Marc Schömann
Marc SchömannShort Description
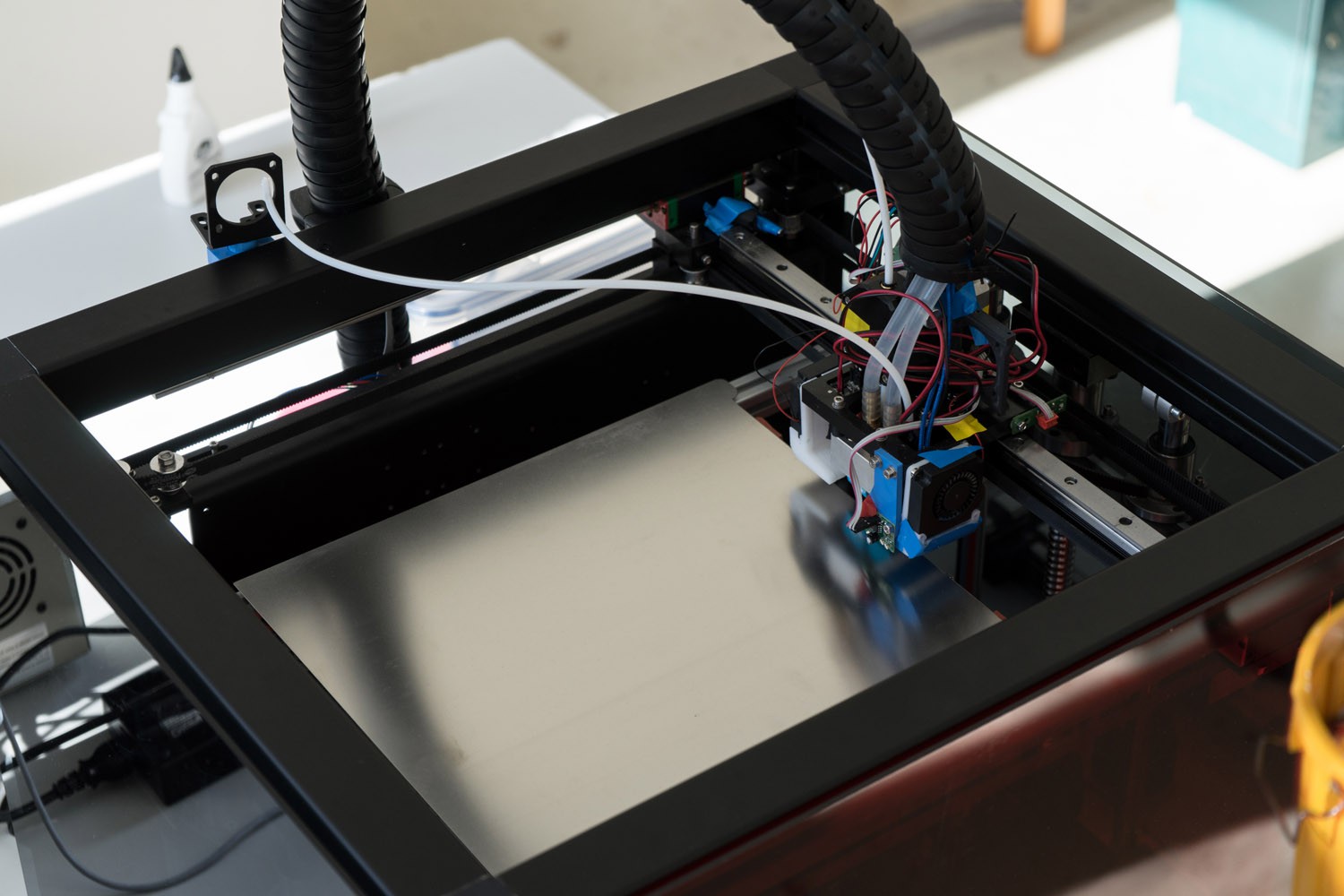
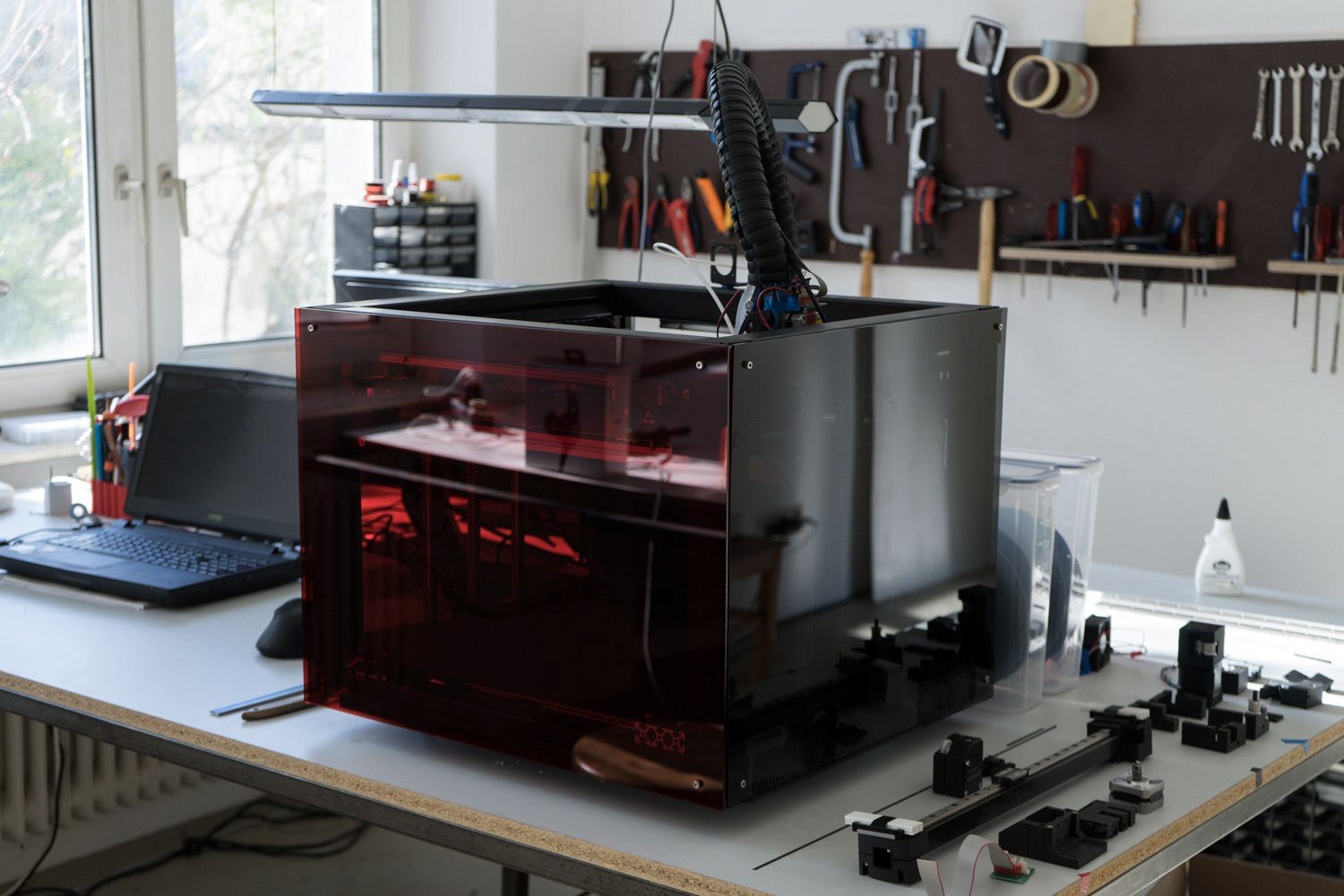
40x40 t-slot profiles form the 470x500x550mm (HxWxD) sized frame. The large build volume of 300x300mm can be used with up to five Materials. This is achieved by water-cooled exchangeable tool heads. The tools do not have their own cooling, instead they are cooled passively by the tool bank or the x-axis. While the tools are bowden driven the X-Axis carries one direct driven Extruder for flexible materials. The Z-Axis is based on belts with a 1:10 pulley reduction, compared to ball screws a fast, precise and cheap alternative. To keep the print area warm and chill im using 3mm laser cut acrylic sheets. All Axis are based on linear rails, the Y-Rail is supported by the T-Slot frame while the X-Axis is supported by a lightweight carbon square rod.
Features
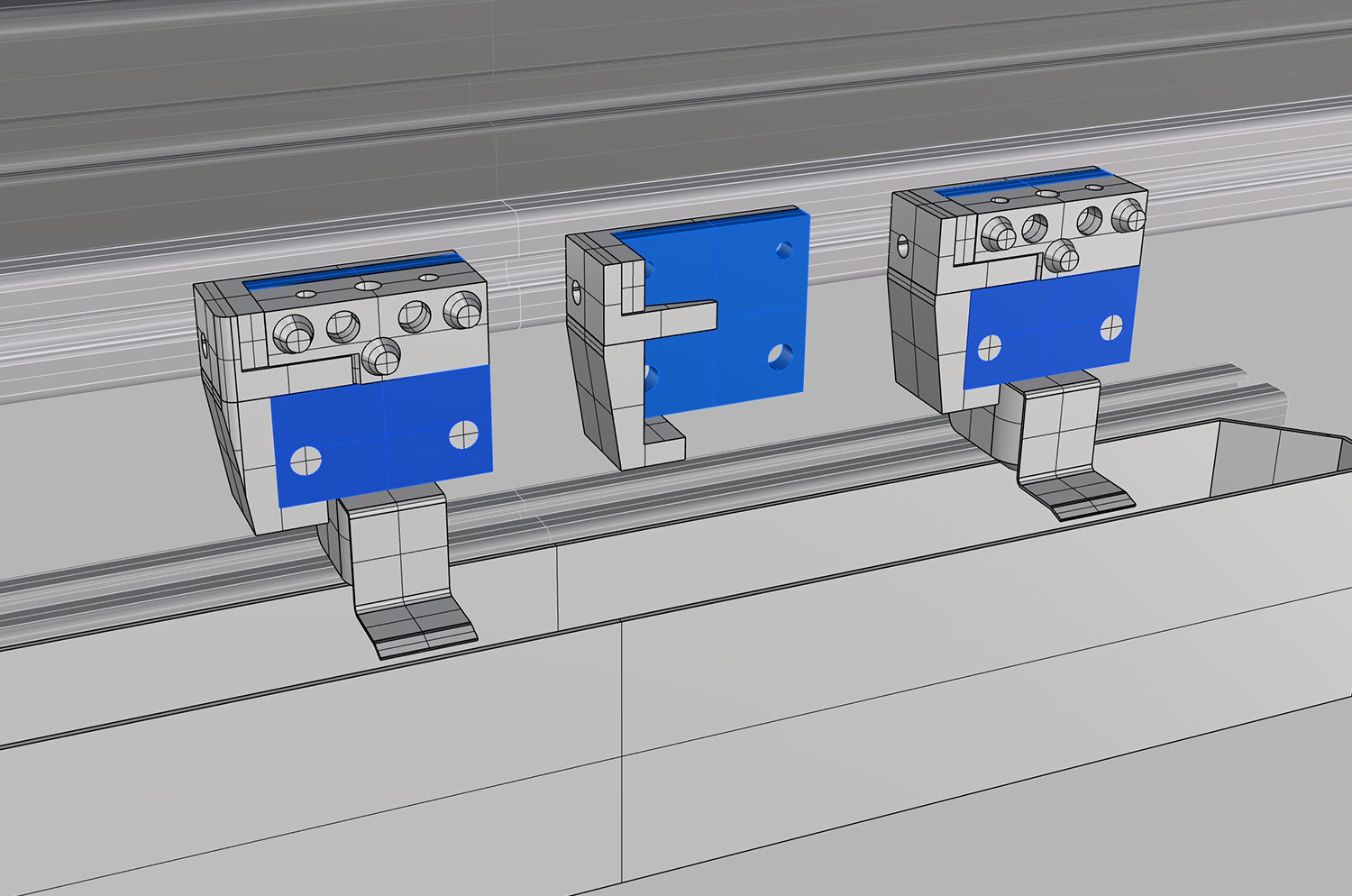
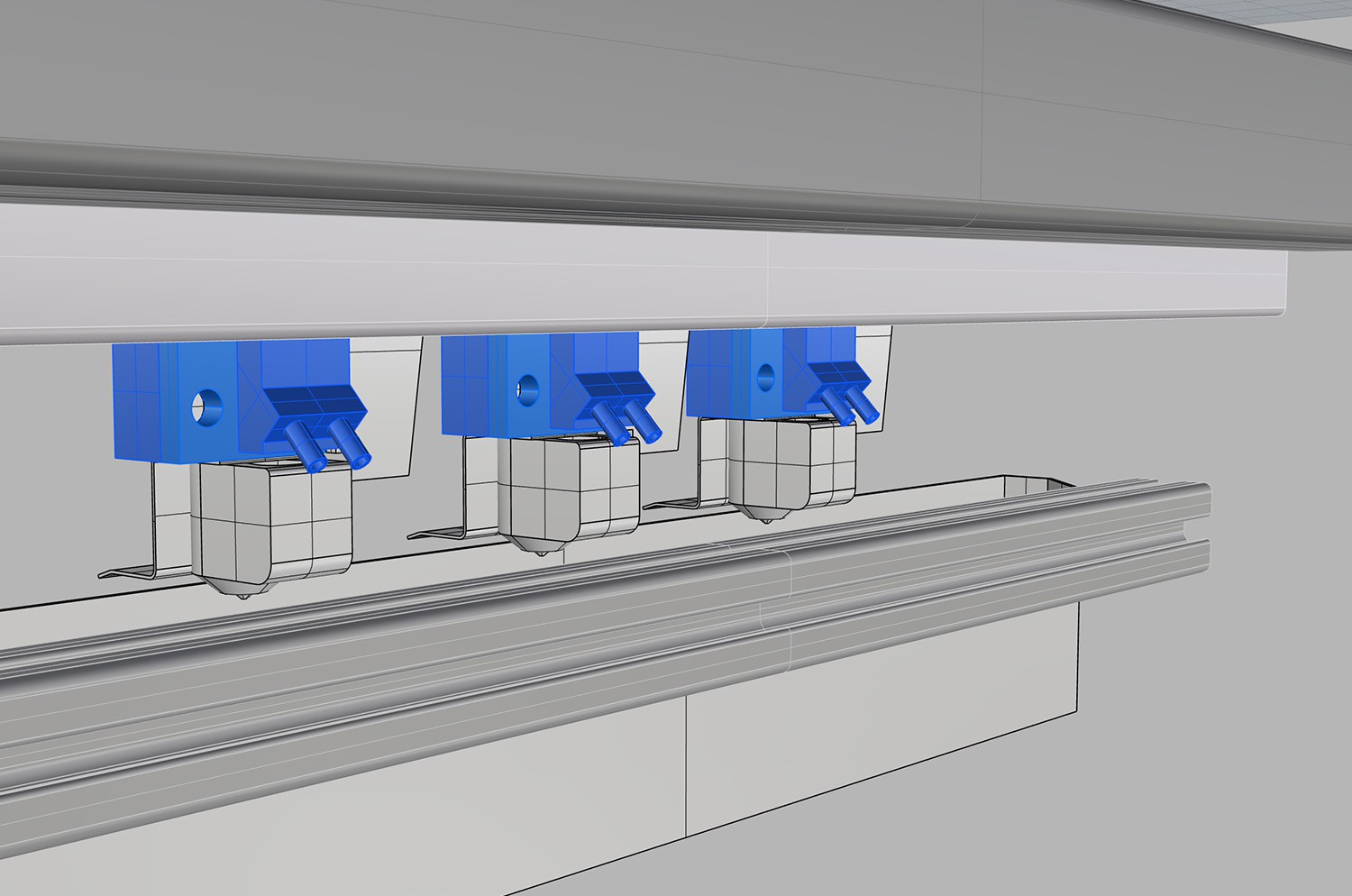
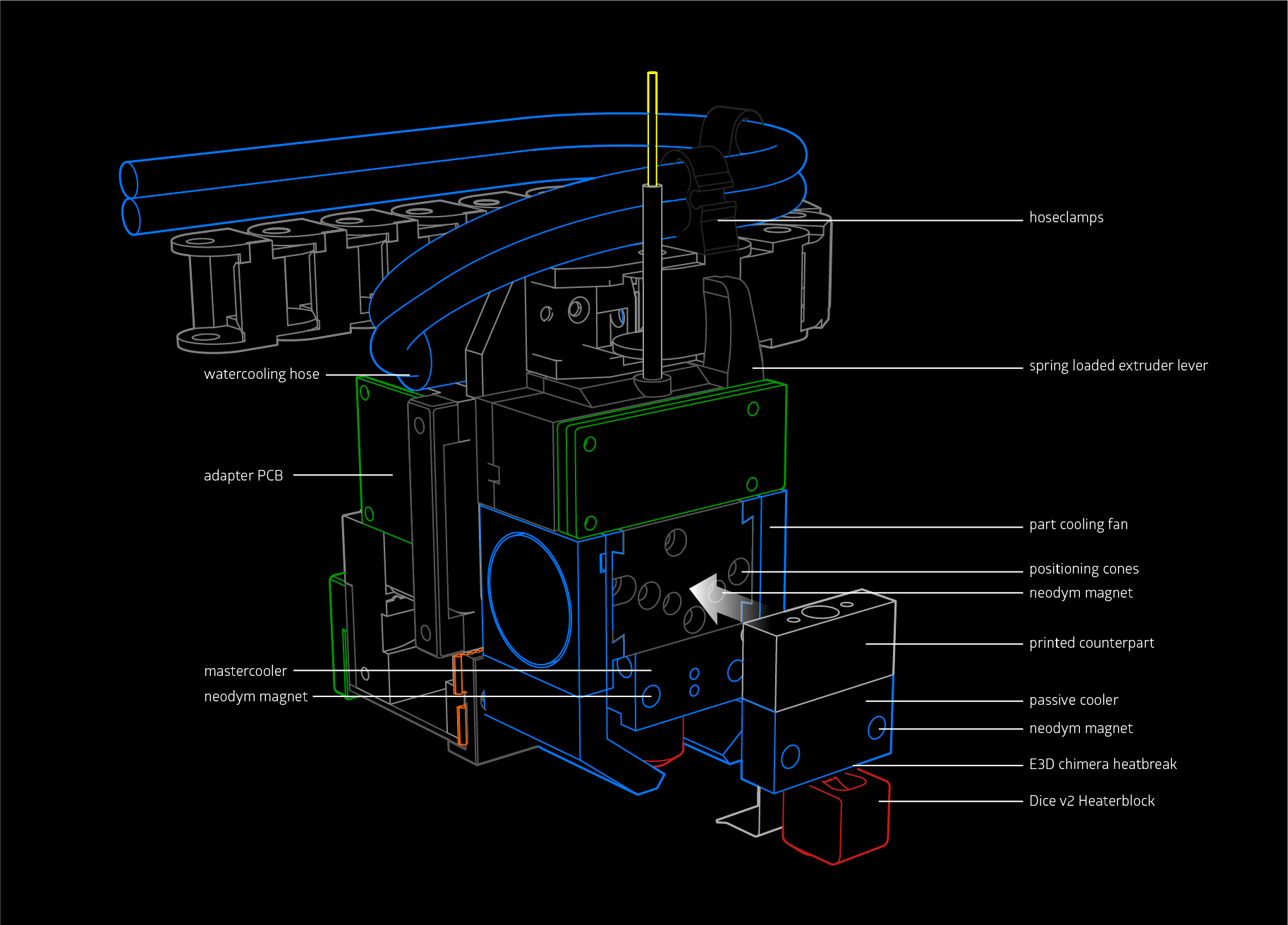
Watercooled Toolchanger
At first I build the Blackbox around a water cooled Kraken hot end with four extruders from E3D. But the results where a bit disappointing. My goal was and still is to be able to print complex composite parts with multiple materials. But the leakage of the inactive extruder made it really messy. I was aware of dual x-carriages and tool changing printer but i had no idea how to combine that with a water cooled hot end. Just to think about connecting several tools with their own cooling circle gave me nightmares. But one day it hit me, the tool can be cooled passive by a cooling cycle hooked to the extruder and the tool bank just by touching the cooled surface. The idea is that the tools are cooled on the tool bank while they are inactive and on the X-axis after they are picked up by it. As a result, the tools require neither cooling hoses nor fans and are therefore extremely compact and lightweight (<40g).
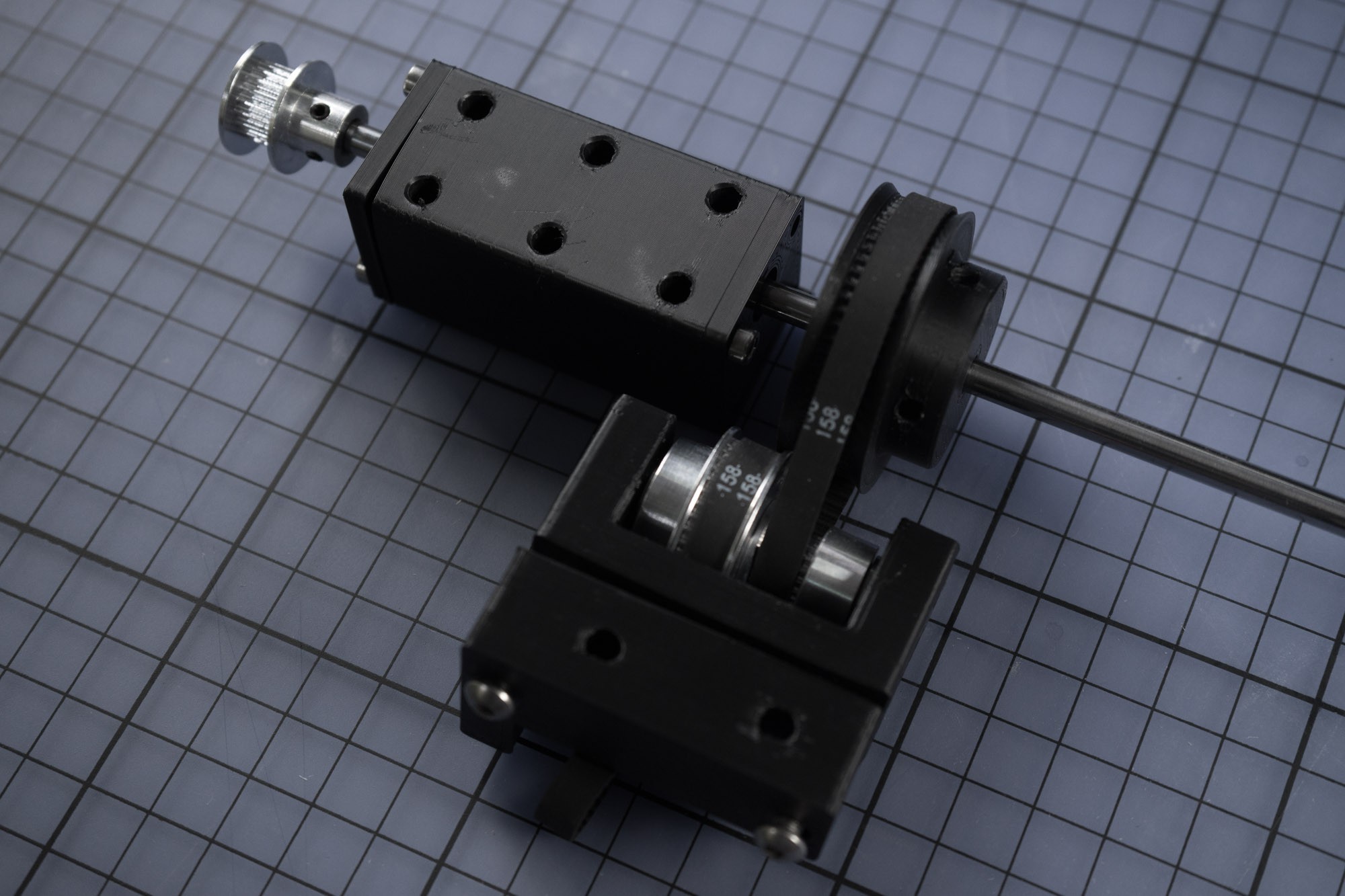
Belted zero backlash Z-Axis
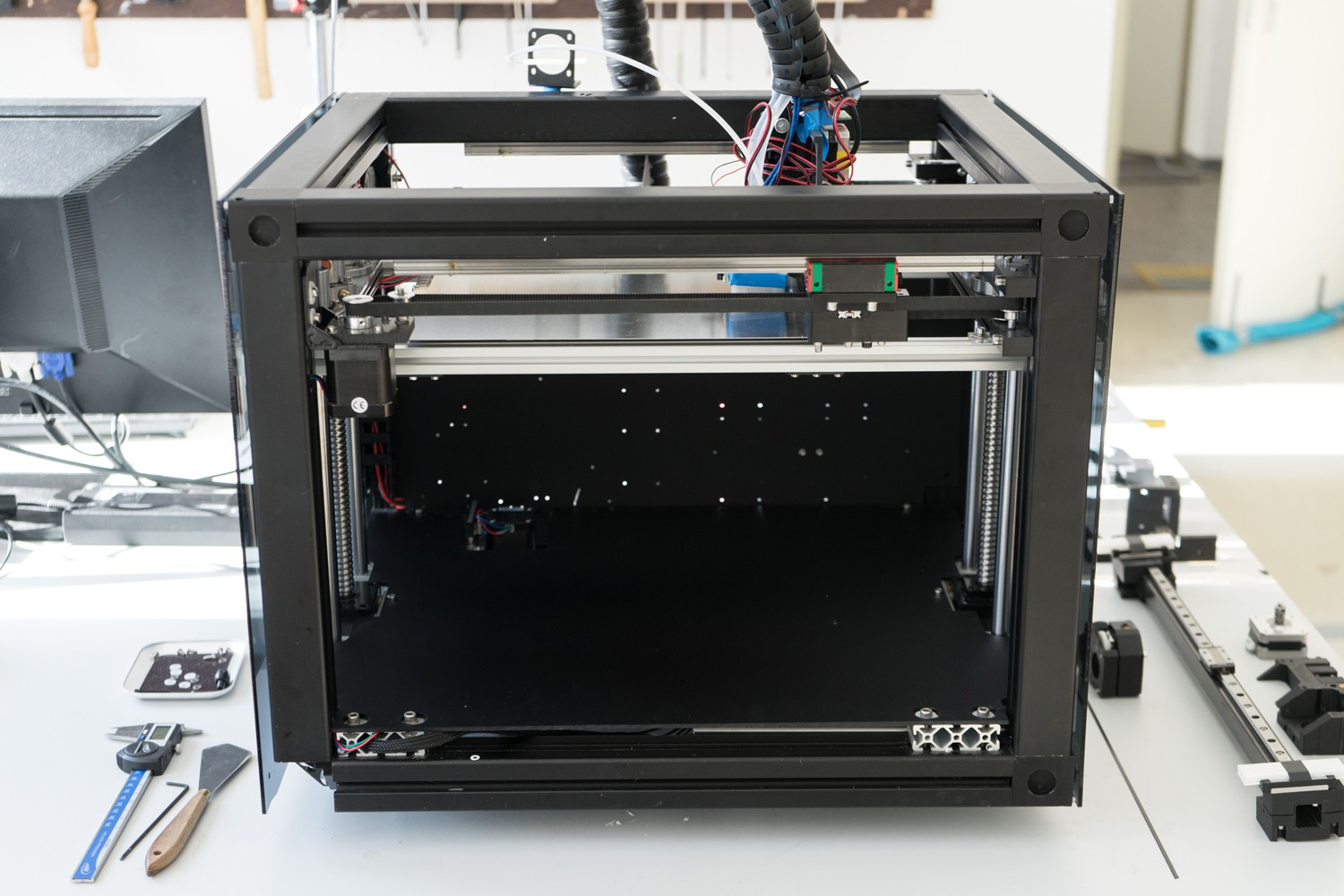
I started the Blackbox with a ball screw driven Z-Axis. It worked really precise with zero wobble, but it wasn´t able to accelerate fast because it was overconstrained. So I redesigned the Z-Axis completely based on belts. To achieve the necessary precision and to prevent the heating bed from falling down I use a 1:10 belt reduction. The Pulley configuration for the reduction is 16 teeth on 40 teeth, 16 teeth on 64 teeth. This results in a full step resolution of 0.01mm with 0.9° Stepper and almost no backlash, great for fast z-hop moves.
Carbon X-Axis
The X-axis is based on a small and lightweight MR9 (like MGN9) linear rail supported by a cheap carbon square tube. Im using printed brackets to guide the belts. Therefore the total x-axis including direct drive extruder and Y bearing weighs just about 750g-900g. This should reduce jittering and vibrations resulting in higher acceleration.

Accessibility
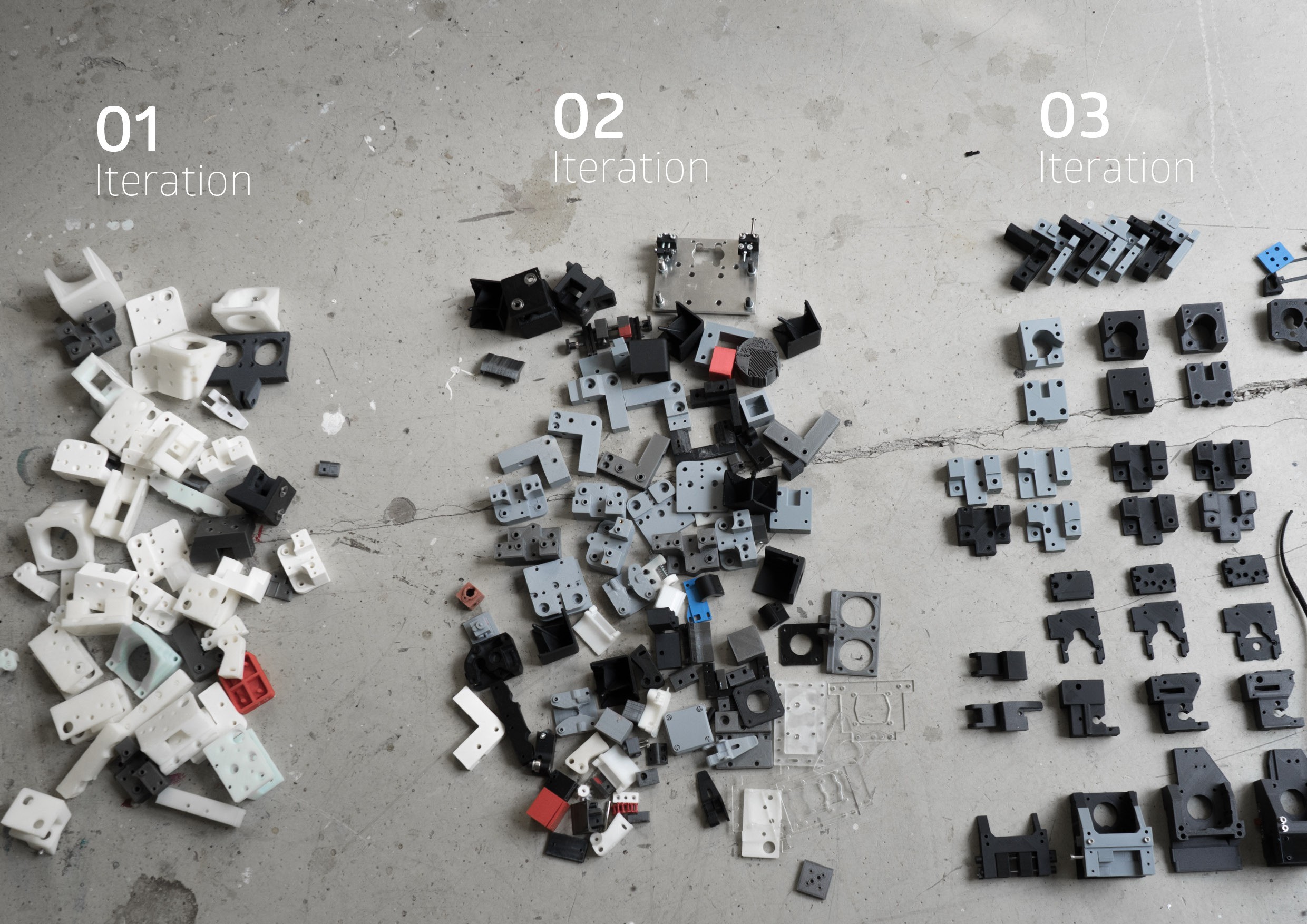
The black box was designed from the ground up with the idea of easy maintainability and assembling in mind. One example is the housing which can be completely removed within a few seconds. Another example is the X-Axis/Extruder which consists of very few parts and can be accessed easily. I also integrated cable channels which should clean up the wiring. All bearings are clamped in a way they can´t pop out. This is the result of extended iteration and prototyping. Im working almost two years on this printer with three big iteration steps inbetween.

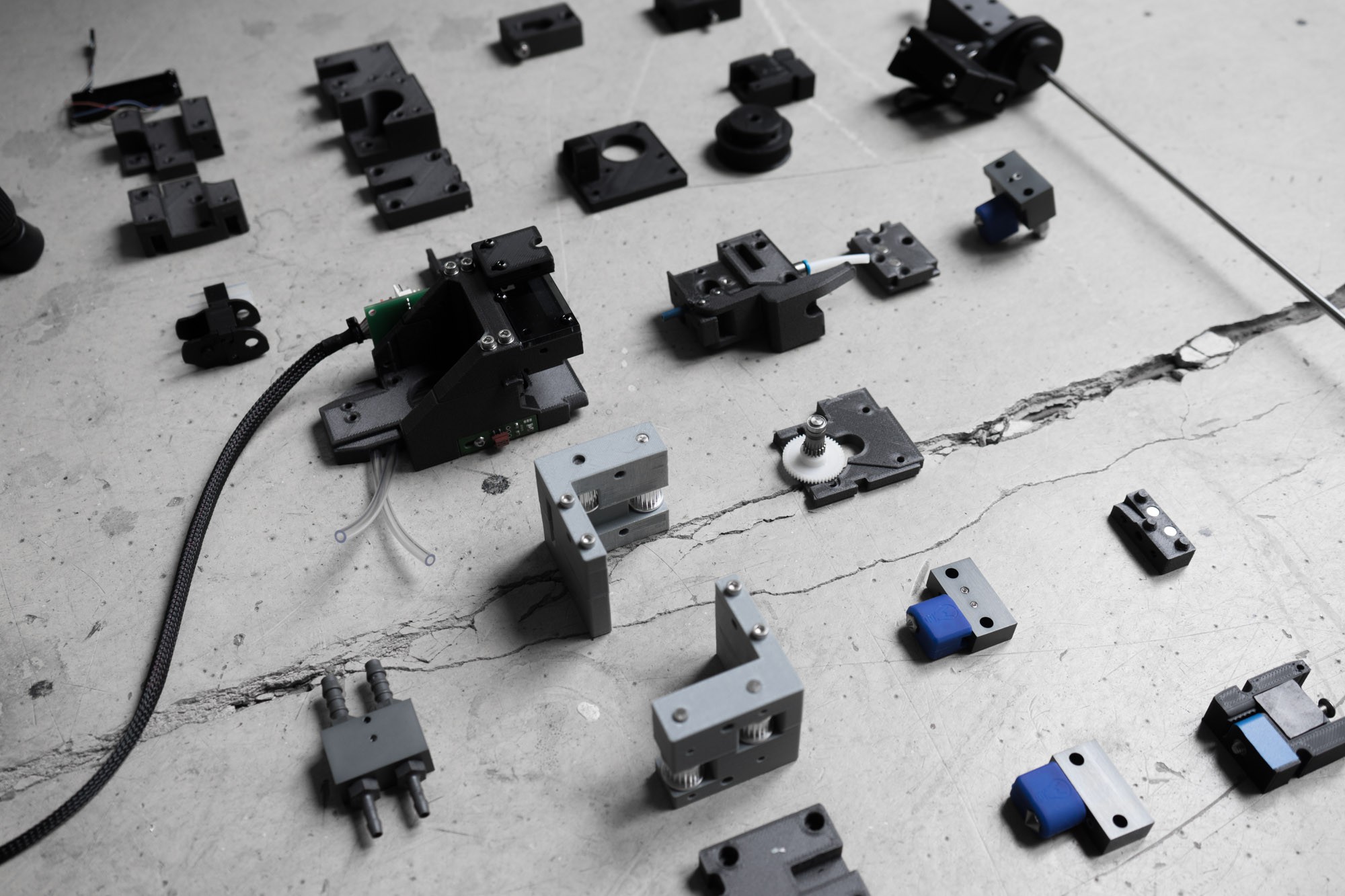
Blackbox is a real RepRap... kind off
To be honest, it was not my intention to build a RepRap (Self-replicating Printer) in the beginning. But it turned out more and more that 3D printing is not just the most achievable and cheapest solution to build a 3D Printer but also the best one. That's why the majority of custom parts are printed. The Printed Parts are highly optimised for FDM and easy to reproduce on almost any machine. I used printed parts wherever they fit the needs, like brackets, bearing blocks, or fixings. Most of the components are standard parts you can get from well-known 3D print shops, but I had to have some parts manufactured. The Custom water block and tool changer are CNC machined Aluminium Parts. I tried to make them as simple as possible but they are still quite expensive, at least at low quantities. I hope it's possible to find enough people which share the Idea of the Blackbox printer in order to produce such custom parts more economically.
Combination of bowden and direct drive Extruder
While the tools are bowden driven, the X-Axis carries a compact direct driven extruder. The reason for this is that I want to do experiments with flexible filaments which can be processed much better with a direct driven extruder. The extruder is based on the Bondtech BMG which I optimized for a very short distance to the hot end. The distance from the dual drive gears to the hot zone is just 30mm, 49.5mm to the tip of the nozzle. The tool extruder is not really special, the BMG extruder rotates freely on the frame, so the bowden hoses are only about 35cm long.
Future plans
-Acryl hood with dampers
-Heated build chamber
-Fume extractor
-Automatic part removal for series production
-Additional tools like laser cutter, pen or pick and place tools
-Multitool bioprinting
Facts
Frame size
570x520x428mm
Print Volume
300x300x240mm
Board
Ultratronics + Klipper
Stepperdriver
Leadshine DM422C
Extruder
Bondtech BMG Extruder (redeisgned)
Heatbreak
E3D Chimera style
Heater Block
Dice V2 Hotend
Cold end
Custom waterblock
Heatbet
Filafarm Switchplate
Belt
Gates GT3 2mm tooth offset, 9mm width
X-Rail
Smalltec MR 9M (similar to MGN9)
Y-Rail
Smalltec MR 9M (similar to MGN9)
Z-Axis
Belt driven with 1:10 reduction
Linear Rods 12mm
Frame
T-Slot 40x40, 20x20, 20x60
Housing
Lasercut Acryl magnetically attached
Blackbox V 0.2 - current status