 AccidentalRebel
AccidentalRebelSince the printer can now print objects properly, the next step is to do advanced calibrations using this guide.
Here's the video of final result after all the calibrations. I never thought I'd reach this level of quality, to be honest.
The print uses 0.2mm layer height resolution and you can still easily make out the layers. The advanced calibrations went through various factors like optimal temperature and speed, extrusion multiplier, retraction distance, and handling overhangs. It's rather extensive and the results are very noticeable as can be seen below:

The above shows the before and after. If you would look closely the resolution of the second one is better as it uses a 0.2mm layer height. It also printed faster too thanks to the increase in speed. The first one took around an hour while the second one took 20 minutes.
Here are all the results of the calibrations:
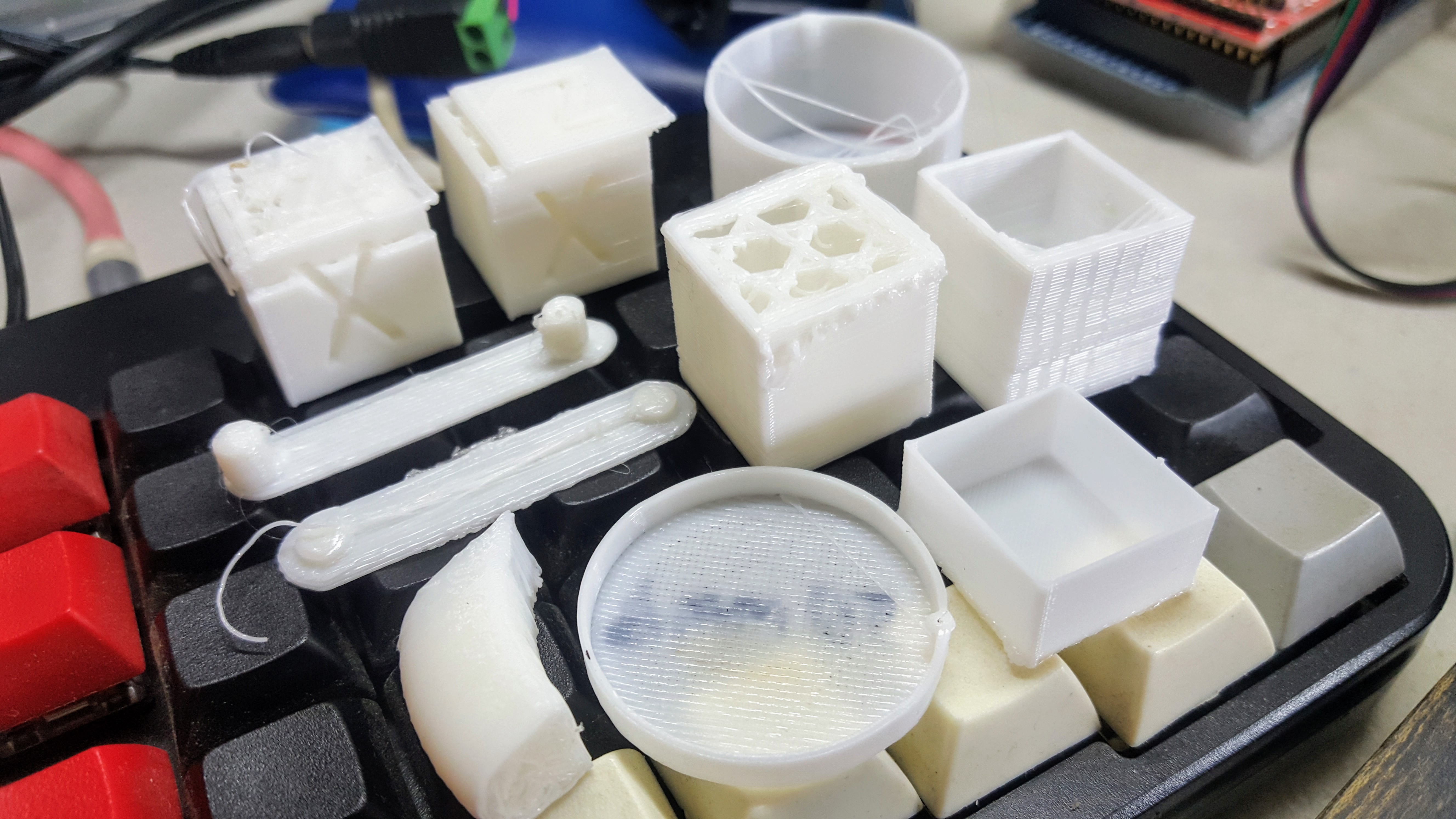
One thing that I had to dial down a whole lot after the calibrations was the speed. While my printer can handle speeds up to 40 mm/s, the motors sometimes skips especially if ran for longer periods of time. Plus, higher speeds might also have a negative effect on the health of the motors.
Aside from software calibrations, I also did improvements to the hardware itself. I cleaned the hotend to prevent filament from oozing, I slapped some heatsinks on the motors, loosened the slack on the bowden tube, and improved the setup and orientation of my spool holder. Each may seem trivial but they also contribute a lot to the overall quality.
Here's an almost perfect calibration cube thanks to all the optimizations above.

Up next: Torture tests!
Discussions
Become a Hackaday.io Member
Create an account to leave a comment. Already have an account? Log In.