 David Tucker
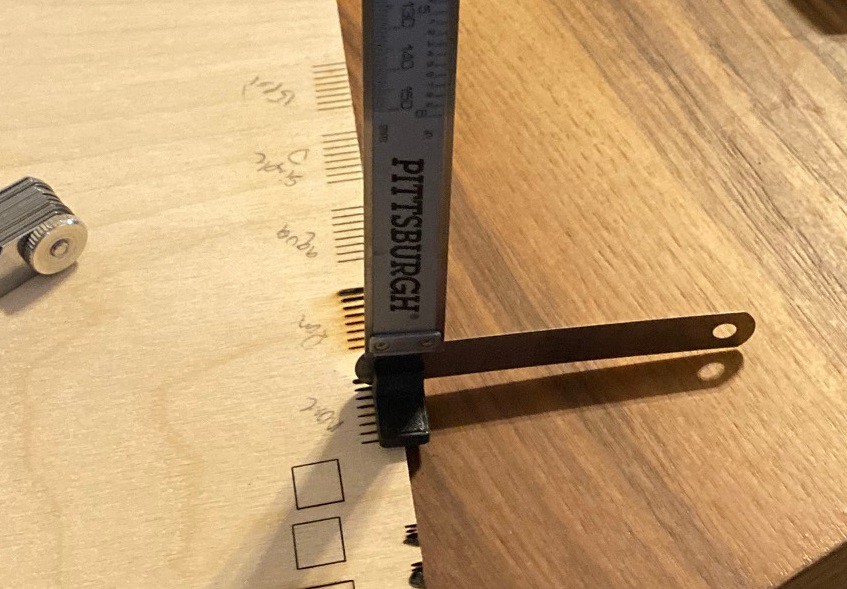
David TuckerI have been struggling with finding an optimal way to measure the cut depth on my recent tests. I have tried several things but none of them were very repeatable. I finally hit on a new idea. I printed a small right angle and added a 6mm magnet to it then removed a 0.076 mm feeler gauge from my pack and used the right angle to hold it in place. Finally I used my calipers to measure the height from the top of the gauge to the tabletop, after first zeroing the whole thing out on the surface of the material. This allowed me to get a reasonably accurate measurement of the cut depth, within 0.1 mm or so at least.

This seems to be working quite well and allowed me to measure all the cuts I made previously and summarize them in the tables below. These are all run with a NEJE 30w laser focused 5 mm below the base of the laser housing and run at speeds between 50 and 400 mm/min and using various air sources as seen in the link above.
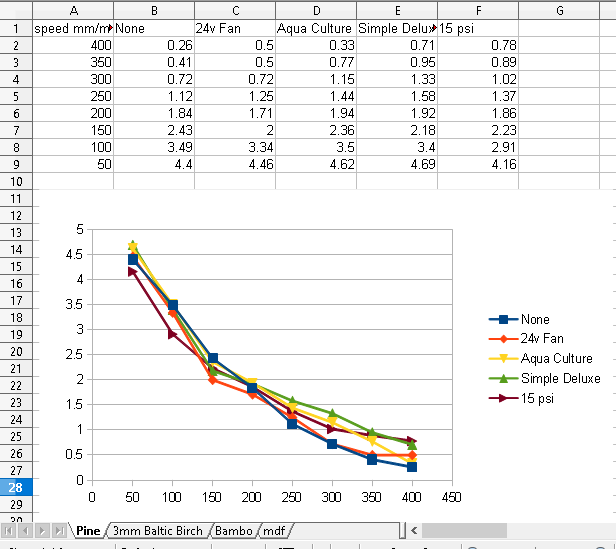
Pine works the best, we see a very nice relationship between cut speed and cut depth, the air assist has little impact on the cut depth, but does improve the look of the cut for sure. There is a 0.5 mm improvement with air vs no air, but it is nothing to write home about. Notice that cutting the speed in half results in less than a doubling in cut depth so it is possibly faster to run multiple passes at a faster speed than one pass at a slower speed. However you will need to really look closely at this, any non cut moves may push the balance in the other direction.
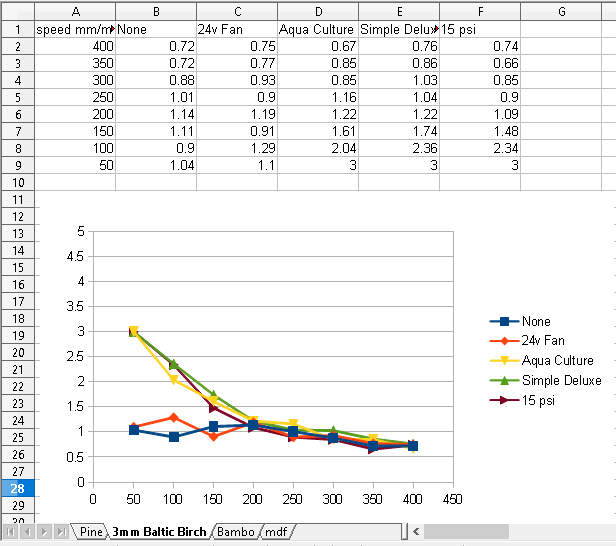
The 3mm Baltic birch shows a very clear benefit with the air assist. The fan and no air options don't increase there cut depth, no matter how slow we go. While any air focused at the cut gives us a very clear benefit. Also not using focused air causes a lot of charring on the surface.
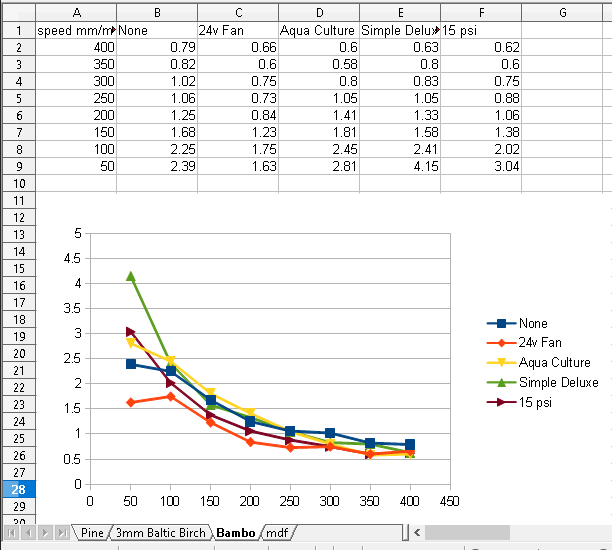
Bamboo is similar to the pine, but at the end the numbers go a bit out of control. I double checked the measurements and they are accurate. I suspect the spread is a bit random and has more to do with the non uniform nature of the material. I'm not sure how bamboo sheets are made but I would expect glue is involved, and it is also a very pulpy material.
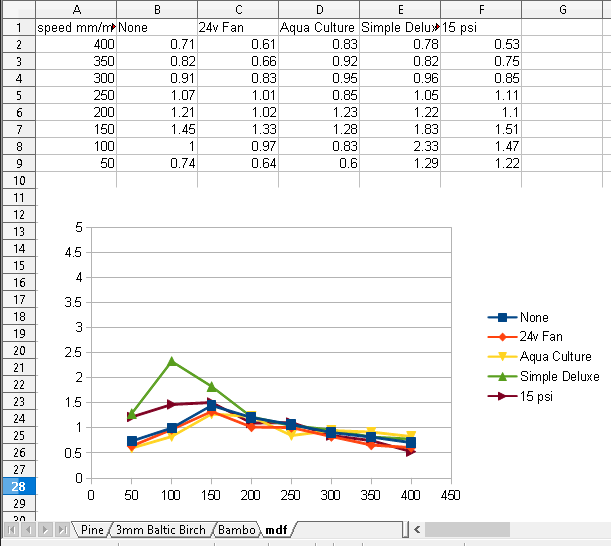
MDF is the strangest of the bunch, there is a clear loss in cutting power at speeds below 150 mm/min. Again the green simple deluxe trace looks unusual but I double checked the measurements and they are right. I suspect it is an anomaly in the material.
Anyway the loss of cutting power with slow speeds is hard to explain. Maybe the material starts burning when the speed is too slow? However there is little benefit from more air pressure. Maybe it would take a significant increase in air pressure to really benefit. This is a very gritty material, it almost feels like sand that has been glued together. It is possible that is throwing things off a bit.
---
In summary it seems clear from this data that increased air pressure does not help much in improving the cut depth. However from our previous test it does help improve the look of the cut, and visually it makes the kerf thinner as well. Basically if you have enough air then you have enough, more does not seem to do much for you. The $15 Aqua Culture 20 gallon pump is still probably a bit too small for our usage. You probably could get away with a pump double the size, but I'm afraid that will push you near to the cost of the $45 Simple Deluxe pump that has much more than double the output of air. I still feel this pump is the best compromise between cost and performance for my applications.
Keep in mind that we are dealing with about 5 watts of optical power here. Going with a 40 watt K40 laser or even better a 100 watt laser will probably require more air to help quench the flames. However I suspect the trend will hold true and once you have enough air to make the cut look good you probably won't see a large benefit from using even more pressure.
---
I need to do some speed tests between slower cutting speeds and multiple passes to see if there is any benefit at all to using a slower speed if you can't get through the material in a single pass.
Discussions
Become a Hackaday.io Member
Create an account to leave a comment. Already have an account? Log In.