 Joseph Lavoie
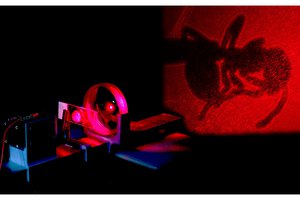
Joseph LavoieTo build a CO2 laser for cutting and engraving materials.
0%
0%
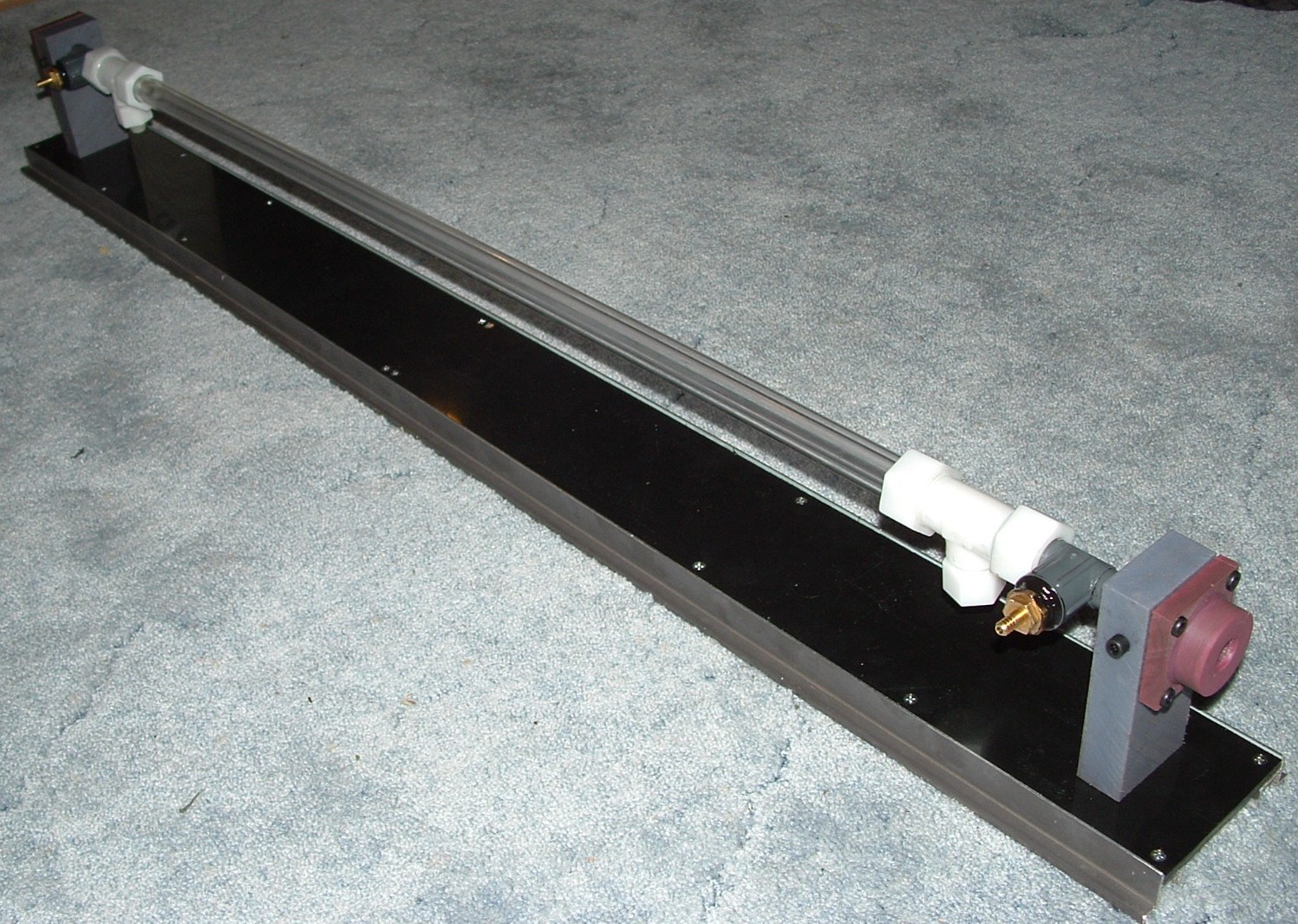
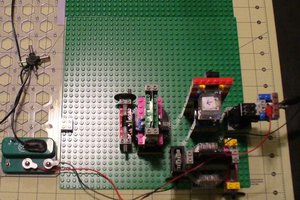
DIY CO2 Laser
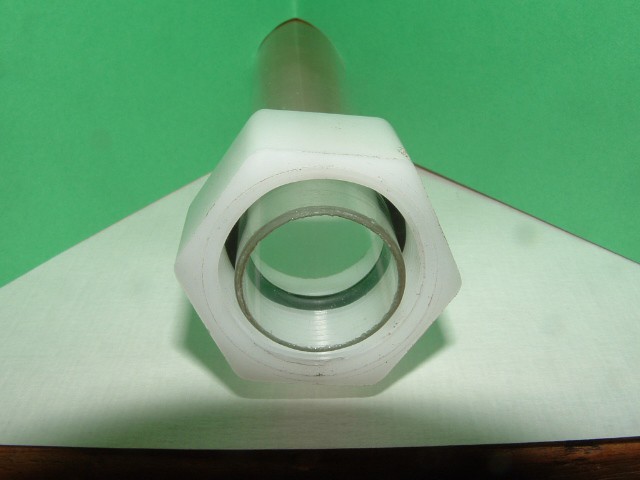
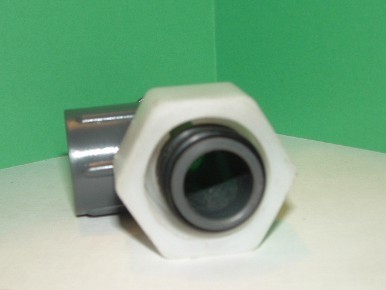
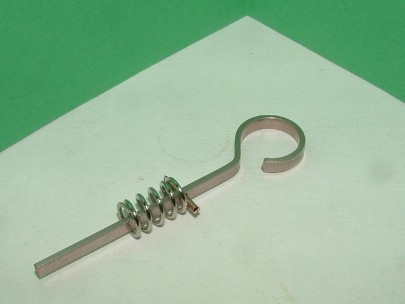
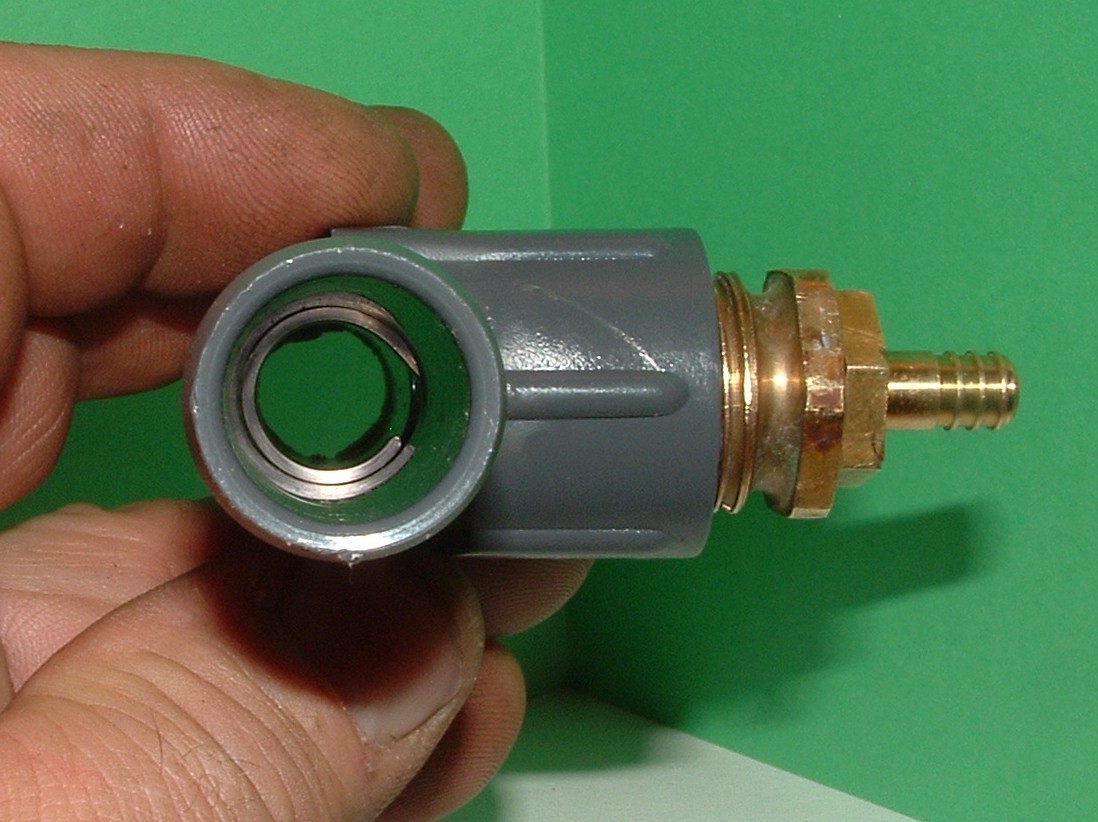
A simple design using plumbing parts.
Become a Hackaday.io member
Already have an account? Log in.
Just one more thing
To make the experience fit your profile, pick a username and tell us what interests you.
Pick an awesome username
hackaday.io/
Your profile's URL: hackaday.io/username. Max 25 alphanumeric characters.
Pick a few interests
Projects that share your interests
People that share your interests


















 Steve Schuler
Steve Schuler
 J
J
 georgefomitchef
georgefomitchef
On the use of Balloon Time helium, you do know this, right?
http://www.balloontime.com/contact-us/faqs/
"Our helium is rated from 98-99.99 percent pure. However, due to global helium supply issues, we are now mixing helium with air. All tanks will have 80 percent or more helium."