 lion mclionhead
lion mclionheadMost lion designs are panels which need a wide line width for just the 1st few layers but also need a taller layer height for the upper layers. All the mane slicers started advertising support for adaptive layer heights & line widths in 2022, but lions focused on discovering the manual options hoping to get more optimizations.
The mane problem with Cura is it requires the very latest version of Ubunt so lions have moved to Prusa except for .8 nozzles. Prusa doesn't have any presets for .8 nozzles. Manually setting individual layer heights is enabled in a buried context menu item called the "height range modifier".
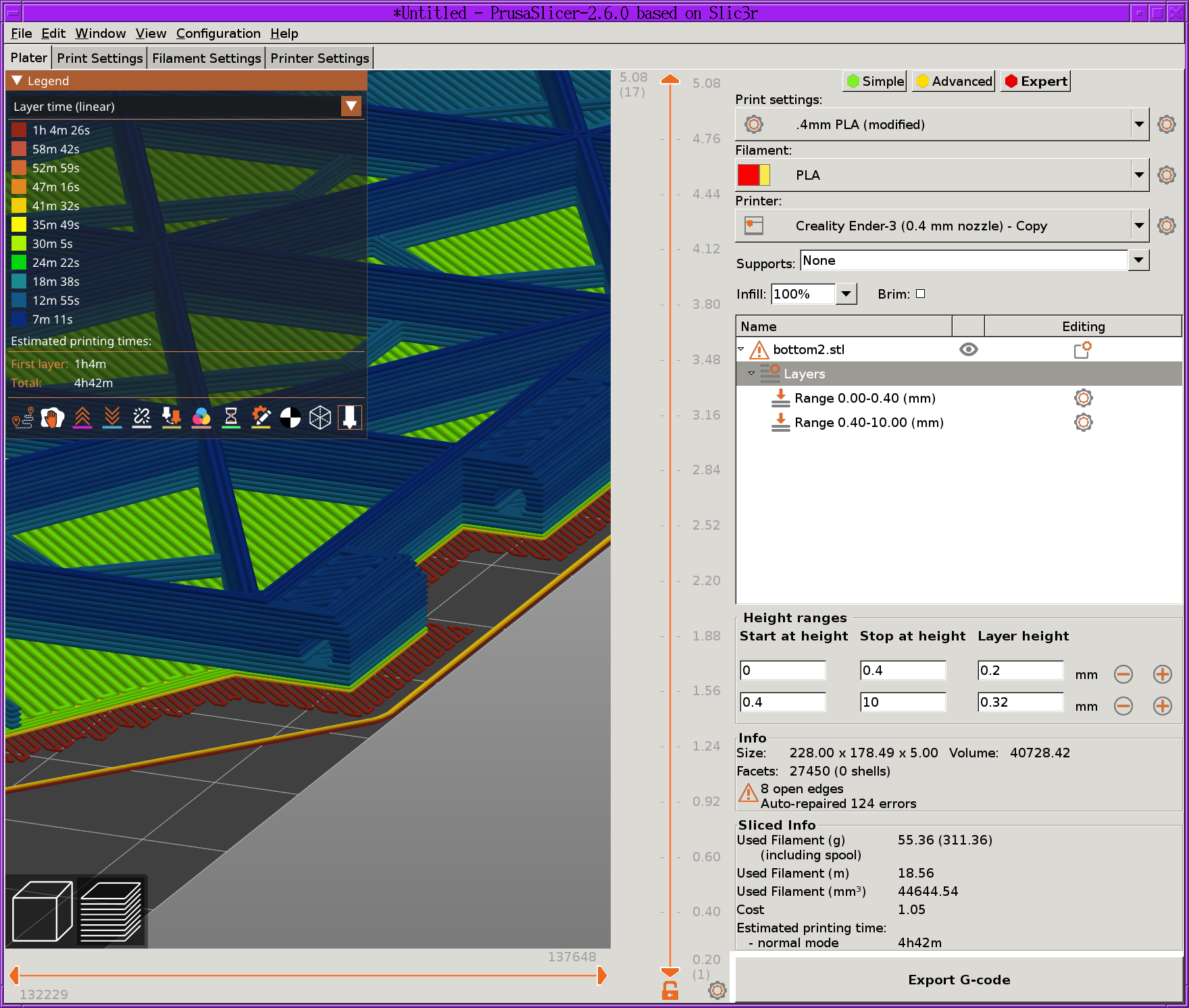
Then the best way to get a variable line width is to set all the infill to .8mm
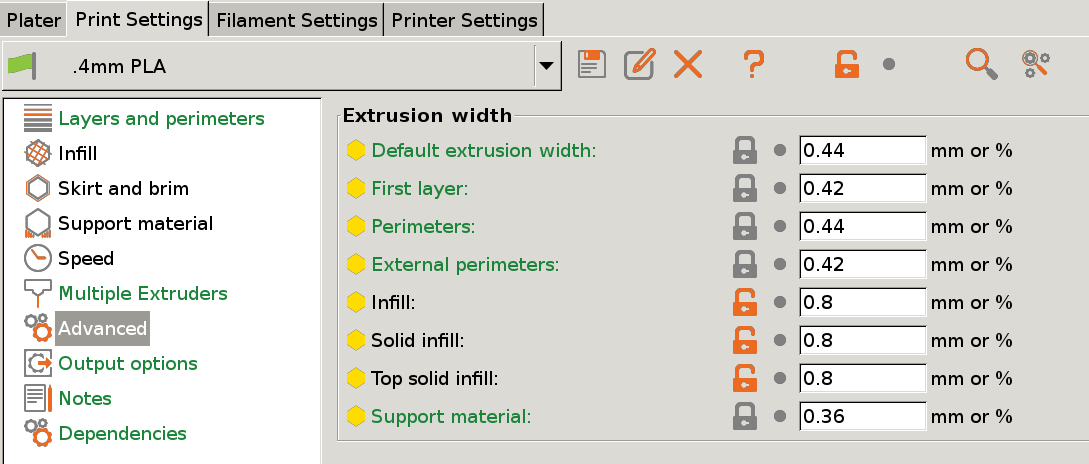
Leaving the perimeters at .4 gives good accuracy while gaining the advantage of a faster infill.
Prusa still doesn't allow overriding the 1st layer line width. It requires the perimeters to match the infill on the 1st layer. The only way around the 1st layer line width is to create a raft, make raft contact Z distance 0 & make a script to drop the 1st layer in gcode. Set speed of 1st layer over raft the same as first layer speed. Set the skirt to 2 layers so it still prints a skirt. Finally, Prusa adds the skirt distance to the raft expansion so the raft expansion has to be 0.
The lion kingdom made a script to drop a raft layer & stretch the 1st layers of prusa's output to compensate for the ender's Z compression.
https://github.com/heroineworshiper/utils/blob/master/fixusa.py
The estimated printing time is counting the raft, but you can see how much estimated time was for the raft in the legend.
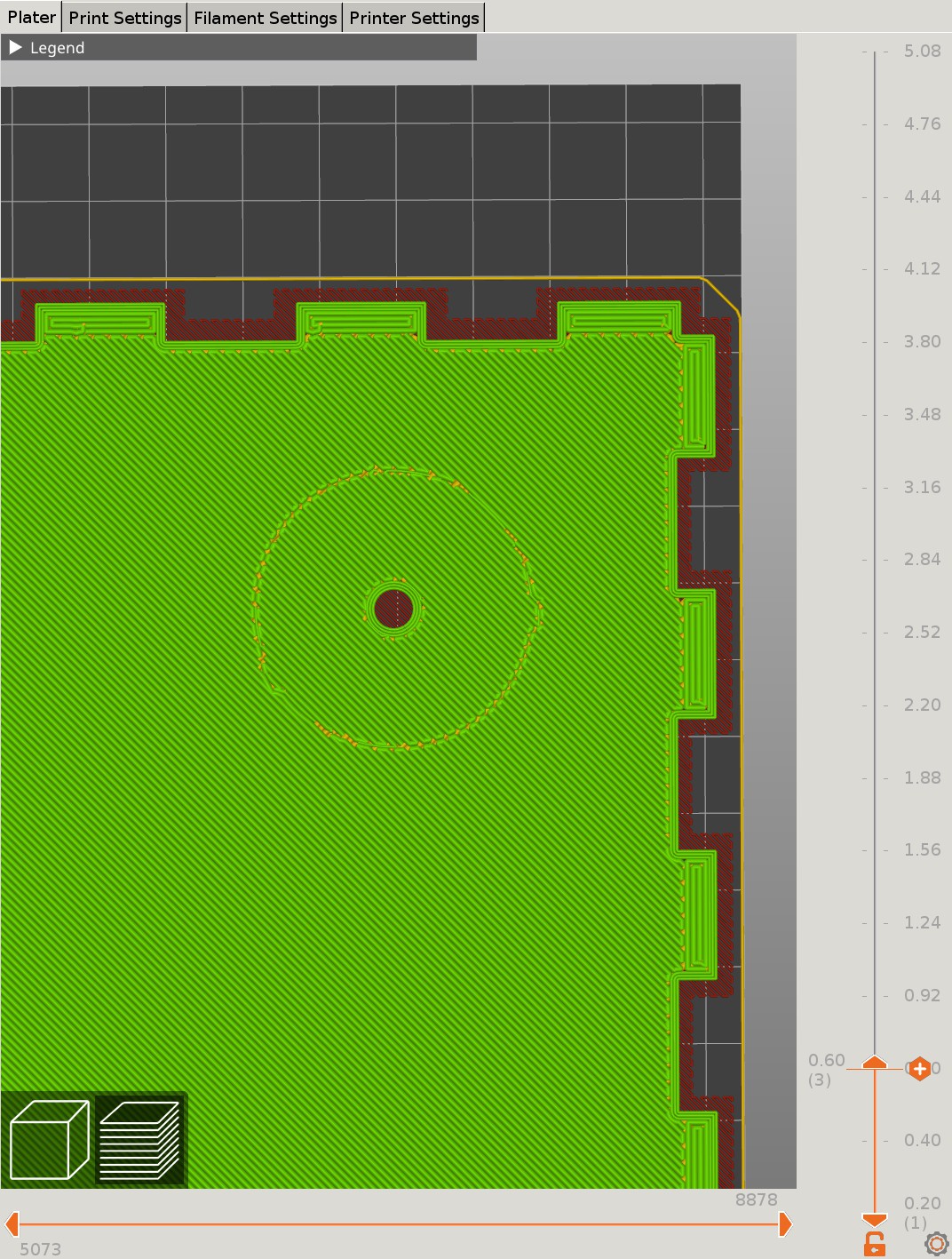
The mane problem with Prusa is on a top layer partially under another layer, it can't print contiguous lines. The contiguous line problem happens even without the height range modifier.
Only structural testing will tell if not having contiguous lines is a problem. With variable layer height & line width, panels take 50% as long.
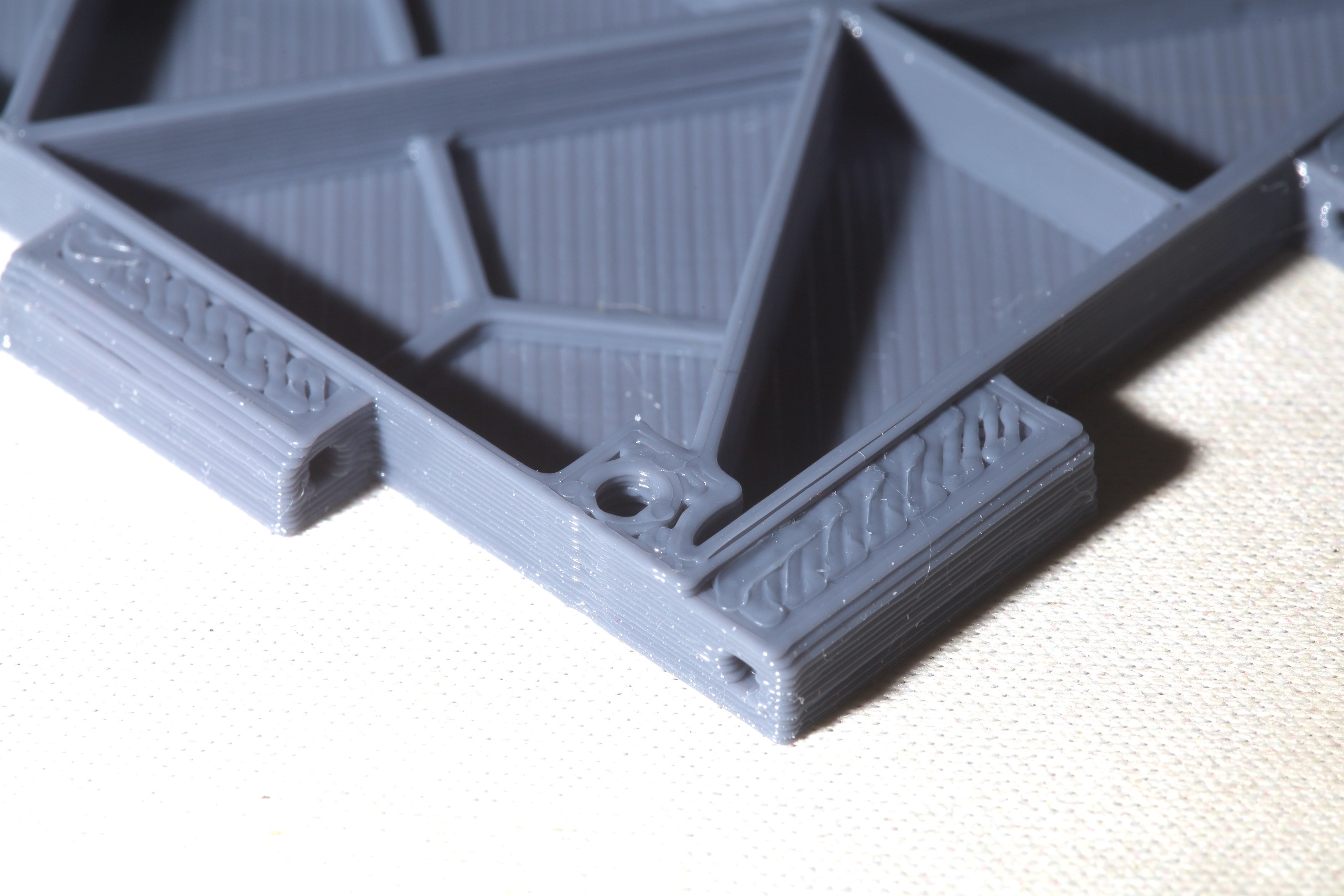
The mane problems are the standard problems with .32mm layers. The .8mm infill blends with the .4mm walls.
--------------------------------------------------------------------------------------------------
After a few weeks of Prusa, the lion kingdom went back to its obsolete copy of Cura. The mane problems were of course prusa's bug filled interface, the need to manage 3 files instead of 1 for each profile, under extrusion problems with the custom .8mm settings. The plater trapping button presses over the side panel is a bug we all stopped making at age 21.
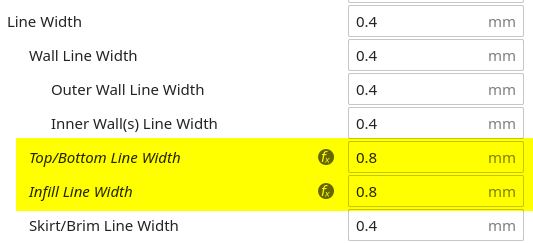
Variable line width in Cura is accessible in 2 settings. That's all lions need for what they're printing.
Another problem with prusa was a bug where it tried to print a skirt with .42mm layers while printing the model with .32 layers. Instead of lowering from .42 to .32 when changing objects, it exported just .42 for all objects.
There are still no manual layer height ranges in even the latest Cura. The best theory is now to make a script that drops .2mm layers & stretches them all to .32. It's hard to imagine the slicer doing anything more magical than dropping layers. It's not going to blend 2 .2mm layers to end up with a significantly different horizontal pattern.
Variable layer height is still only used for the truck container. It could still use prusa but prusa made ugly holes.
Discussions
Become a Hackaday.io Member
Create an account to leave a comment. Already have an account? Log In.