 Joshua Vasquez
Joshua VasquezJust before leaving college, I realized that I'd be walking away from a phenomenal cutting tool: the CO2 laser cutter. Now a few years later, I've decided to try my hand at building one at home.
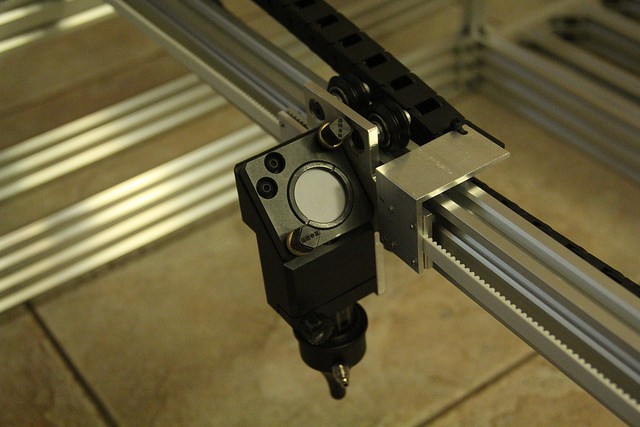
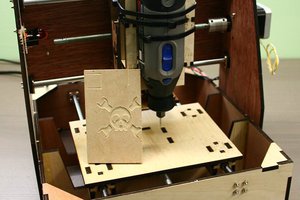
I've built smaller gantries in the past, and I've just finished mocking up a proof-of-concept of this project (video below).
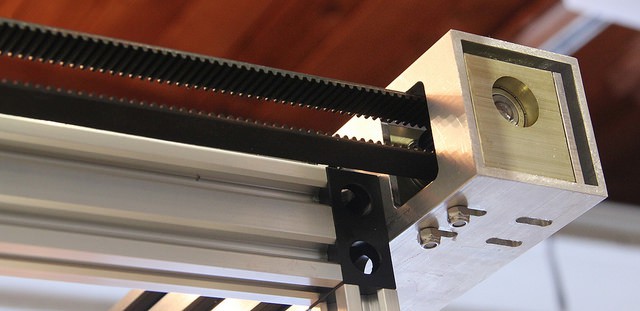
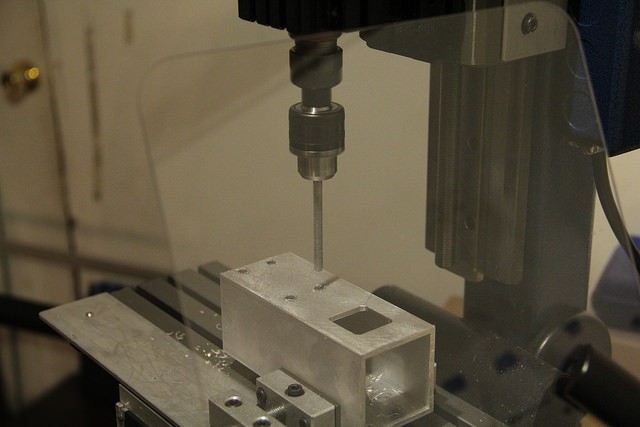
With some promising end-to-end results in both software and hardware, I've decided to "just go for it" and finish off a polished second iteration. Fingers crossed! This is a dive into CAD, machininng, and tweaking some source code--not to mention figuring out how not to breathe all those noxious fumes!
It's been 4 good months since I've begun, and some pieces are finally coming together! Thanks for joining me on this adventure in hardware.



 Wudagem
Wudagem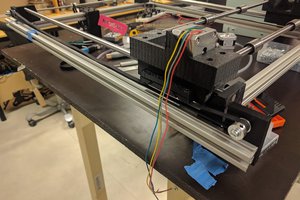
 Nikolai Ovesen
Nikolai Ovesen
 Oscar S.
Oscar S.