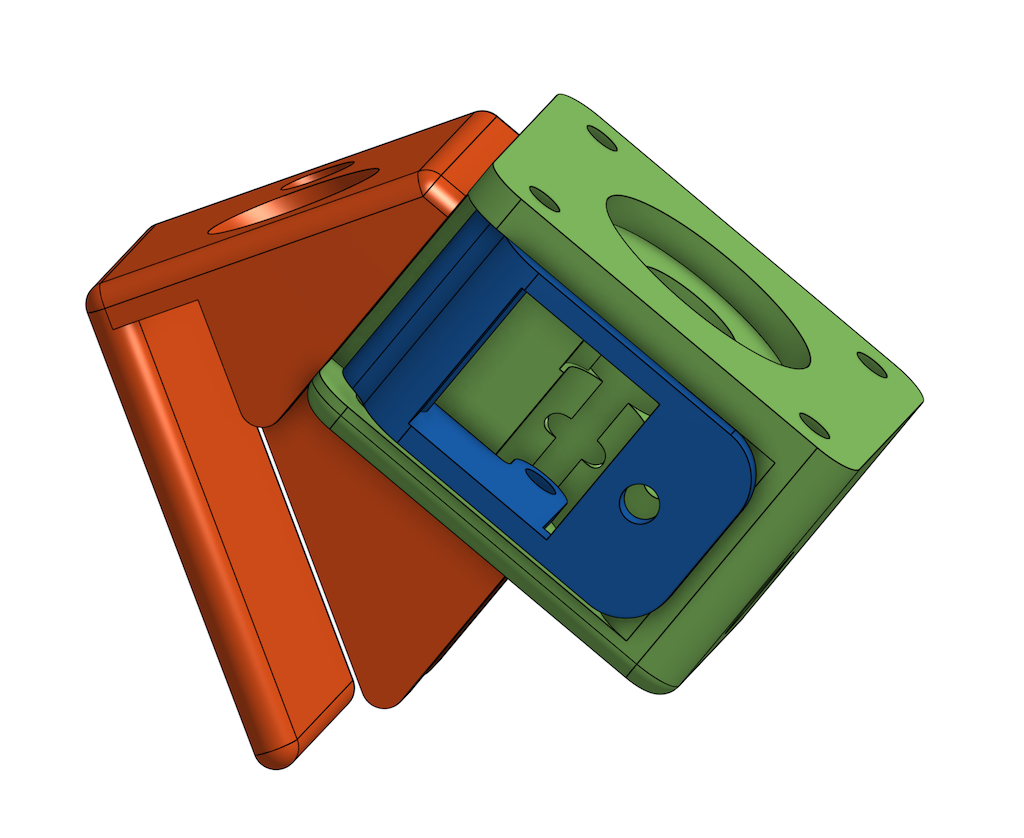
Hybrid Extruder for the Prusa i3 MK2 MultiMaterial
My ongoing effort to print NinjaFlex with support material on the Pursa i3 MK2 MM
 Tim Wilkinson
Tim WilkinsonBecome a Hackaday.io member
Already have an account? Log in.
Just one more thing
To make the experience fit your profile, pick a username and tell us what interests you.
Pick an awesome username
hackaday.io/
Your profile's URL: hackaday.io/username. Max 25 alphanumeric characters.
Pick a few interests
Projects that share your interests
People that share your interests



 heinz
heinz
 Norbert Heinz
Norbert Heinz
 Zoé
Zoé
 Atte Linna
Atte Linna
Could you release/publish the design documents? I would like to make some slight changes.