 Andrew Mayhall
Andrew MayhallWhen I started this project I knew at some point I would want to add a form of mechanical agitation or stirring action to the fluidized material for better part coverage and easier fludization of the powder.
This log I will go into detail of my plans to build a magnetic stirring system into the base of the fluidizer and the reasoning behind the addition. First, I will provide some more background on particle fluids though!
Fluidizers work under the principle that a flow of a gas up through a powdered material will suspend the mass of the individual particles within the powder material in the flow of gas causing these particles to behave much like the molecules of a fluid. Not all powders are alike and like different fluids each powder will behave differently depending on its particle properties.
In industry, the exact process of fluidizing particles begins by classifying them into categories or groups according to their size and ease of fluidization. Professor D. Geldart is responsible for creating these groups and they have largely remained unchanged since 1973. These groups provide a good guideline for how the particles will behave when fluidized.
Group A: Particle size is between 30 and 100 µm, and the particle density is typically less than 1.4g/cm3. Particles in group A are known as "Aerate-able" showing a significant expansion of the material before fluidization beings.
Group B: Particle size is between 40 and 500 µm and the particle density between 1.4-4g/cm3. Particles in this group are known for "Bubbling" creating larger bubbles of gas and less overall mixing of the particles.
Group C: Is the most difficult to achieve fluidization at a size of 1 to 30 µm. Particle density can vary widely as particles in this group are known as "Cohesive". Fluidization is strongly affected by inter-particle forces with the formation agglomerates and channeling of the gas stream. Mechanical agitation as well as low humidity gas can be used to facilitate easier fluidization.
Group D: Particles are above 600 µm and can range up to 100mm typically possess high particle densities. Fluidization requires high fluid velocities and are typically considered abrasive. Particles in group D are known as "spout-able" for large bubbles that form and move very slowly through the fluid with an overall slow percolation of gas though the particles.
Fortunately for us home gamers, a lot of powdered materials that would be used in a system like this will fall into group A. Providing an easy fluidization and a pleasant operating experience.
One important and rather interesting discovery has been when using higher quality powder coatings in the fluidizer, the stronger resemblance of a group C particle fluid. Especially primary colors, blacks, and matte finishes. This is due to the much smaller particle size and the base material having more inter-particle interactions. Most powder coats are made from polyester plastic but there tends to be a variation of which "type" of polyester is used as well as any additives for finishes, textures, or colors. Higher quality powders also tend to be finer grain size for more uniform finishes.
As Mr. Geldart mentioned in his group C classification, fluidization is difficult and mechanical agitation is usually required. This means getting properly fluidized powder for these finishes can be; and usually is; a pain.
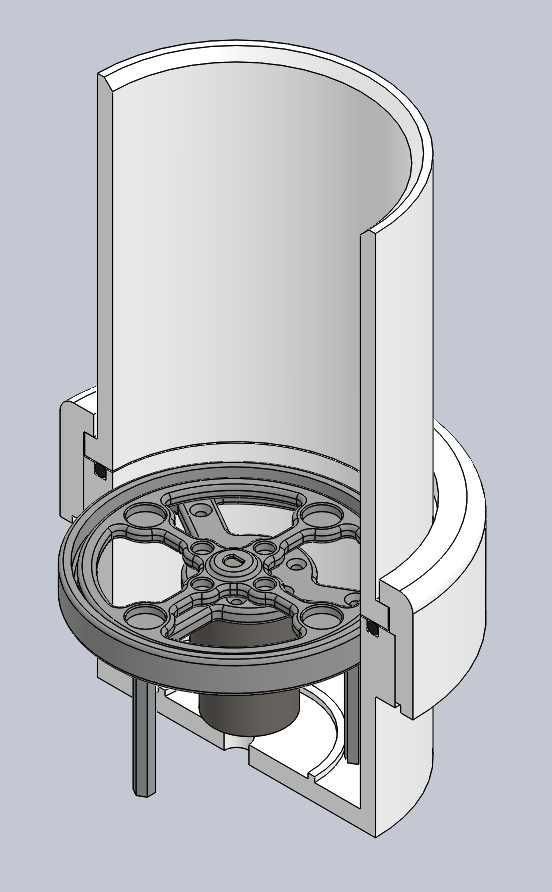
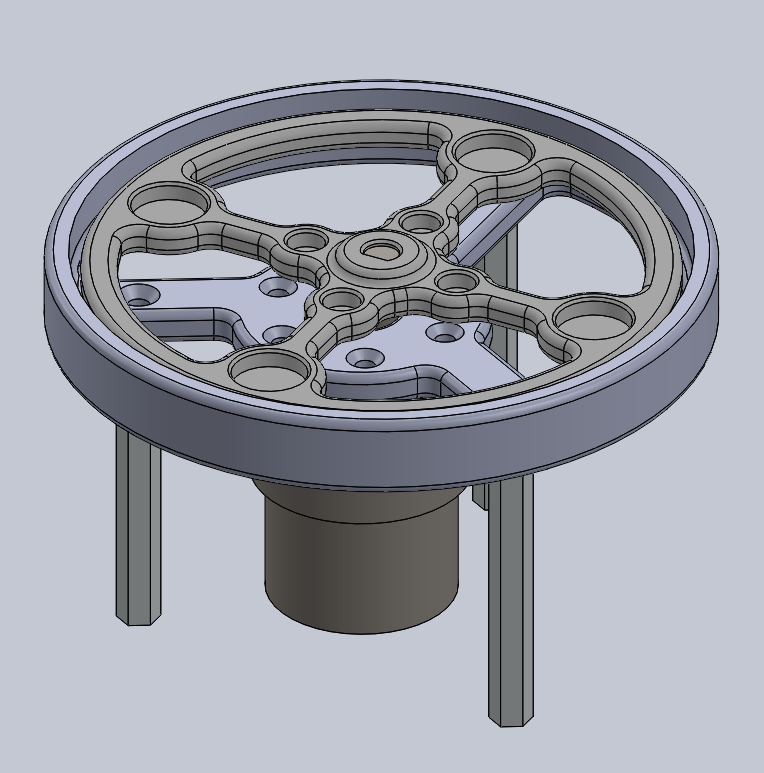
My solution was to design and 3D print a magnetic stirrer that will fit into the base of the fluidizier. Its main goal was to slowly agitate the lower layer of the powder material during fluidization to break up any agglomerates and reduce the tendency to form channels. Below you can see an isolated version of the stirrer apparatus.
At the heart of the operation is a 60RPM gear motor rated for 12v nominal. I happen to be running this motor around 18v with no issues for 90 or so max RPM. I could have sourced a 100RPM motor but the ones available were a bit larger than the 60RPM version so it would be difficult to fit in something I already have built. An important consideration is when agitating a cohesive fluid, speed isn't the solution but it helps to have a decent range available for different particle fluids!
The motor is attached to a mounting ring that centers the output shaft in the PVC union. Standoffs fix the mount to the end cap this way if I need to replace anything I can take the whole assembly out. The outer ring of the mount is sized slightly smaller that the inner diameter of a 4" PVC fitting meaning it can be friction fit or glued in place if desired.
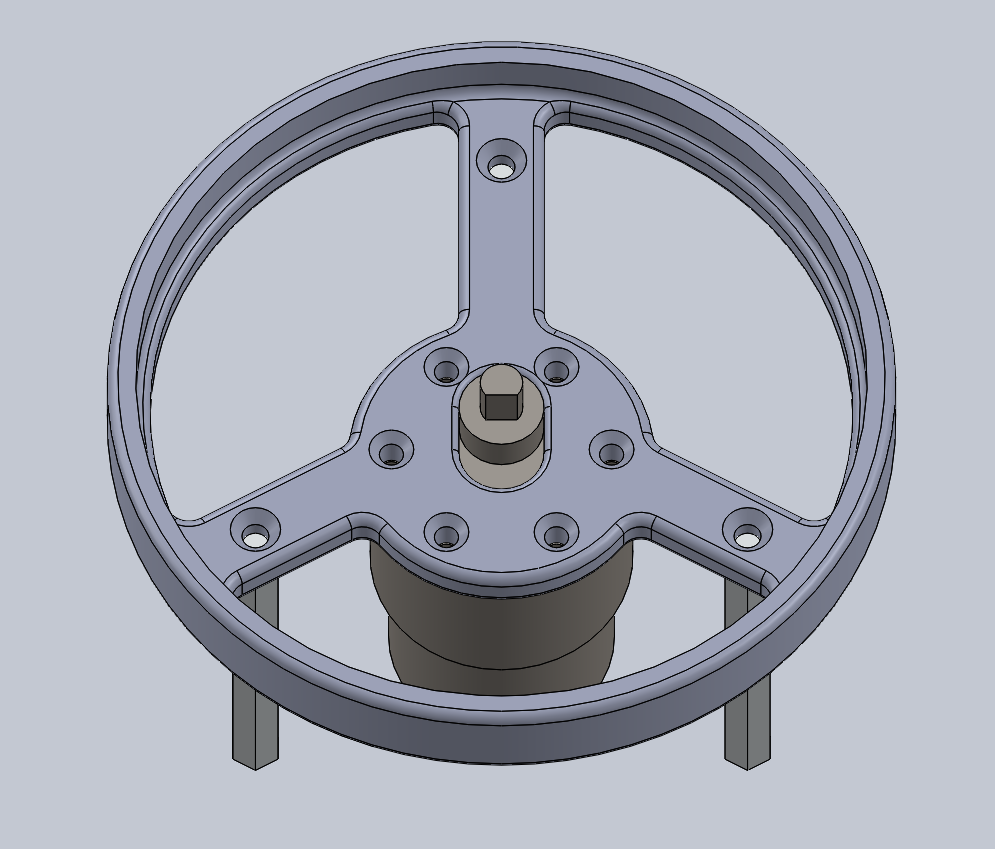
Fixed to the output shaft of the motor is the magnetic ring. The motor comes with a D shaft and I had the hub printed with a slightly smaller profile than the shaft and tapped it into place. This design could be simplified but it was nice to have the ring around the outside for stability and the additional magnets.
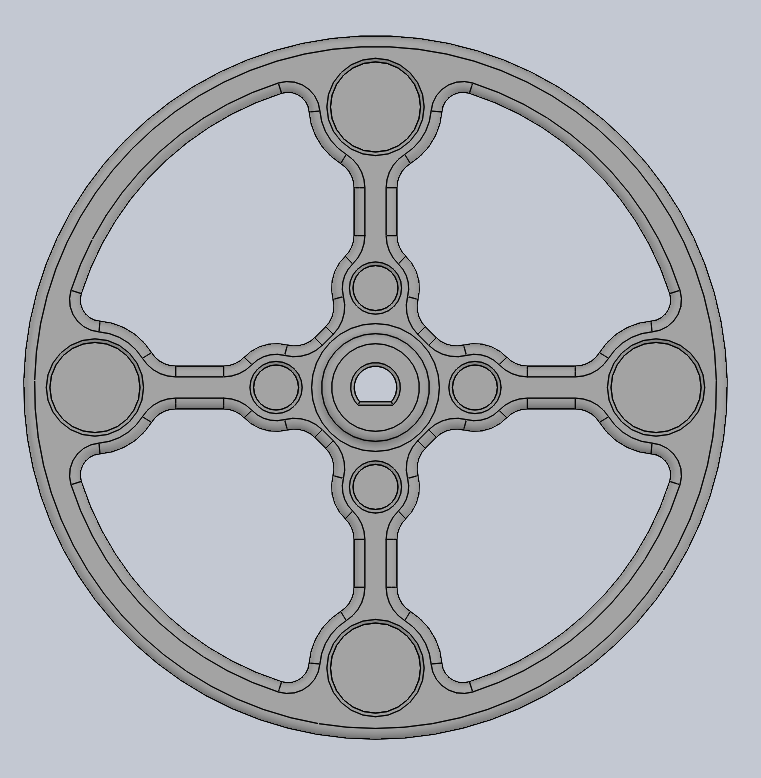
Speaking of magnets! There are 8 magnets in total. 4: 1/2" and 4: 1/8" N52 grade. Since the stirrer bar would be about 8mm away I wanted to ensure good coupling plus I had these particular magnets on hand. I wasn't sure which size stirrer I would use so the inner magnets allow me to use smaller stirrers while the outer ones are well suited for a 4" stirrer bar.
Lastly, I decided it would be a good idea to add PWM control to the motor. I just sourced an off-the-shelf motor controller form Amazon that fit my requirements. I will show everything else including operational videos and assembly pictures in more detail in a later log.
Thanks for following along so far! Hopefully you will stick around to see it completed!
Well when I get around to showing everyone its complete that is...
Discussions
Become a Hackaday.io Member
Create an account to leave a comment. Already have an account? Log In.