 charliex
charliexPulled the XY table apart again down the ball screws and removed the double nut and the brass shim, replaced it with some 18lb belleville washers, added some other washers to the, also used an inner race from a dodgy bearing instead of an aluminum spacer to help it be flatter.. This reduced the backlash to X0.0002" Y0.0006" , so of course next thing was to cut two test circles, an outer and an inner.
turned out great, it was slightly undersized so redid the gcode to add 0.14mm to the 30.01mm hole we wanted and it came out at 30.01mm in the X., the Y was slightly over, around .045mm


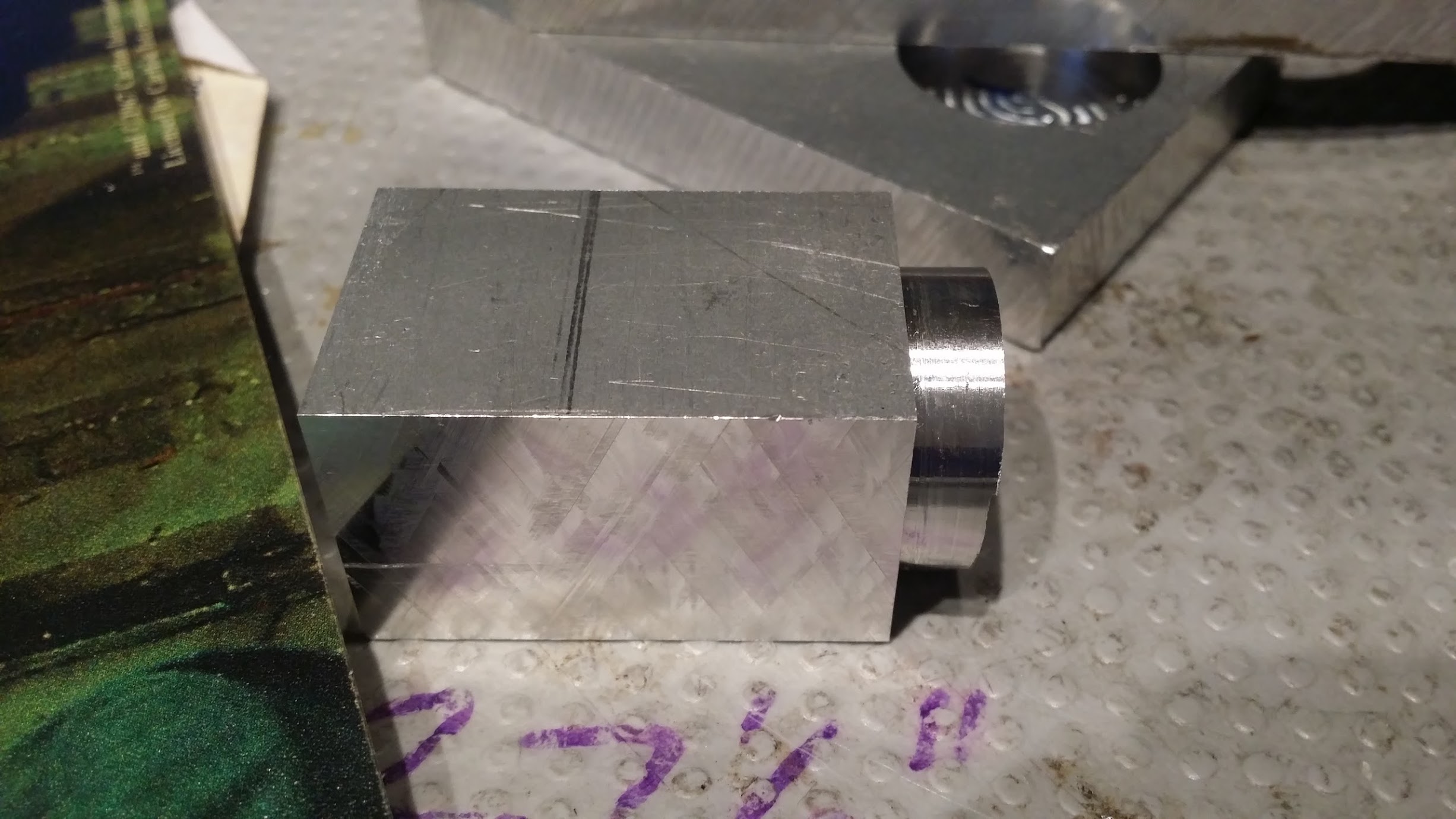
surface quality is great. this is a small helical arc down to 0.3" at about 20IPM with a 0.250" end mill, then does a depth of cut of 0.3" to the outside with one finishing pass.
Pretty great, and a world of difference from the first circle we cut, which was a circle only in the loosest of terms. When the bearing is installed, one side has a .045mm gap, which is the over cutting. but it sits tight otherwise/ There are now so many pieces of metal on my bench with circles cut in them.
I think next we'll do the Z (which even with the lead screws is doing well ) then change out the motor.
Discussions
Become a Hackaday.io Member
Create an account to leave a comment. Already have an account? Log In.