 jupdyke
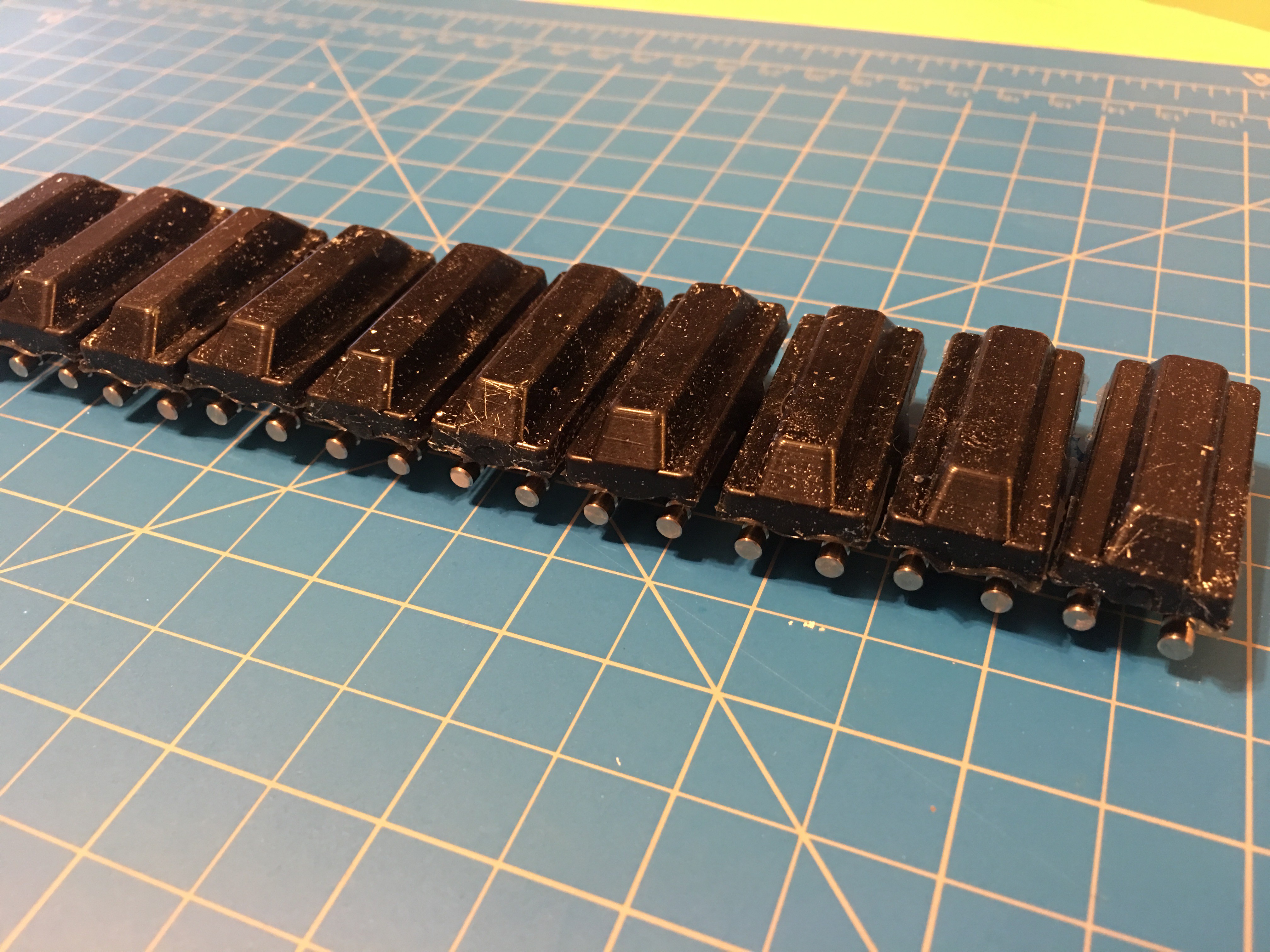
jupdykeWe are actively manufacturing and selling track. If you are interested feel free to contact me or visit our website.
We also partnered with a roller chain company to be able to provide sprockets to complement our track. In the future we are hoping to offer keyed shafts, and shaft collars as well. We can provide you with a complete kit now.
We are also working on some robot kits. Please inquire about that as well.

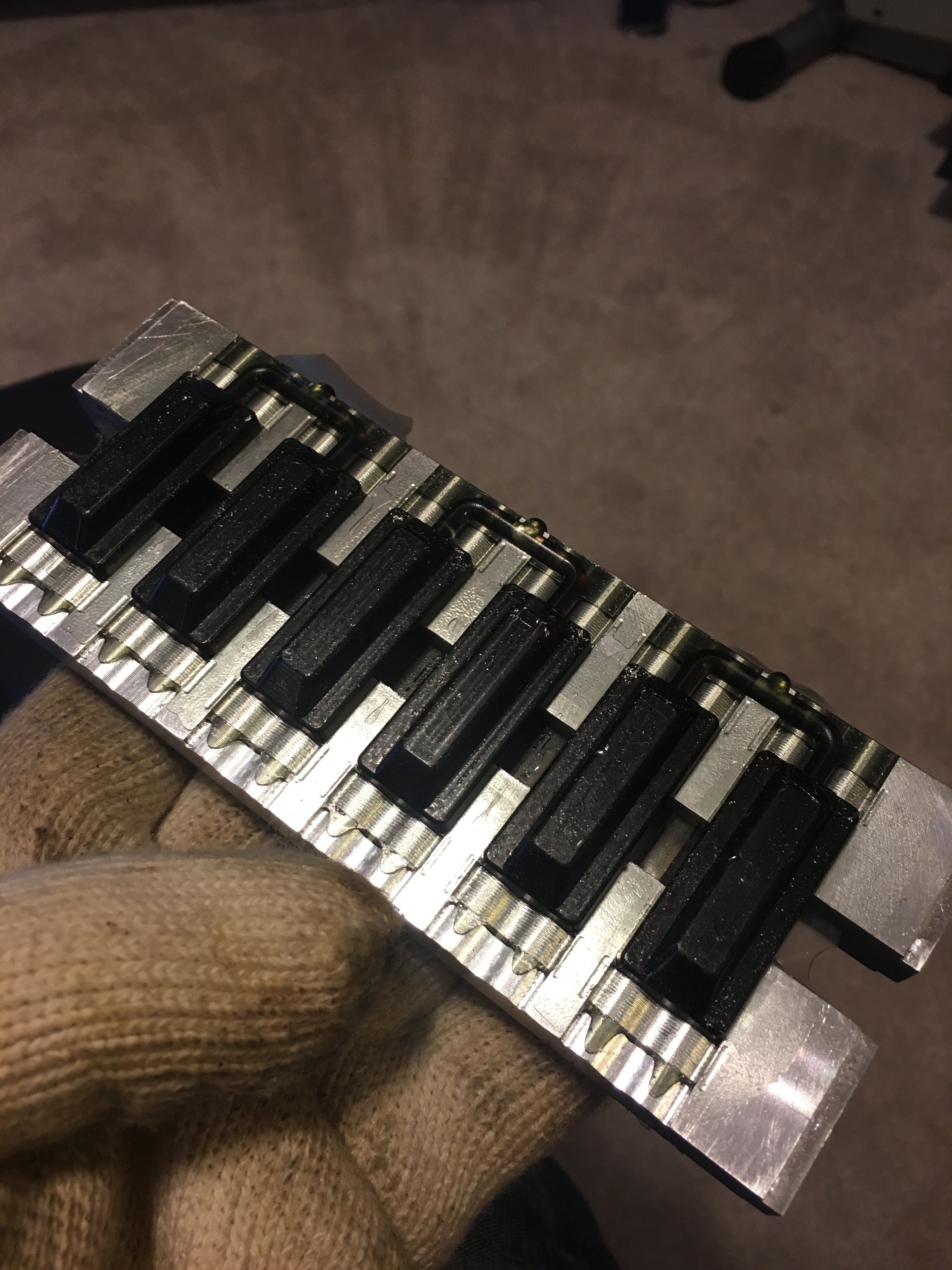



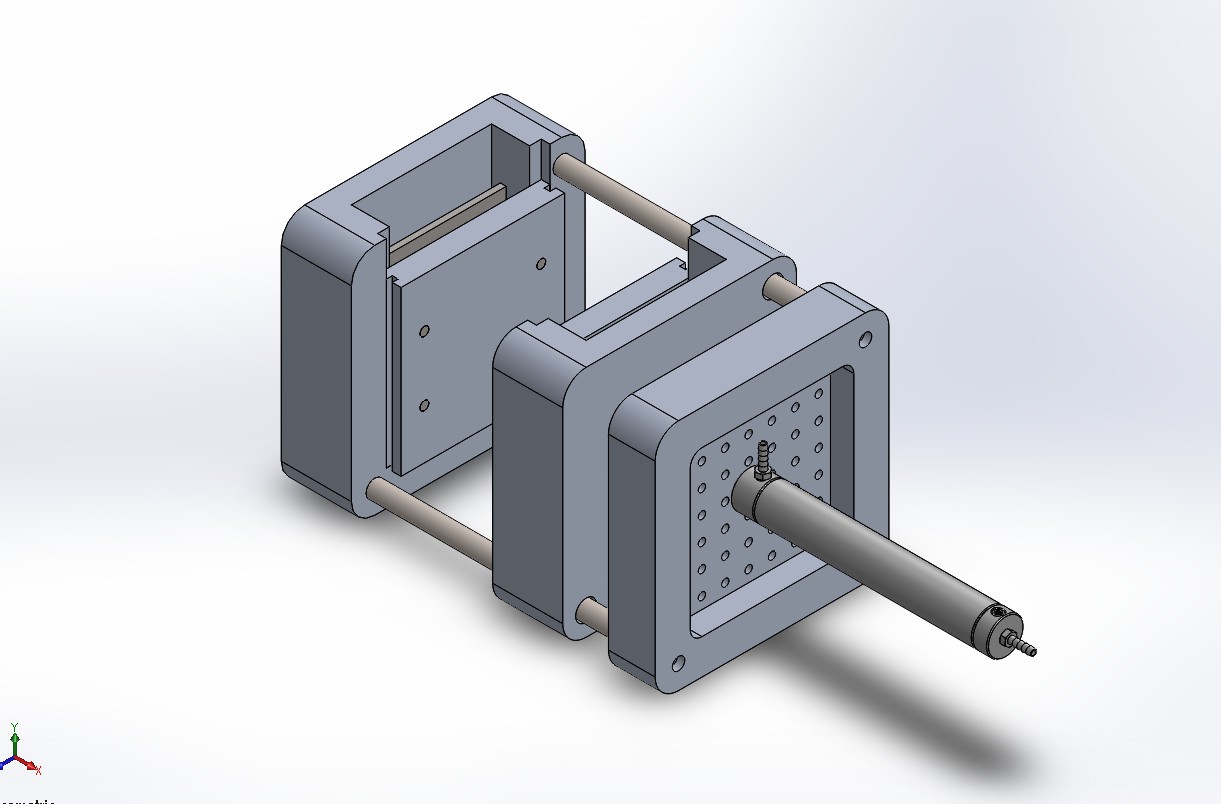










 Notice that the drive sprocket can freely push crud out of the track where the teeth engage.
Notice that the drive sprocket can freely push crud out of the track where the teeth engage.

 DevLab.nrw
DevLab.nrw
 Val
Val
 Sophi Kravitz
Sophi Kravitz{kind=link}
This is amazing, I like your track program to run the automotive machine. can You share the program file? I want to test for jrs track and trace module.