 David Tucker
David Tucker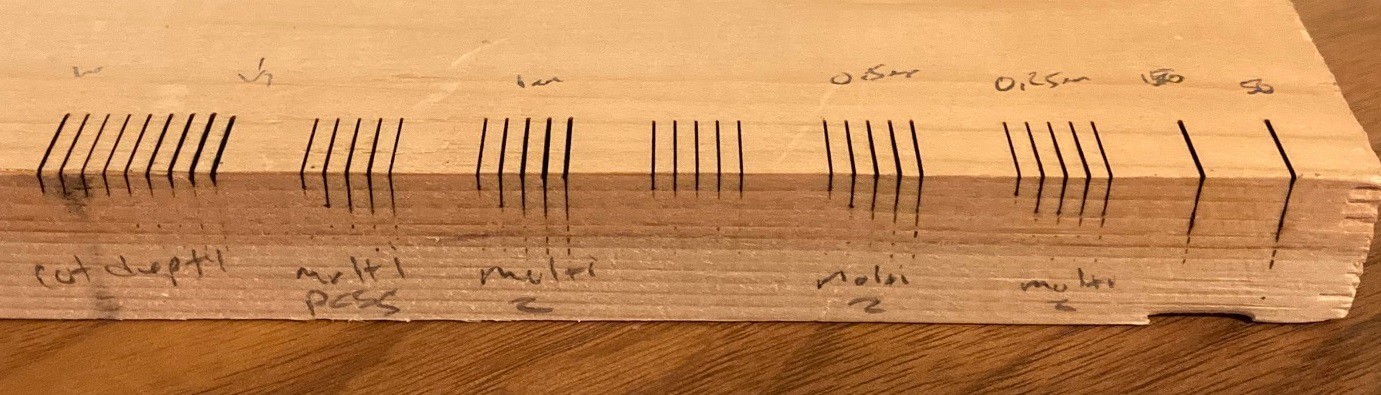
I decided to run a few more tests now that I'm all setup to measure cut depth. I ran all of these on the pine since the MDF does not seem to cut quite as nicely. I ran using my NEJE 30w laser at 80% power and 150 mm/min speed. This was using the Simple Deluxe 1189 aquarium pump as an air source.
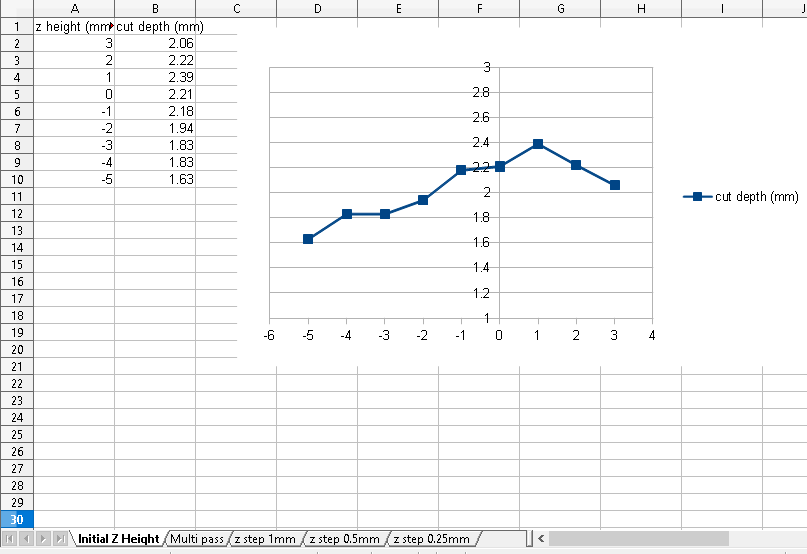
For the first test I cut a series of lines all using a single pass but varying the focus height from 3mm above the surface to -5 mm below the surface. You can see from this that I probably have my focus set wrong, it appears that being 6 mm above the surface is more in focus than the 5mm I'm currently using. It is also possible my focus block is not made correctly, I need to double check it.
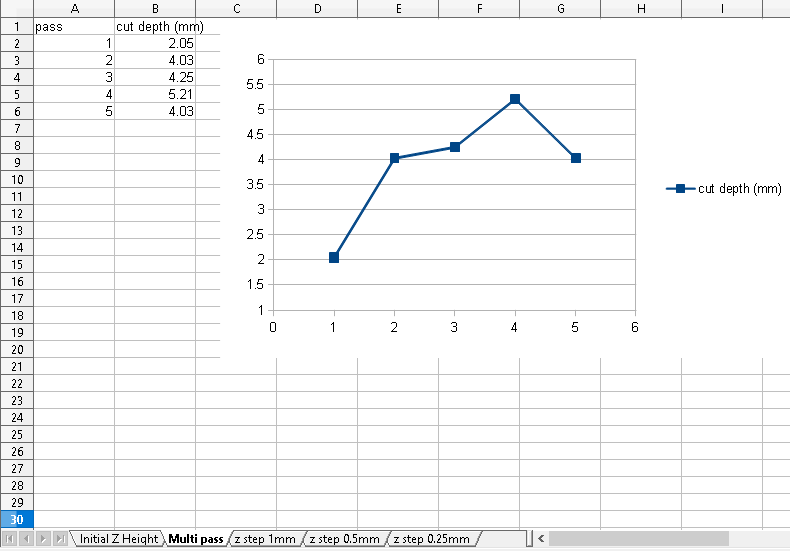
For the second test I focused at the surface, but ran 1 to 5 times over the same line without lowering z. Running twice over the same line seems to have a nice improvement in cut depth, from there it is a bit inconsistent. The 5 pass cut is actually worse. I suspect I'm getting charred material caught in the cut and that is messing up the measurement.
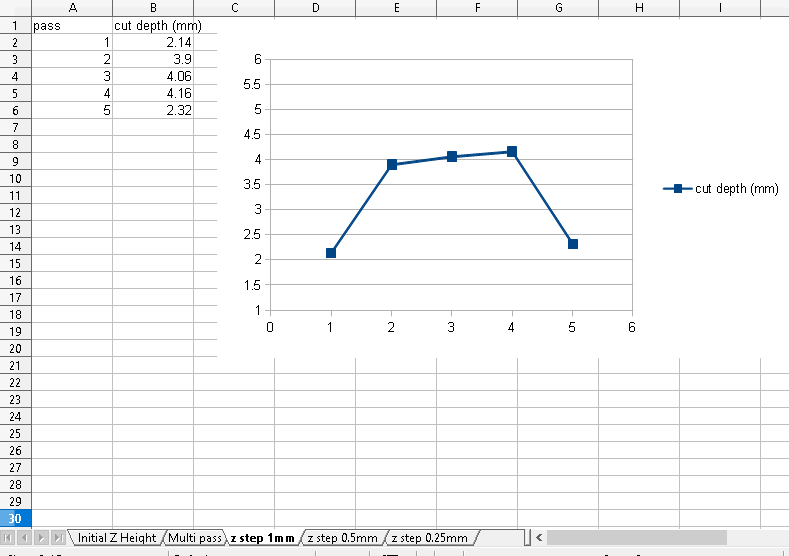
Finally I repeated the same experiment but lowered the laser on each pass. This is the data where I lowered the laser by 1 mm each time. You can see the same behavior as the last one, there is no significant benefit. For some reason the 5th pass is making things even worse, still can't explain that.
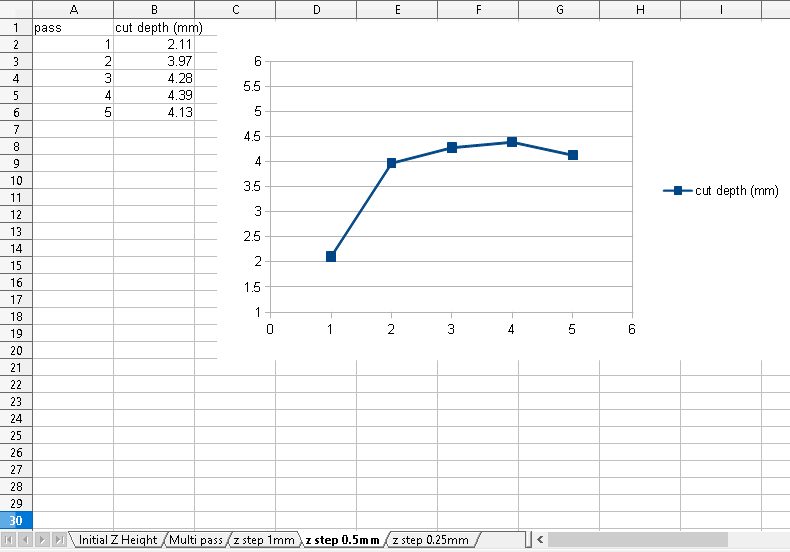
Same as above but lowering by 0.5 mm on each pass, this fixed our last pass issue, but otherwise shows no significant benefits.
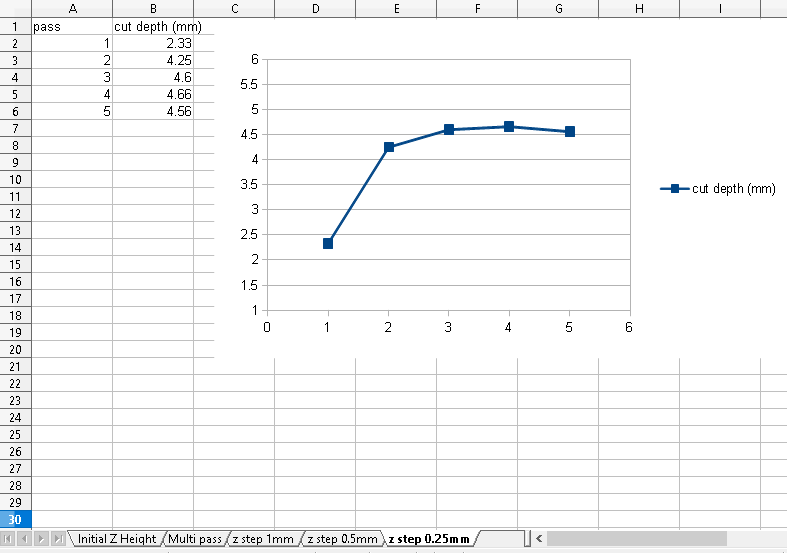
Finally lowering z by 0.25 mm. I suspect my measurements are drifting a bit since my start depth is magically deeper when using identical parameters. Anyway we are seeing a small benefit to this, at least it is more consistent.
In summary multiple passes help a bit but lowering the z on each pass does not seem to have a significant benefit on pine at least. It is interesting that there is an upper bound on the cut depth. I suspect lowering the laser makes the beam hit the side of the walls more causing a loss in power at the bottom of the cut.
---
I did another test, running 19 times over the same line and lowering the cut by 0.25 mm on each pass, just to make sure the above data is not just a hiccup of some sort. I rand it twice, once at 150 mm/min and again at 50 mm/min (3x slower). I measured the cuts at 6.94 mm and 7.05 mm, those are within the noise on my measurement. Basically lowering the laser speed has no benefit in this case. It could be that this is the limit of how deep we could cut with this laser on pine. For sure this laser can't cut super thick materials, we probably need to stick with 5 mm ply or thinner.
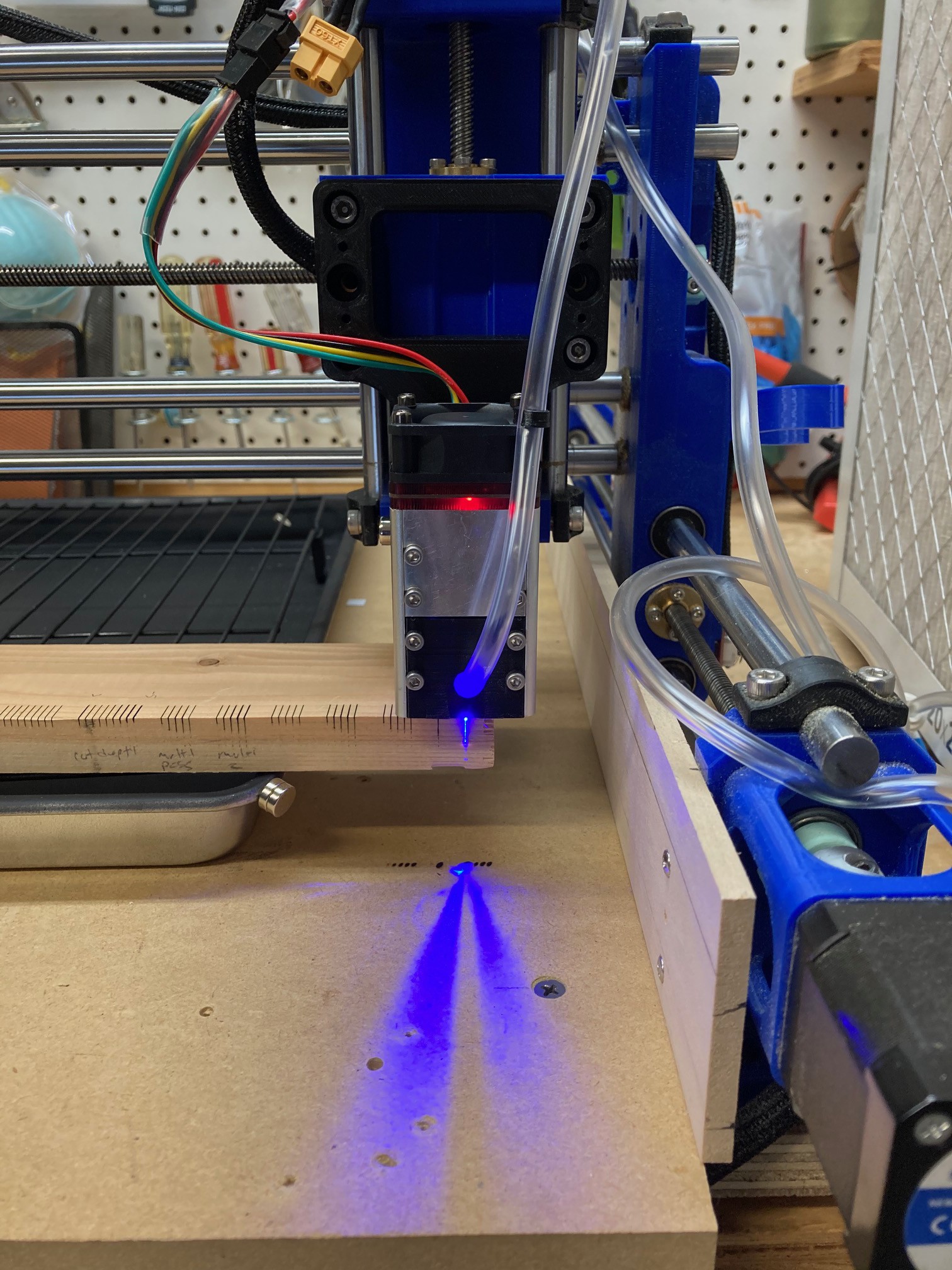
One thing I noticed when running this, my target was hanging off the edge of my pan and so the laser would come into contact with the waste board on every cut. That resulted in a series of burns in the waste board. You can't quite see it in this photo but the defocused laser spot was about half an inch wide and it still burned the wood easily. It is giving me newfound respect for the laser, I can see why reflected light is so dangerous.
Discussions
Become a Hackaday.io Member
Create an account to leave a comment. Already have an account? Log In.