DeepSOIC
DeepSOIC-
First POM print success
03/13/2016 at 19:54 • 0 commentsFinally, I've found the print surface I can print POM onto =)))))
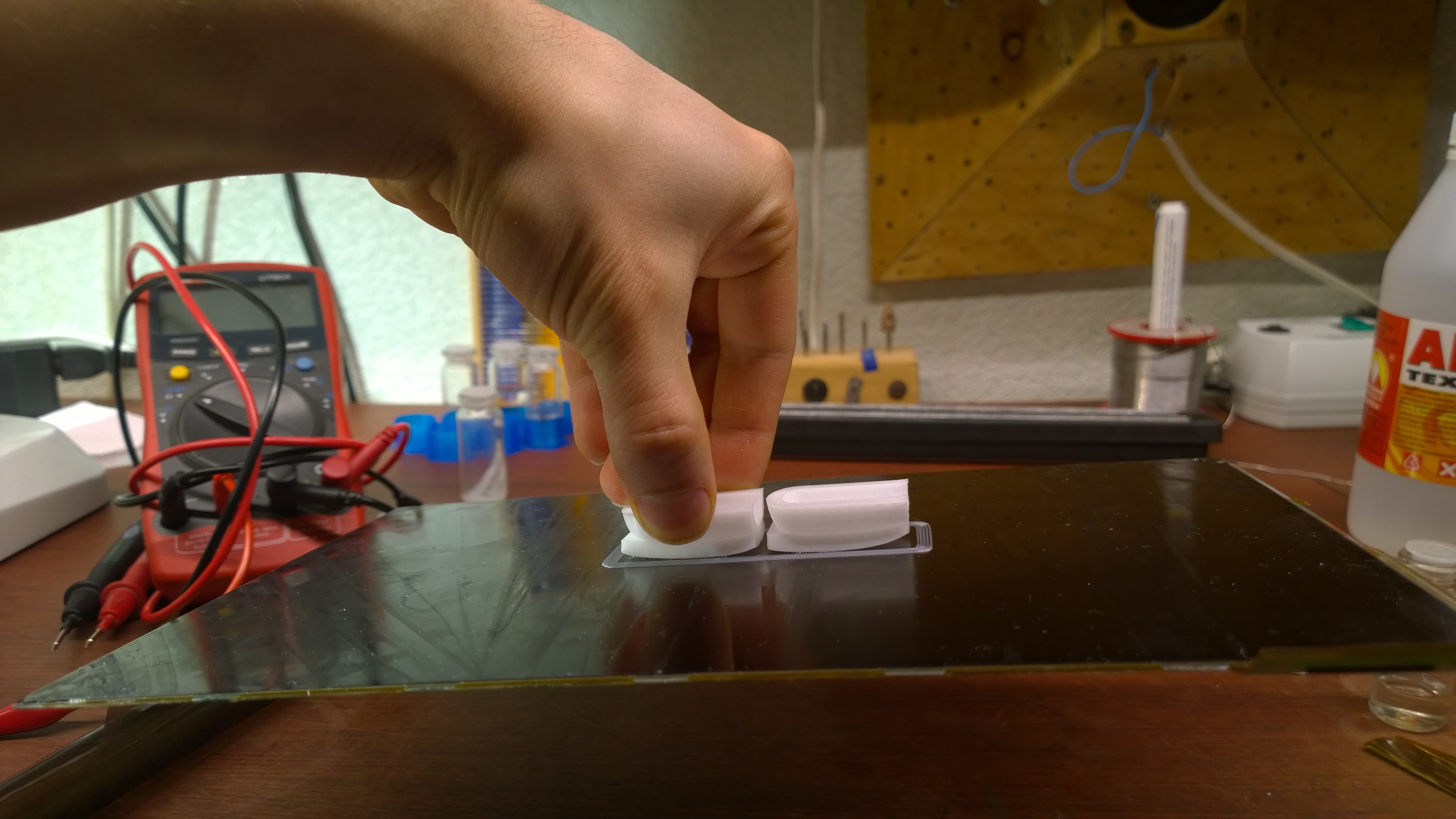
![]() This is an old LCD panel from a laptop. I ripped off the polarizer film (acetone helps doing it). The layer of glue that remained after peeling off the film is the surface I printed on.
This is an old LCD panel from a laptop. I ripped off the polarizer film (acetone helps doing it). The layer of glue that remained after peeling off the film is the surface I printed on.And yes, I am holding the panel by the POM printout I just printed! It's well and truly stuck!!
Unfortunately for the project, high voltage has nothing to do about this success.
Data:
print bed T = 130 deg.C (temperature of the surface - setpoint was 150 deg.C)
extruder T = 250C (1st layer) / 220 deg.C (the rest)
-
POM and high voltage
03/09/2016 at 22:51 • 0 commentsTried it!
It helps. Definitely. But it's nowhere close to being good enough for actual printing. =(
![]() This time, the deposited plastic remained stuck to glass for some 20 seconds or so. That was enough to print the first layer. But then it just curls up and I have to kill the printing.
This time, the deposited plastic remained stuck to glass for some 20 seconds or so. That was enough to print the first layer. But then it just curls up and I have to kill the printing.With POM, it looks like the action of high voltage is how I initially wanted it to be - due to charge embedded in plastic. I think the charge dissipates quickly, and as it does, the plastic peels off. That's the theory... So it might be interesting to try lower bed temperature, maybe even no heating of bed at all.(EDIT: tried printing on cold bed. Total failure.)
Data:
first layer 0.2 mm thick, 0.8 mm extrusion width, 0.3mm nozzle
bed T = 140 deg.C
extruder T = 250 deg.C
-
first POM print
03/09/2016 at 22:15 • 0 commentsIt was a disaster. two seconds after being deposited, the trace peels itself off the bed..
Data:
bed: ITO glass @ 140 deg.C, high voltage off
extruder 250 C
--
other observations:
POM melts at 150 C. It is a true melting point: below, it's unextrudable; above - it extrudes fairly well.
-
POM has arrived
03/09/2016 at 18:53 • 0 commentsPOM filament that I ordered almost by accident has arrived. Manufacturer is FL-33, diameter = 1.73 mm, and the quality is...awful...
![]() It is tubular in some places. I don't expect it to print well in the first place, but the bubbles inside can futher turn my prints into a mess. It won't (hopefully) stop me from doing electrostatic adhesion experiment, nevertheless.
It is tubular in some places. I don't expect it to print well in the first place, but the bubbles inside can futher turn my prints into a mess. It won't (hopefully) stop me from doing electrostatic adhesion experiment, nevertheless.I have a couple of other spools from FL-33 (ABS, PLA), and they are OK.
-
more materials to test
03/04/2016 at 12:17 • 0 commentsAlmost by accident, I ordered a spool of POM (aka Delrin/Acetal). It is a plastic with awesome mechanical properties. There is an article on HAD about it, published recently.
Judging from what I've read on the internet, as 3d-printing material, POM seems to be prone to extreme warping, and extreme problems with first layer adhesion. Perfect candidate for testing my method!
I'm a little bit worried of using it, because if overheated, it is known to release formaldehyde, which is quite seriously toxic.
-
further investigation
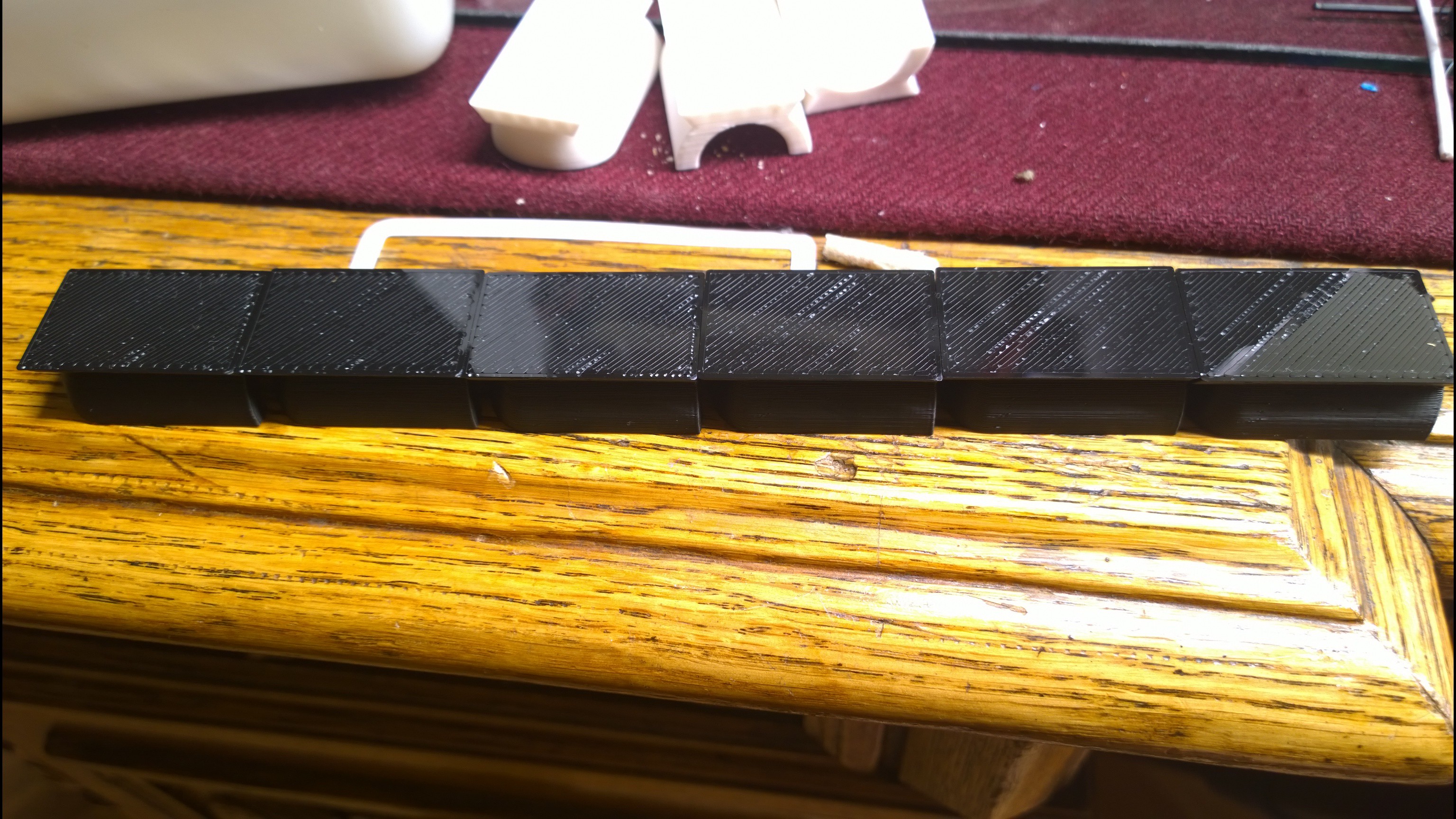
02/09/2016 at 23:37 • 0 commentsWhen I looked at all the bottom surfaces of printouts, there was a very noticeable pattern there! Look!
![]()
The places that were stuck the best were the same on all parts.
Most of them (except two, from the first black batch) were printed with high voltage off. That suggests that when I had high voltage on, the surface was indeed seriously affected. And that's less and less surprising..
To get best results, I cranked the high voltage as high as it was possible - to the point the extruder-bed gap was sparking occasionally. And the dotted patterns suggest that the sparks were a big player here.
I even noticed some plastic residue on the bed itself. That is, it was stuck to the bed there so well, better than the plastic sticks to itself. Fascinating!
![]()
-
first more controlled experiment
02/09/2016 at 23:00 • 0 commentsI had a need to print a number of copies of the same part, off ABS plastic, with black and white colors. That was a perfect opportunity to test out the electrostatic adhesion.
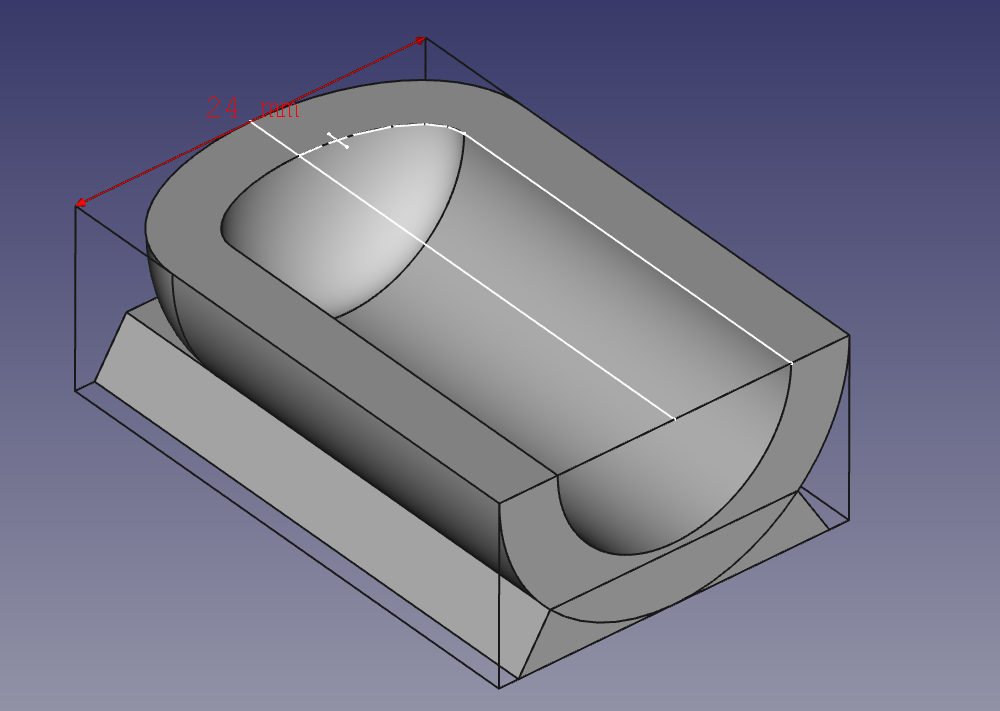
The model:
![]()
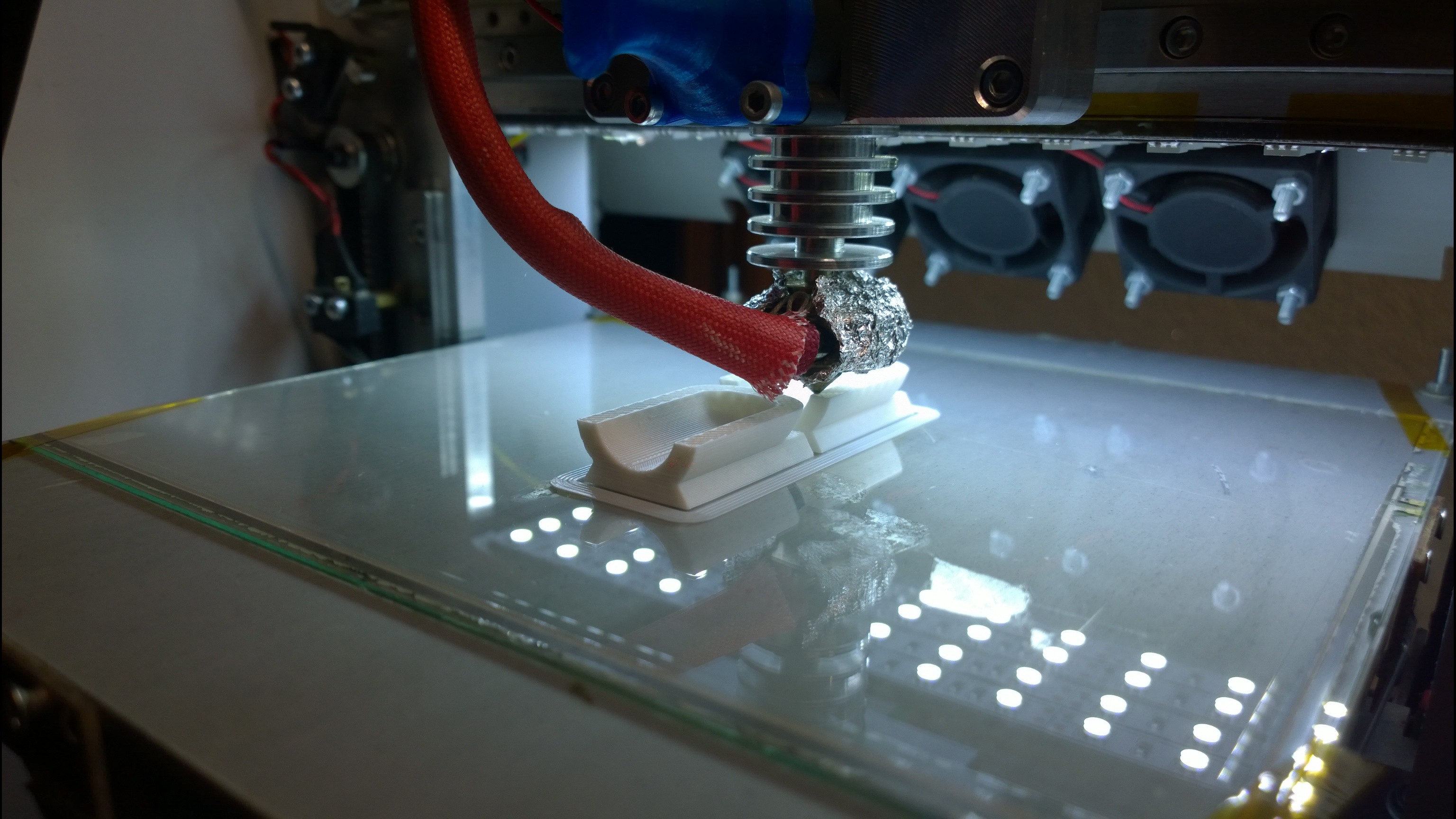
Printing...
![]()
Procedure and conclusions.
batch = two copies of the model
0. printed a first layer, killed print, peeled it off (in hope to clean the surface, for test results to be not affected by surface contamination
1. printed the first batch with no voltage, white ABS.
2. printed the second batch with positive voltage on bed (negative extruder). Same white abs
3. changed plastic to black ABS, and printed with voltage applied again
4. printed a batch with no voltage applied, in same black ABS
5. printed one more batch with no voltage applied
results.
At 1, the parts were easy to peel off, and there was noticeable lift-off due to warping. One of the pieces lost about 1/3 of adhesion area due to warping.
At 2, there was a MASSIVE improvement. Almost no warping, and the pieces were really hard to get off. Some of the traces were visibly raised at bottom surfaces of parts. Almost no detachment during printing, except at the very corners.
At 3, the adhesion further improved. The skirt was stuck so well it was breaking as I peeled it off.
At 4, I expected the adhesion to drop back to normal poor state. But it didn't!!! It was stuck just as perfectly as 3!!
At 5, it was just as good.
So, the conclusion is... unclear. It looks like the electrostatically assisted adhesion is not due to electrostatic attraction. It seems to be doing something to the surface of bed instead. I even question that high voltage has anything at all to do about it, it may just be the surface cleaning after each batch. So, I need to run a new test, I'm still not sure of the exact way I'm going to do that.
More details:
extruder T = 250C
bed T = 130C at first layer, 110C afterwards *
nozzle = 0.3 mm
layer thickness = 0.2 mm
first layer extr w = 0.8 mm
no brim* the actual temperature of bed surface depends on if the high voltage is applied or not. When HV is on, the glass is attracted to bed, improving the heat transfer. That makes the temperature of glass to increase by 10 degrees C. So I had to adjust the setpoint to maintain the actual temperature.
-
First attempt
02/01/2016 at 23:13 • 0 commentsToday I did a quick test, mainly to see if there is a dramatic result. The test was not scientific at all. But it feels like there is a significant improvement, so I publish the project. Stay tuned...
High-voltage assisted 3d printing
Attempting to use high voltage for better adhesion to print bed
 This is an old LCD panel from a laptop. I ripped off the polarizer film (acetone helps doing it). The layer of glue that remained after peeling off the film is the surface I printed on.
This is an old LCD panel from a laptop. I ripped off the polarizer film (acetone helps doing it). The layer of glue that remained after peeling off the film is the surface I printed on. This time, the deposited plastic remained stuck to glass for some 20 seconds or so. That was enough to print the first layer. But then it just curls up and I have to kill the printing.
This time, the deposited plastic remained stuck to glass for some 20 seconds or so. That was enough to print the first layer. But then it just curls up and I have to kill the printing.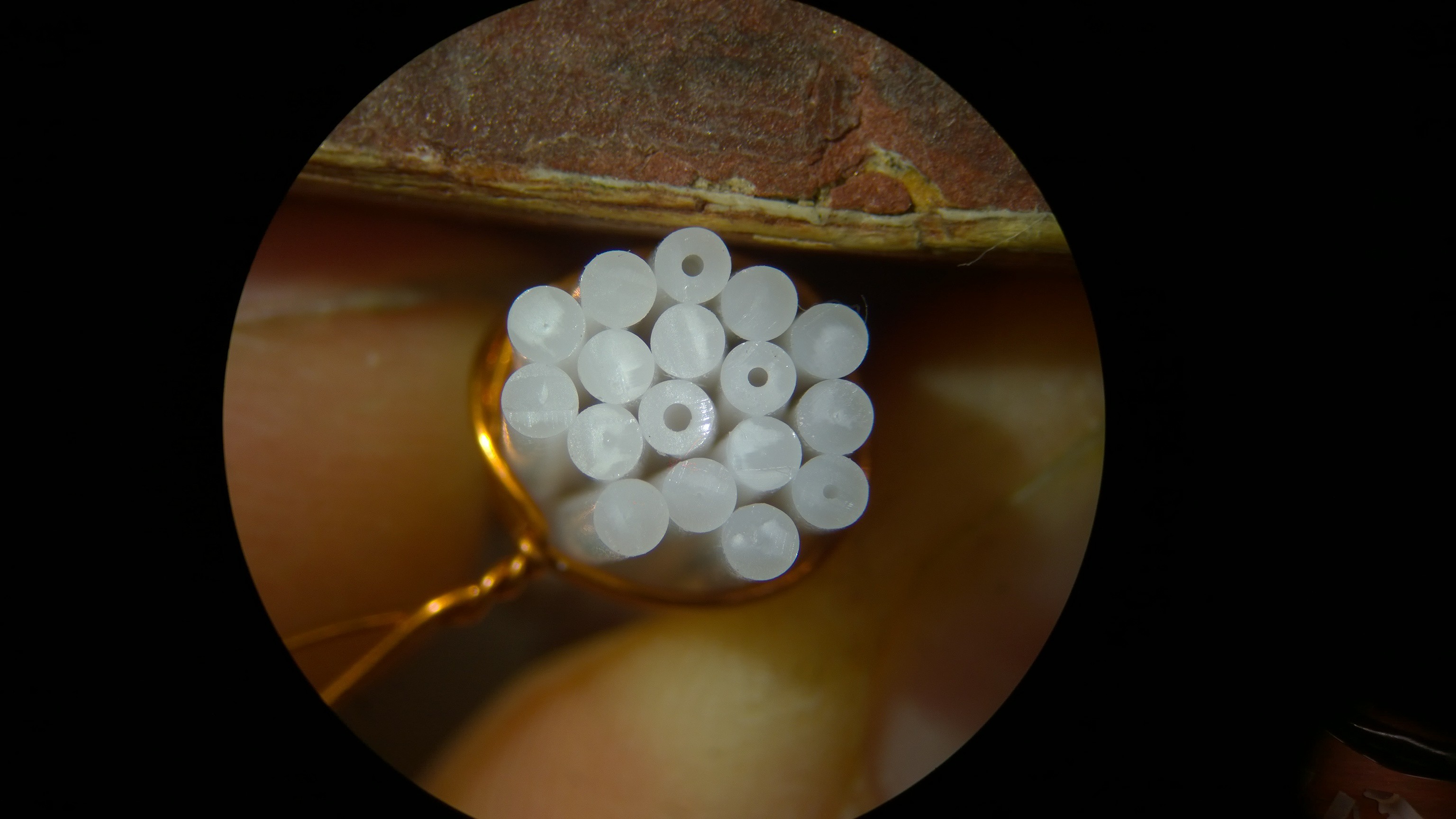 It is tubular in some places. I don't expect it to print well in the first place, but the bubbles inside can futher turn my prints into a mess. It won't (hopefully) stop me from doing electrostatic adhesion experiment, nevertheless.
It is tubular in some places. I don't expect it to print well in the first place, but the bubbles inside can futher turn my prints into a mess. It won't (hopefully) stop me from doing electrostatic adhesion experiment, nevertheless.