 Josh
JoshHistory
Last year I sold my seldom used metal lathe and used the money to buy a Chinese CNC6040 on ebay. This is the first major project that I undertook, and I have learned a TON about the process of bringing a project from idea to finished item by way of CNC router. I am writing this partly in retrospect (Phase 1) and partly real-time (Phase 2) to hopefully help others in their quest to learn how to use a hobbiest level CNC router.
Present
If you are new to your CNC router coming from a start in 3d printing, you are probably like me with the first question being, where's the "slicer"???
You now need to come to grips with the fact that no one else's gcode will work on your machine. If you are going into this thinking you will just download other people's gcode and run it, similar to what you can get away with in 3d printing, STOP NOW. CNC routers are a level of complexity deeper than 3d printing. Seriously though, when you get a CNC router and are going the way of free software, there's not a one-stop software solution. You will need to LEARN GCODE. Really, it's not that hard and there are plenty of tutorials on the internet so I will forego any gcode training on this site unless I had a eureka moment that I want to tell you about. Lastly, you need to figure out a lot of stuff on your own. If you don't know how to do something, and you aren't getting good suggestions from the internet, just figure out your own way. It's part of the learning experience.
How to Get Started in CNC Routing
I firmly believe that the fastest way to learn is to do it yourself. In the first phase, I am going to do some of the the hard work, but encourage you to take on as much as possible. I'll lay out the process I went through step by step and publish the files to go with it. This project focuses on the easiest type of routing, which only involves cutting out a shape. The same principles could apply to a laser cutter, water jet, or plazma cutter, except that I'll focus on material removal with a router bit.
The Task
I am presenting the steps to cut out pieces that can be assembled into a Rocking Horse suitable for a toddler (1-3 yrs). The plans come from www.woodworkingdownunder.com and I used the"Rosie" plans found here, as my daughter was 16 months old when I started this.
The Software
www.Onshape.com is a free online modeling software. If you want to use my model or drawing files, you can register for an account and then use the link from the links section on this page to find my project in the public documents. Feel free to fork it.
For writing/editing gcode, I use windows notepad for quick edits, but prefer Notepad++ with the "G-Code (most CNC machines)" syntax language add on. (search the page for that text and use the link for the XML).
For converting drawings to gcode, first export the drawing from ONSHAPE as a PDF, then open in Inkscape, then export to DXF, then utilize dxf2gcode to write your base file. Knowing how to read the output and modify it will be key to fully taking control of your machine.
For Machine control I use Mach3 that came with my SeeMeCNC H1 3d printer. It appears to be an old version, but it came with the stepper driver controller. I keep looking at Linux CNC as an upgrade path. In general, everything I present will have application in whatever control software you use, as I will focus on the standard Gcodes, and program specific functions like setting up your machine to talk to the control software will not be covered here. The bottom line is, if your machine accepts gcode, this project should apply to you, but you will have to understand the limitations of your machine.
The Hardware
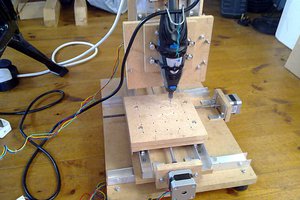
I purchased a 1.5KW CNC 6040 from the electronics bay, but they are widely available in the range of $1200 for the 3 axis models in multiple places on the internet. If you are just starting out, don't bother with the 4th axis, because you can use that money to buy the other stuff you will need - bits, collets, screws, wood.... and I highly recommend...
Read more »


 Alastair Young
Alastair Young
 Michael Graham
Michael Graham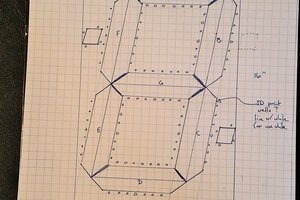
Wow, what an exhilarating race at Portman Park! The horses were absolutely phenomenal, showcasing their incredible speed and agility. I couldn't resist checking out the
portmanparkresults afterward to see how my favorite horse performed. Can't wait for the next thrilling race!