 Peter McCloud
Peter McCloudThe shafts have been completed and added to the prototype completing the mechanical portion of the rotor hub.

The method for interfacing the servo to the shaft is a little more concrete now.A lever was added to the shaft that will be used to rotate the shaft. The lever is a 3/16" piano wire 2" long. A 3/16" hole was drilled through the end of the shaft on the interior side of the shaft instead of the outside of the shaft.

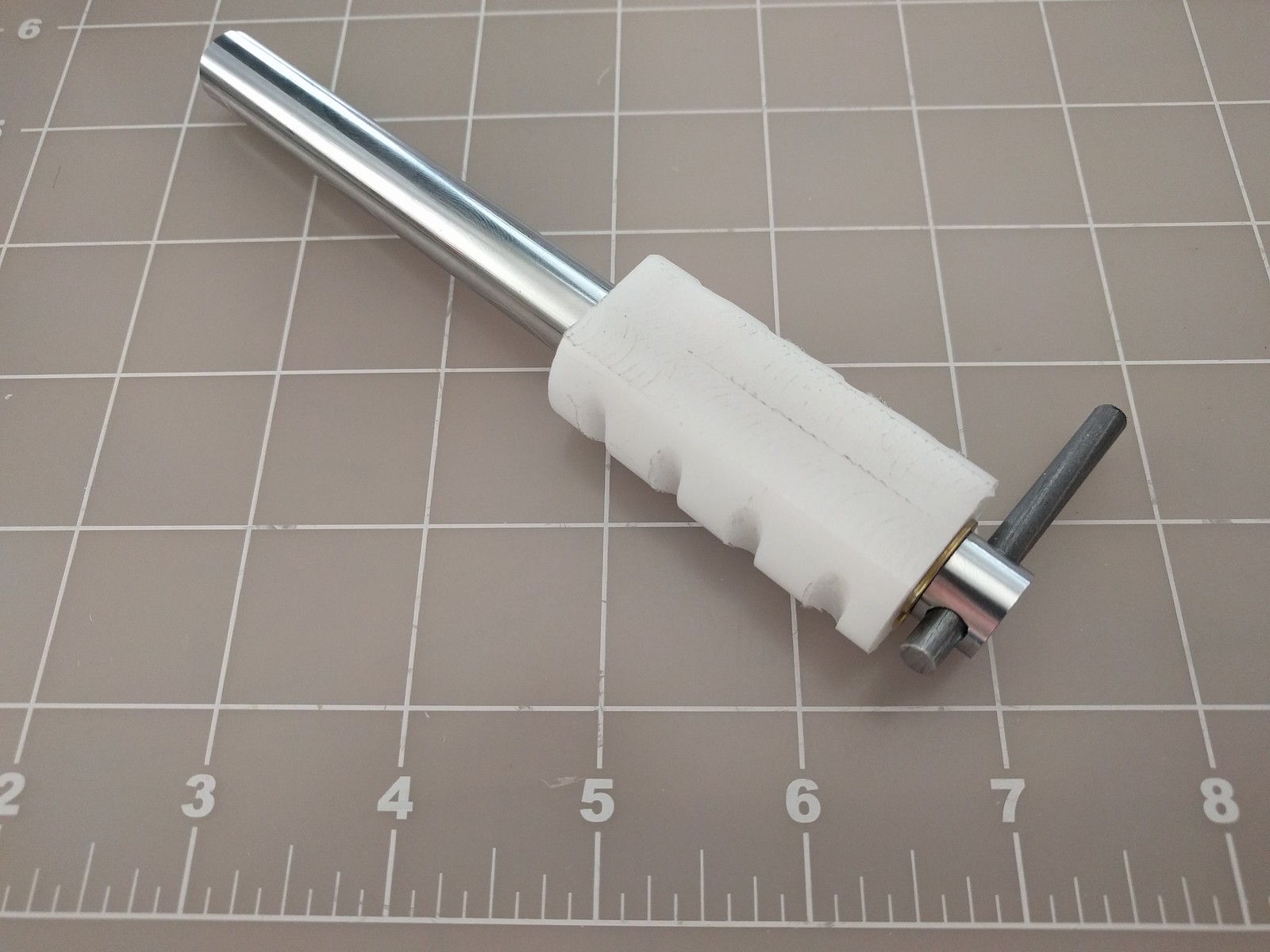
There are a few benefits to having the lever on the interior side:
- The hole for the lever doesn't decrease the strength of the shaft.
- The lever is now protected inside the hub and less susceptible to damage.
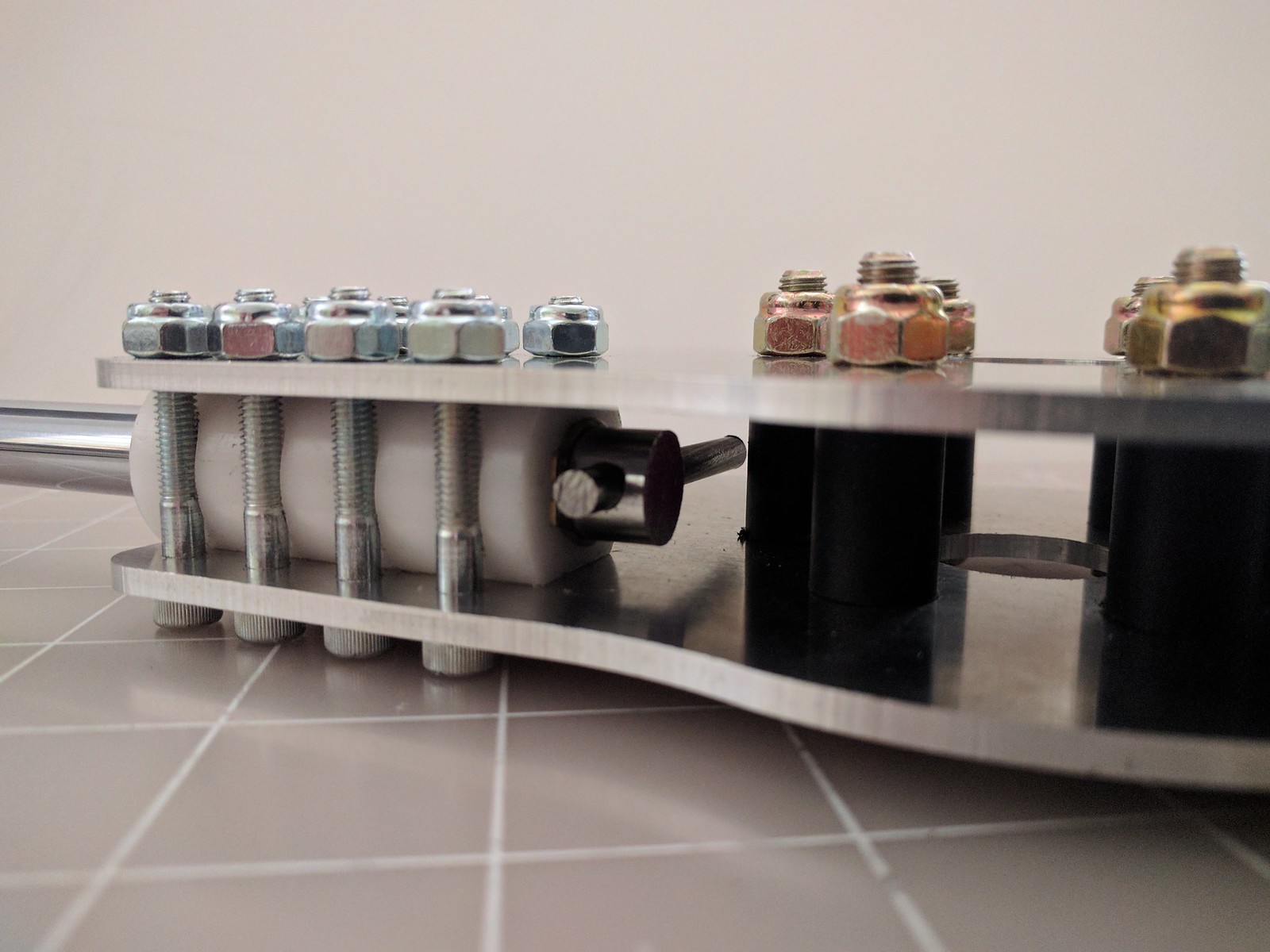
- If the servo or linkage fails, the lever is captive between the two plates, limiting the travel of the blades if such a failure was to occur. This could mean the difference between losing the vehicle or not.
Drilling the 3/16" hole through the hardened steel shaft was an educational experience. Typical drill bits won't do much more than scratch the surface. I was about to buy some specialty bits when the intertubes provided some very useful information. Turns out that masonry bits with a carbide tip work well at cutting hardened steel. Just go slow and use cutting fluid. Since I had some masonry bits on hand it saved me some money as well as time. The process I ended up using was using a countersink to mark the location. A 5/32" masonry bit to drill the pilot hole and a 3/16" standard metal bit to clean up the hole to the proper diameter.
With the mechanical portion of the hub complete, the next step will be integrating the servos. The mechanical portion of the assembly weighs 2.0 lbs, an encouraging number.
Discussions
Become a Hackaday.io Member
Create an account to leave a comment. Already have an account? Log In.