0%
0%
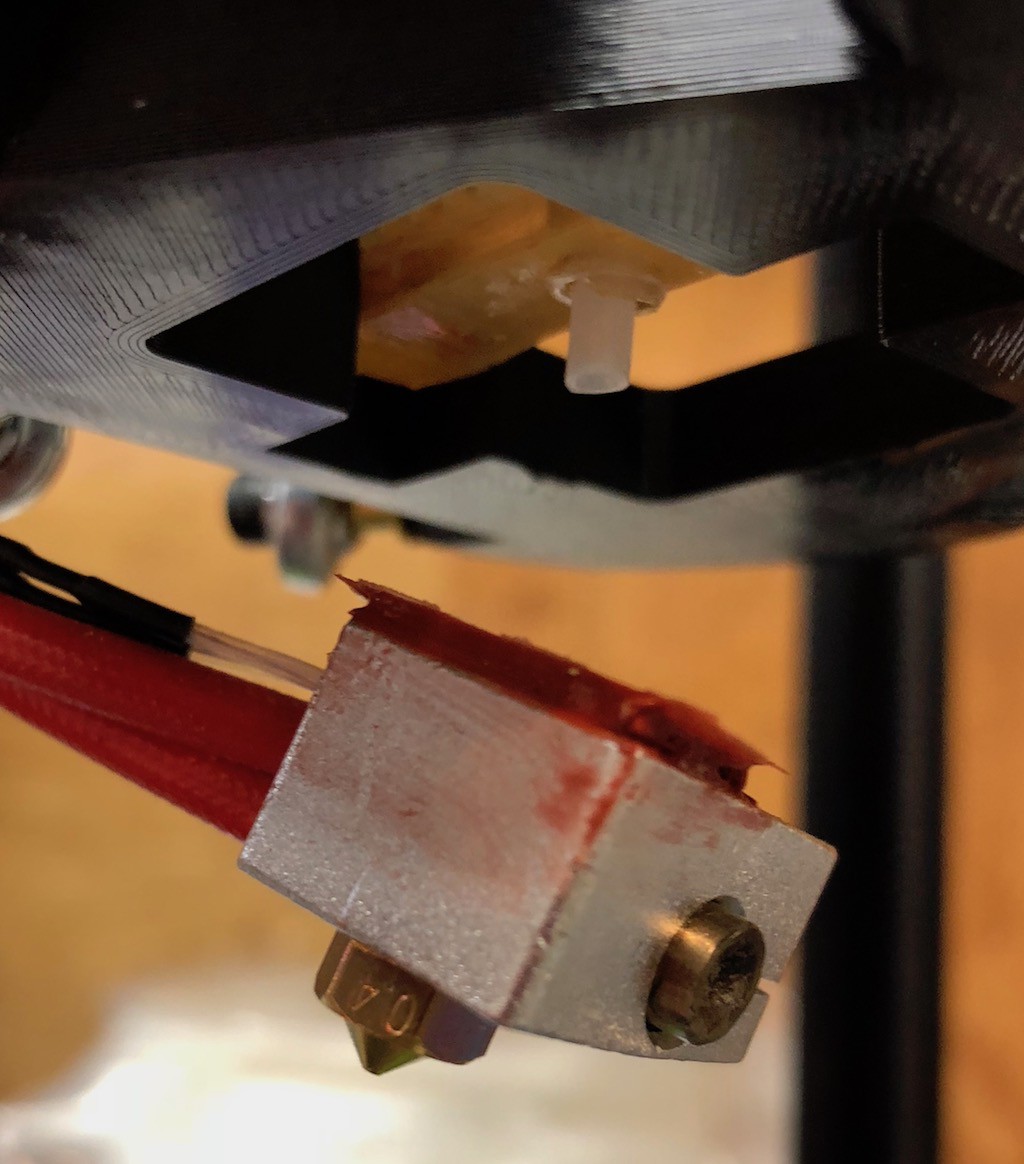
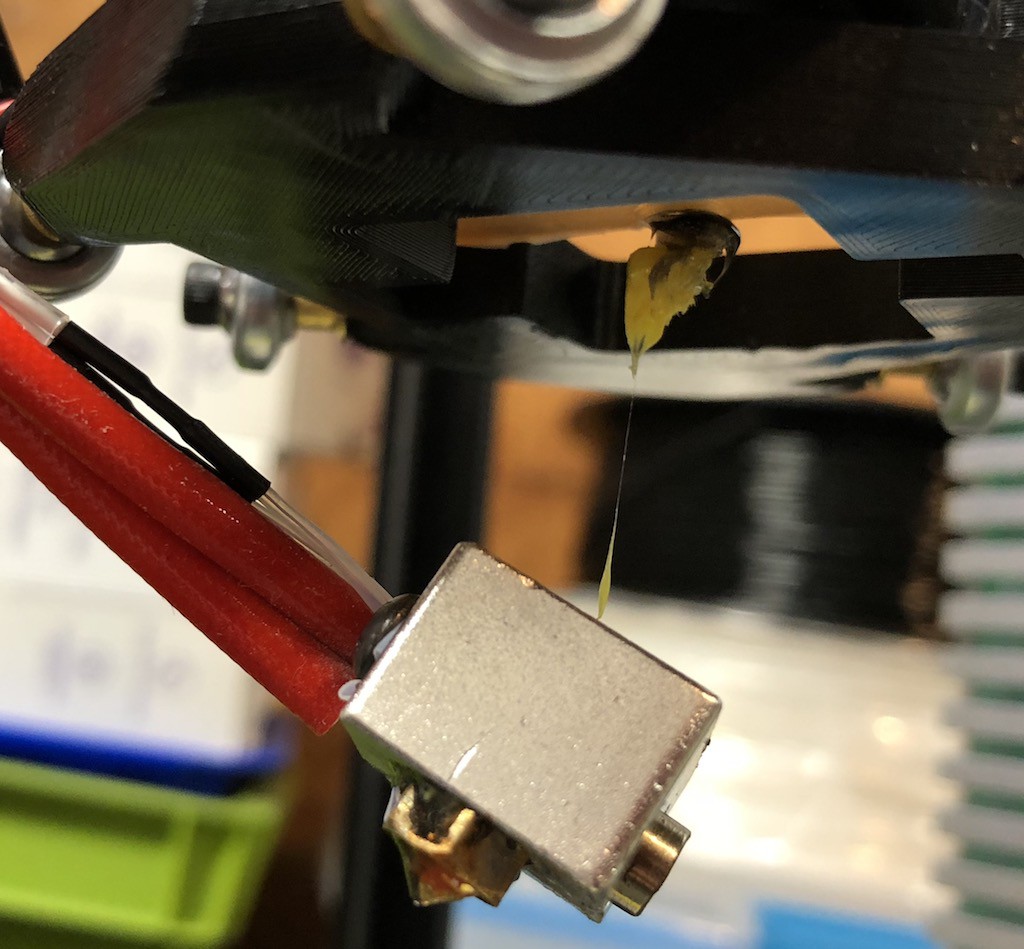
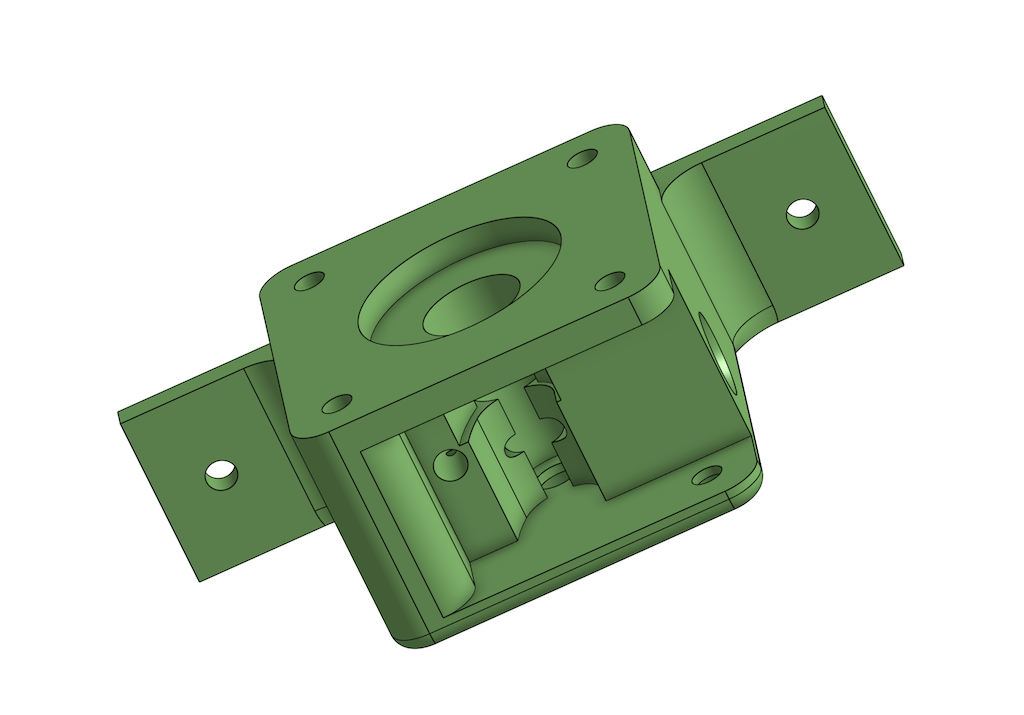
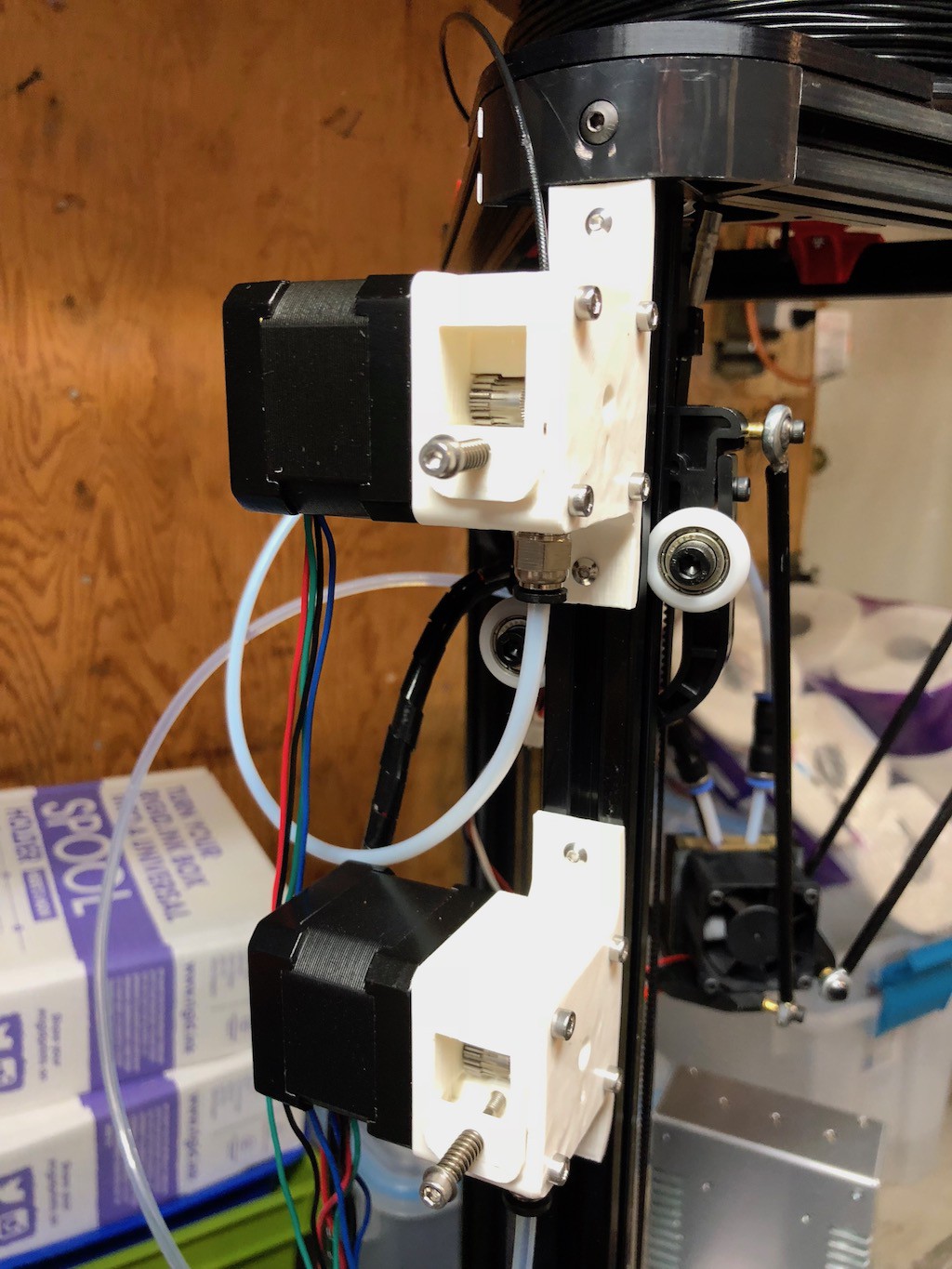
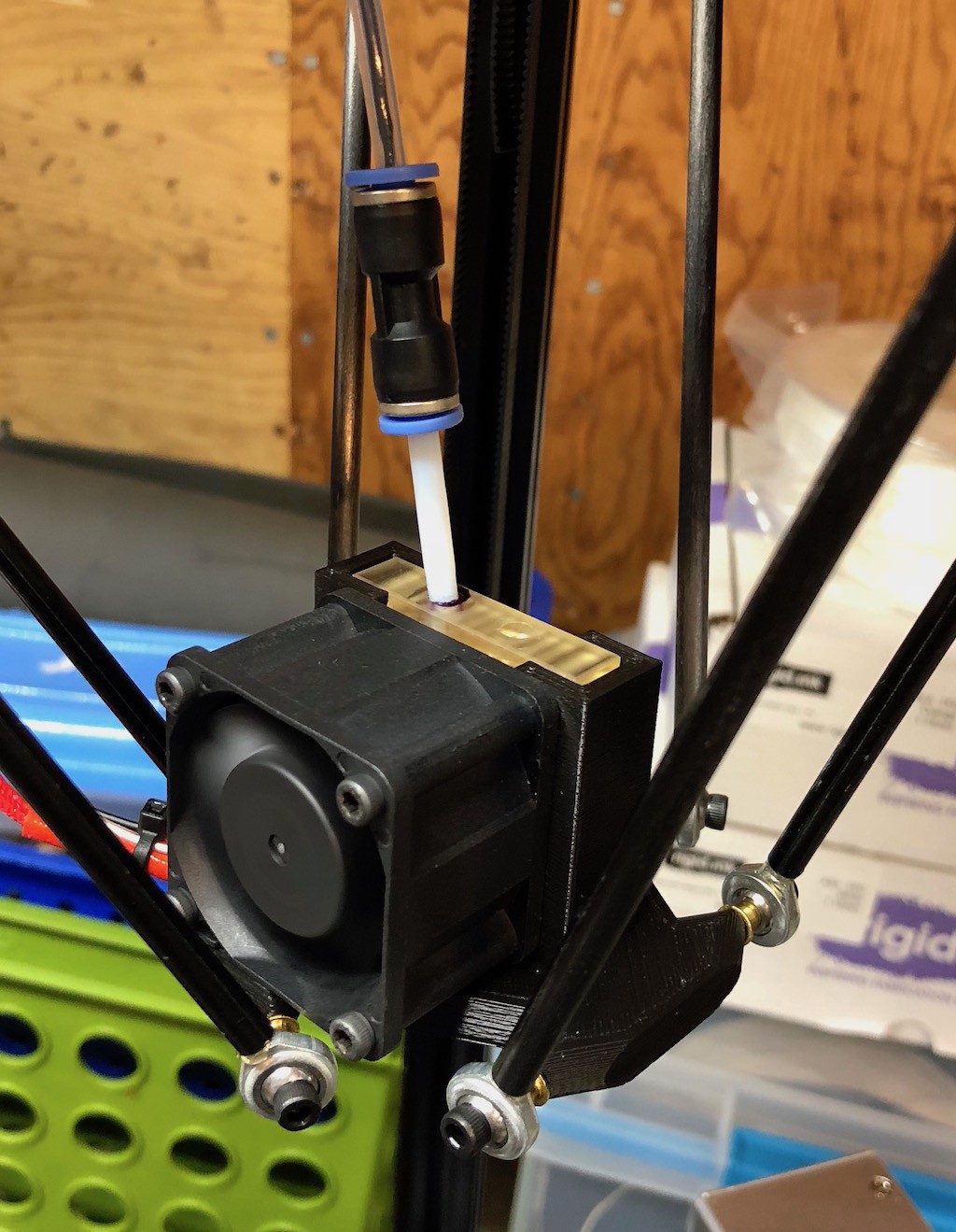
Multi-Material Hotend
Based on my experiences with the Multi-Material hotend for the Prusa, I'm trying to build something "better"
 Tim Wilkinson
Tim WilkinsonBecome a Hackaday.io member
Already have an account? Log in.
Just one more thing
To make the experience fit your profile, pick a username and tell us what interests you.
Pick an awesome username
hackaday.io/
Your profile's URL: hackaday.io/username. Max 25 alphanumeric characters.
Pick a few interests
Projects that share your interests
People that share your interests







 mulcmu
mulcmu
 Michael Perrone
Michael Perrone
 Supercell
Supercell
Source some stainless 14 gauge thin-wall or 13 gauge thick wall hypodermic tubing and use it as a liner for the heat-break/your failure area here. I've used it to reinforce similar experiments.