 DeepSOIC
DeepSOICI had a need to print a number of copies of the same part, off ABS plastic, with black and white colors. That was a perfect opportunity to test out the electrostatic adhesion.
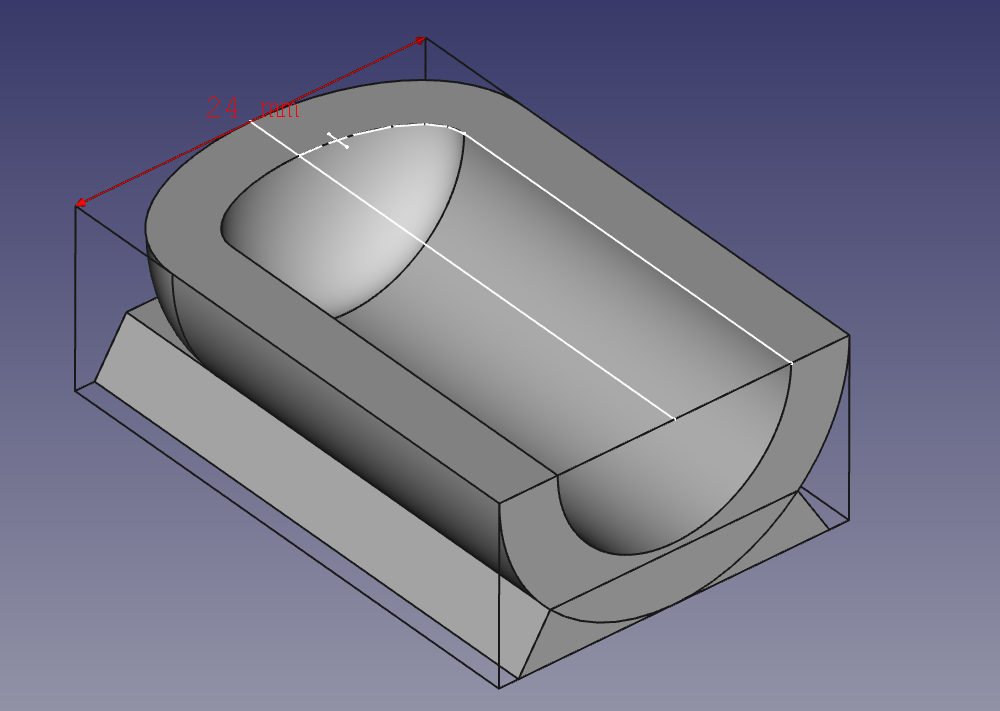
The model:
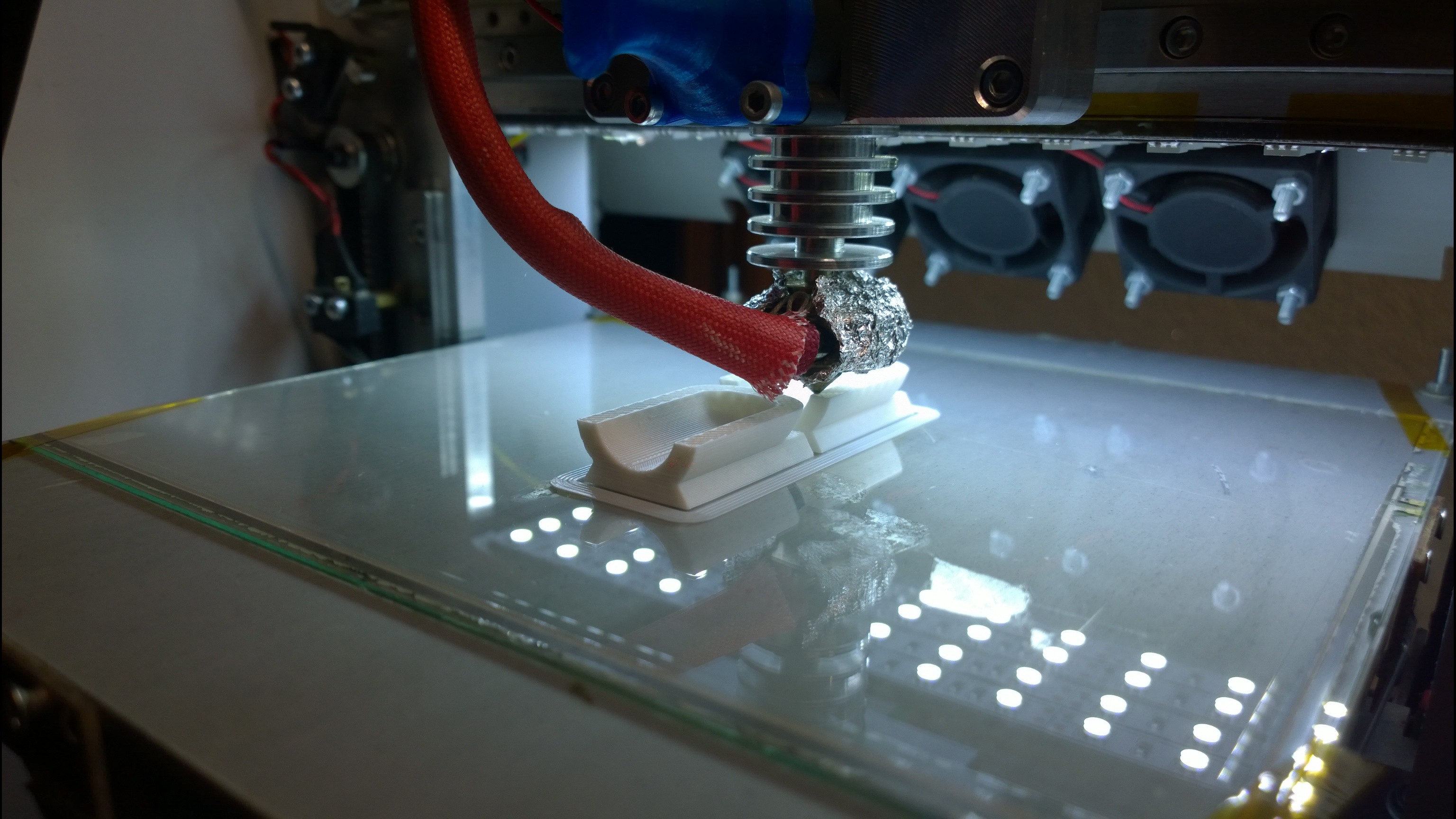
Printing...
Procedure and conclusions.
batch = two copies of the model
0. printed a first layer, killed print, peeled it off (in hope to clean the surface, for test results to be not affected by surface contamination
1. printed the first batch with no voltage, white ABS.
2. printed the second batch with positive voltage on bed (negative extruder). Same white abs
3. changed plastic to black ABS, and printed with voltage applied again
4. printed a batch with no voltage applied, in same black ABS
5. printed one more batch with no voltage applied
results.
At 1, the parts were easy to peel off, and there was noticeable lift-off due to warping. One of the pieces lost about 1/3 of adhesion area due to warping.
At 2, there was a MASSIVE improvement. Almost no warping, and the pieces were really hard to get off. Some of the traces were visibly raised at bottom surfaces of parts. Almost no detachment during printing, except at the very corners.
At 3, the adhesion further improved. The skirt was stuck so well it was breaking as I peeled it off.
At 4, I expected the adhesion to drop back to normal poor state. But it didn't!!! It was stuck just as perfectly as 3!!
At 5, it was just as good.
So, the conclusion is... unclear. It looks like the electrostatically assisted adhesion is not due to electrostatic attraction. It seems to be doing something to the surface of bed instead. I even question that high voltage has anything at all to do about it, it may just be the surface cleaning after each batch. So, I need to run a new test, I'm still not sure of the exact way I'm going to do that.
More details:
extruder T = 250C
bed T = 130C at first layer, 110C afterwards *
nozzle = 0.3 mm
layer thickness = 0.2 mm
first layer extr w = 0.8 mm
no brim
* the actual temperature of bed surface depends on if the high voltage is applied or not. When HV is on, the glass is attracted to bed, improving the heat transfer. That makes the temperature of glass to increase by 10 degrees C. So I had to adjust the setpoint to maintain the actual temperature.
Discussions
Become a Hackaday.io Member
Create an account to leave a comment. Already have an account? Log In.