 zittware
zittware10/21/2013: Between stenciling sessions the house got struck by lightning about a week ago... so I've been digging out of the random bad electronics and such. One of which is my Color LaserJet which I need to finish the apron.
Anyway; tonight after dinner I did a marathon session at Techshop... leaving just after 10pm. The main thing I did was put the "base" on for the Apron. Like the cabinet; I wanted it black with a holographic star field. So I did a base coat in black and followed it up with some clear powdercoat with the holographic flakes in it. Here's a closeup shot of the powdercoat:
I'm planning on waterjetting the inlayed pieces out of some 22ga steel and then doing a heat transfer of the graphics onto those pieces. Here's a mockup of the overall look; if it works as I hope it will.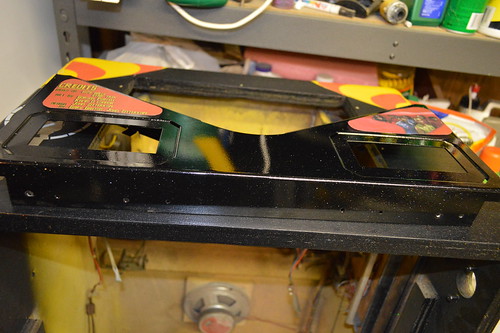 11/19/2013: Early last week I had a few minutes after work; so I went to Techshop and waterjetted some apron pieces out of some mild steel sourced from lowes. After cutting; I sandblasted them and This weekend I put them under some 220grit sandpaper to remove the coarseness added by the sandblasting. Once I had a smooth surface; I powdercoated them with some "Mirror chrome".
11/19/2013: Early last week I had a few minutes after work; so I went to Techshop and waterjetted some apron pieces out of some mild steel sourced from lowes. After cutting; I sandblasted them and This weekend I put them under some 220grit sandpaper to remove the coarseness added by the sandblasting. Once I had a smooth surface; I powdercoated them with some "Mirror chrome".
A few months ago I sourced some "SinglePrint (tm) Multi Surface Laser "no weed" " paper from them during a sale. The idea here is that using a heat press; I'd be able to "bond" laser printed graphics to the powder coated surface. Then be able to apply the needed clear powder coat over the label to give it a single resilient surface.
With the label printed using my color laser jet; I proceeded to bond the label to the substrate. I didn't have a heat press and I really didn't have the room for one anyway... so I thought I'd use a household iron. Once I received the paper; the included instructions said in italics "do not use a home iron". Then I remembered I had a hot laminator which I used in attempting to make homebrew PCBs using laser paper. The laminator claimed it did 300F max... and would apply some pressure; so I figured what the hell. worth a shot.
I preheated the substrate in the toaster oven to 300F and then applied the mirrored SinglePrint to the it and ran it thru the laminator about a dozen times. When removing the paper; it hadn't bonded to the surface. Humm. However, it was in place so I ran it thru twice to re-flatten the paper to the substrate... at this point I had nothing to really lose; so I put the substrate+paper back in the toaster oven set to ~325F. I let it bake there for about 2minutes; then quickly transferred it to the at temp Laminator. Running it thru 3 times. The returned the combo back to the oven for another heat session. I did this for about 4 times then let it cool for about 30seconds before peeling the paper from the substrate.
This time it was better; but not perfect.  :( As you can see; some of the label stayed with the paper.
:( As you can see; some of the label stayed with the paper.
I could "erase the label" and try again; but the label isn't really "solid enough" for my tastes. The toner is somewhat transparent which leads to muddled colors against the metallic background. It's probably be perfect on a white powercoated substrate.
I may try to source some vinyl labels in order to get the look I think I want.
Here's the other apron pieces positioned on the apron: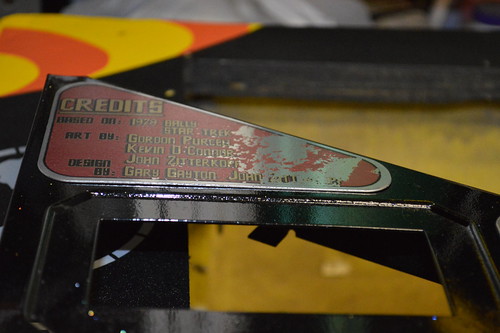

12/09/2013: I received the vinyl decals from Callie Graphics. I went ahead and installed them on the powder coated blanks:
12/28/2013: While I waited for some clear; warmer days for the clearcoat... A friend (Ken) and I went to Techshop to work on the PF rails. I didn't want to put yellow painted wood back on the PF... I wanted something which would tie the machine together. I measured the wood and created a CAD file with the exact measurements. The plan was to cut these parts out of 1/2inch 6061 aluminum. I sourced the Aluminum from a local supplier in 4ftx4inx0.5in dimensions. This DXF file was then sent to the waterjet machine at techshop which results in the following parts: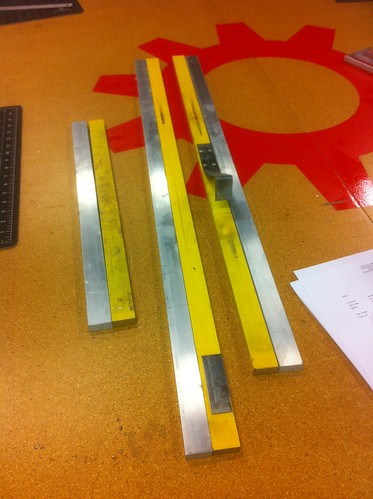 If you want to watch the Waterjet in action cutting this piece; see Youtube:
If you want to watch the Waterjet in action cutting this piece; see Youtube:
I wanted the tops of the rails to look like knife edges; but no so much that they would be a danger to anyone working on the machine (Read: Me). Ken (fc2sw) helped me put the 45 degree angles on the aluminum using the Jet#1 manual milling machine. Once the rails were milled; I proceeded to drill and tap the appropriate holes in the bottom side of the rails. For the purposes of this test fit; I used #6-32 x 5/8" machine screws. The result:
While I had the rails attached; time to test fit the apron and shooter gauge:
1/20/2014: it was time to begin looking at the "inlane" mechanics - namely the ball eject mechanism and the shooter lane. Initially; I had hoped that I could just "flip" the inlane and ball trough parts with the left shooter. Turns out that it wasn't really possible. As a result; I'm currently importing the parts into CAD so they can be mirrored. The Plan is to cut the parts out on Techshop's WaterJet when it comes back online. Today was that day. I had to cut new eject brackets as well as the ball trough as mirrored images. I decided I wanted to cut all the pieces out of 16gauge stainless steel so I would never have to worry about rust on these parts. :D
Here's the "flattened" brackets coming off the waterjet machine. Took about 20minutes of machine time to cut these badboys:
Then I spent some time on Techshop's JET finger break bending the brackets into their correct orientation. Here's the final product vs the original brackets:
Once I got home; I assembled the ball trough giving us this:
I still have to assembled the eject solenoid and the eject bracket; need to order some parts from McMaster-carr to finish the eject assembly.
1/20/2014: If you recall; there was a interactive portion where I asked people to speculate on what this was... ...its now time to answer that question.
...its now time to answer that question.
With the Eject lane in position; I was now able to install the shooter lane. This item above was carved out of 18x4inches of 1/2inch thick aluminum. When assembled it becomes the inside "guide" of the ball lane. Nobody guessed it's function; but that's ok. Now you get to see it in all it's splendor.
The pieces make up my rendition of the "Terran Sword of Conquest" as correctly identified by SaminVA here and on Pinside. I carefully cut out the 3D pieces and assembled them into the sword. The sword is made up of the little nobby thing you club someone on the head with... the handle... the hilt... and the blade itself. Each one of these pieces are bolted together with two pieces of steel. One JBwelded in the knobby thing with a set screw at the base of the handle.
The second steel rod is jb-welded to the sword blade. A set screw fastens the hilt to the rod, and the rod to the handle. No; it probably wouldn't make a good sword this way; but it's really just an ordimental piece. With the sword assembled; it's time to bolt it in it's place on the PF: Now I think you guys can see why I went with a "bladed" side rail... the two complement each other quite well.
Now I think you guys can see why I went with a "bladed" side rail... the two complement each other quite well.
Another angle with another surprise feature of the PF...
Several months ago; I contacted Cliffy at PassionForPinball.com and asked him to do a custom inlane switch protector for this project. He graciously agreed. For inlane switch; he cut me a custom Enterprise switch protector which I cnced a place for it making it "level" with the PF wood/clear.
Here's the mandatory money shot for the kids at home:
Starting to look like a Pinball machine now; isn't it?
A couple of weeks ago; I did a pretty big PinballLife.com order... part of which was those awesome new Aluminum Flipper bats: Today; I executed the strategy for these bats. First went ahead and powdercoated them black... then a second clearcoat powder with the metal flake seen on the apron. Once I had the bat powdercoated; I laser etched a jig on the tormac laser cutter at techshop. This etch allowed me to position the bats in such a way that they ready to get their treatment:
Today; I executed the strategy for these bats. First went ahead and powdercoated them black... then a second clearcoat powder with the metal flake seen on the apron. Once I had the bat powdercoated; I laser etched a jig on the tormac laser cutter at techshop. This etch allowed me to position the bats in such a way that they ready to get their treatment: The Bats go into the Laser cutter to get their dagger etches:
The Bats go into the Laser cutter to get their dagger etches: .
.
I hear the audience screaming for a money shot... who am I to argue? .
.
1/27/2014: I needed to work on the eject mechanism. I carefully measured the standoffs on the original part and engineered an alternate plan since I didn't have the time to replicate the part exactly. Instead I opted to buy some off the shelf threaded inserts with nylon sleeves.
For the base which holds the eject bracket; I got a 7/8" threaded #8-32 standoff from Master-Carr.com #91125A210. This piece would be mounted to the top with an #8-32 screw and would provide the rotation point for the eject bracket. To space the arm off the base I went with a 3/8" nylon spacer with 1/4" I.D. and 1/2" O.D #94639A141.
Then goes the bracket arm. For the top of the bracket; I went with a PRess-Fit Drill bushing, 0.25" ID, 0.5" OD @ 3/8" length or #9491A252. I topped it off with two flat washers (think they were 1/4") and star washer and another #8-32 machine screw.
For the plunger arm which goes into the solenoid; I went with a 0.25" tall round spacer with a 1/4" OD and and 8-32 screw thread, #91125A140. The nylon spacer on top was a 1/8" long with 0.25" ID and 0.5" OD.
Here's a picture of the original eject mechanism vs the new one:
Here's the mechanism with the coil and other hardware transferred:
And mounted in the PF:
My only concern is vibration loosening the #8-32 screws holding the threaded inserts in place. As a result; I may end up locktite-ing the screws in place later.
Discussions
Become a Hackaday.io Member
Create an account to leave a comment. Already have an account? Log In.