David Troetschel
David Troetschel-
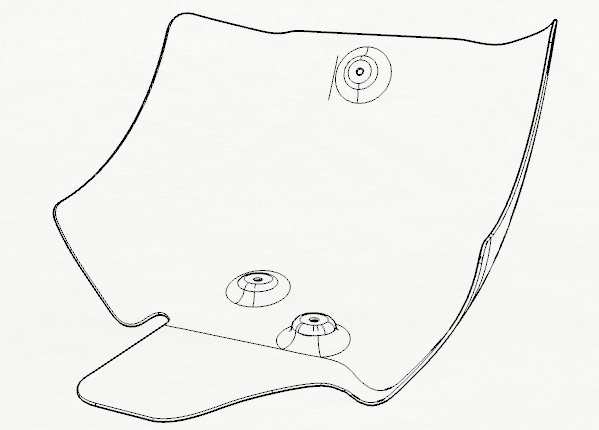
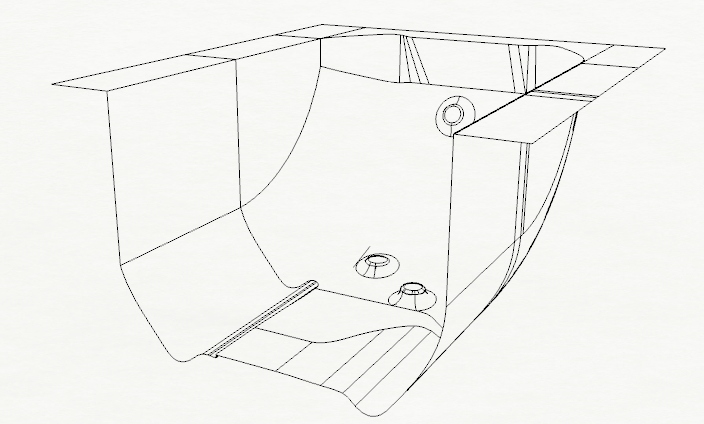
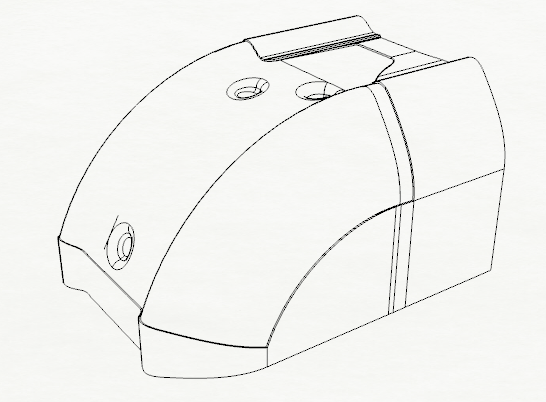
Second, functional Prototype for the Yamaha XT200
10/03/2019 at 01:41 • 0 commentsFive layers of carbon, five of Kevlar.
![]()
![]()
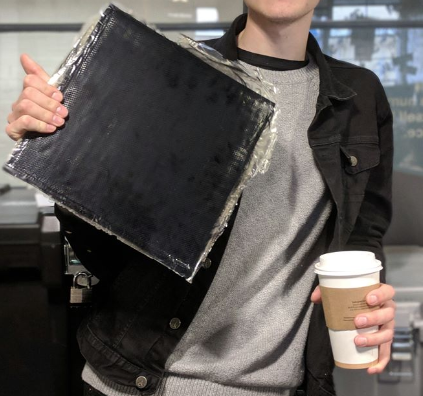
Not every section is cosmetically perfect but this is a fully functional part.
![]()
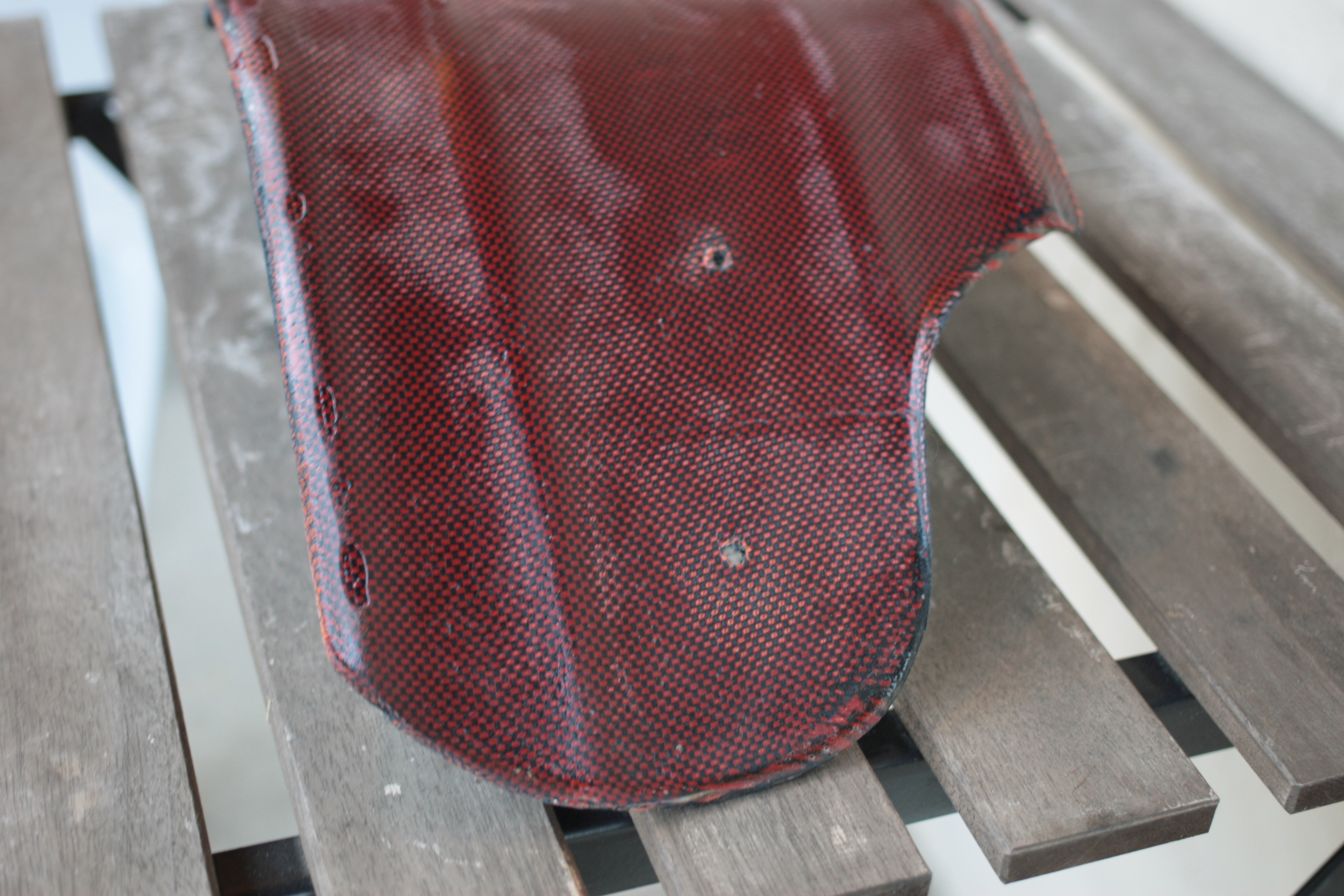
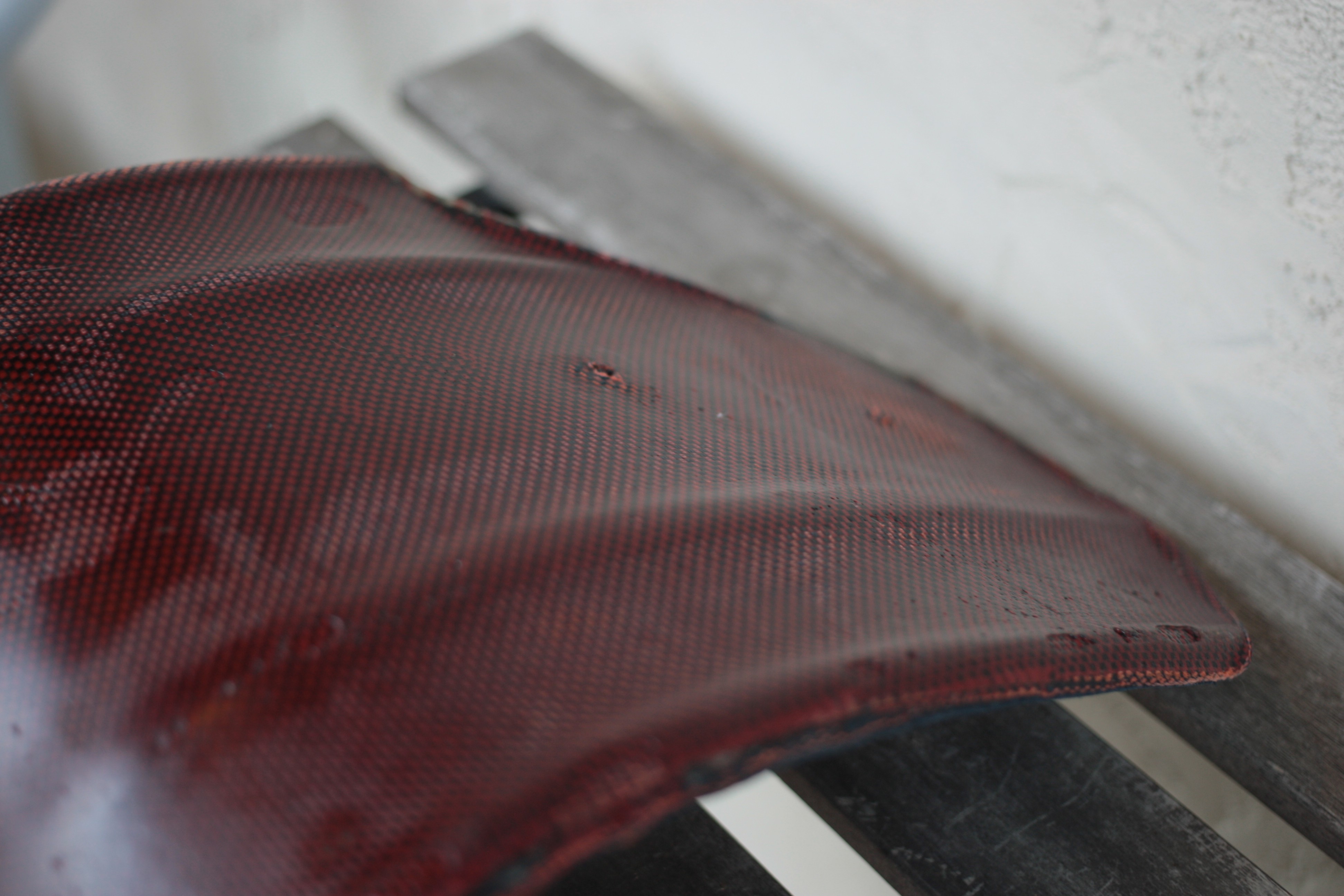
There are two mounting holes; the second down would require a drill and tap of the frame but would further reinforce the system.
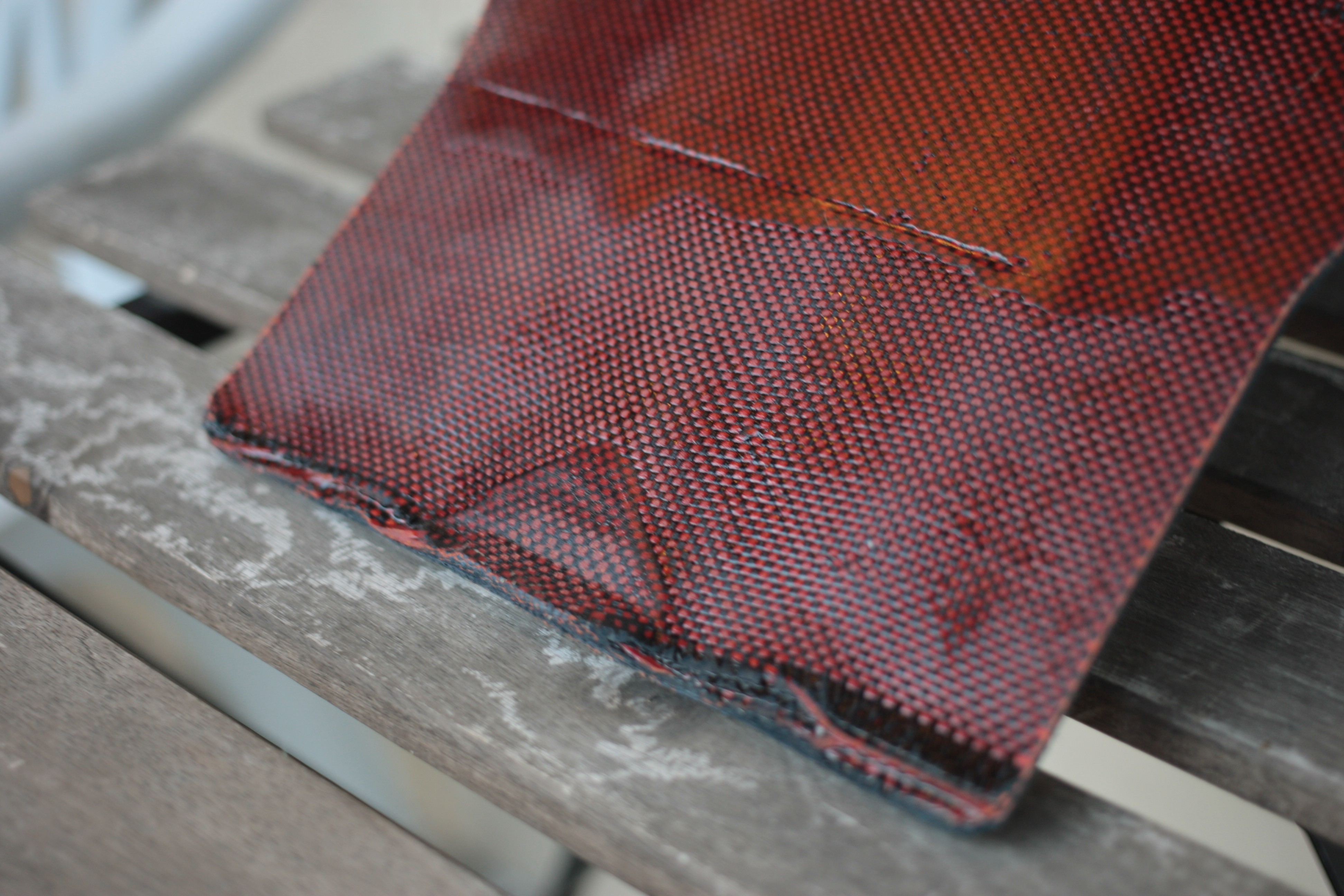
![]() Some sections were over-sanded, this part is heavily overbuilt though so should not affect performance. A clear-coat could be applied to improve the appearance but for now I'm just using a light food safe layer of beeswax conditioner.
Some sections were over-sanded, this part is heavily overbuilt though so should not affect performance. A clear-coat could be applied to improve the appearance but for now I'm just using a light food safe layer of beeswax conditioner.![]()
![]() The Kevlar looks a bit like leather.
The Kevlar looks a bit like leather.![]()
![]()
![]()
![]()
![]()
-
Finished Skid-Plate; XT200 Recovered
10/03/2019 at 01:15 • 0 commentsIt would seem the thief of the XT200 was caught, unfortunately the bike was totaled in the process.
As best I can make out with my dodgy forensics work: The bike was accelerating into a right turn, the pilot overshot and struck the curb a little biased towards the front wheel, the bike then flipped (or high-sided) into a curb/sidewalk.
![]()
The engine turns over and would likely start (after patching the gutted electrical bits)
![]()
![]()
![]()
The front half of the frame is twisted and stretched about ten degrees to the right, engine mounting tabs are stripped, stretched and destroyed.
![]()
![]()
![]()
![]()
With this amount of damage there is no way to repair, only new components will do.
At a minimum it would be about $600 dollars or more.
To add insult to injury, the tow shop and police did not notify me in time and so fines accrued and they wanted over $400 to release the totaled bike. Unfortunately Yang isn't president yet and I have to pay rent, so my bike is stolen twice. This is the end of the XT200. Even the rear axle mount is torn, I'm very sad.
![]()
![]()
![]()
There is only one upside; I managed to get the first skid-plate prototype back.
The completed, second functional prototype will therefore go on the market for sale as we no longer have a suitable bike for testing.
-
Nearly finished, but stolen motorcycle!
09/22/2019 at 22:40 • 0 commentsThe XT200 Skidplate is about 90% complete, It needs two notches cut for control clearances and a mounting hole.
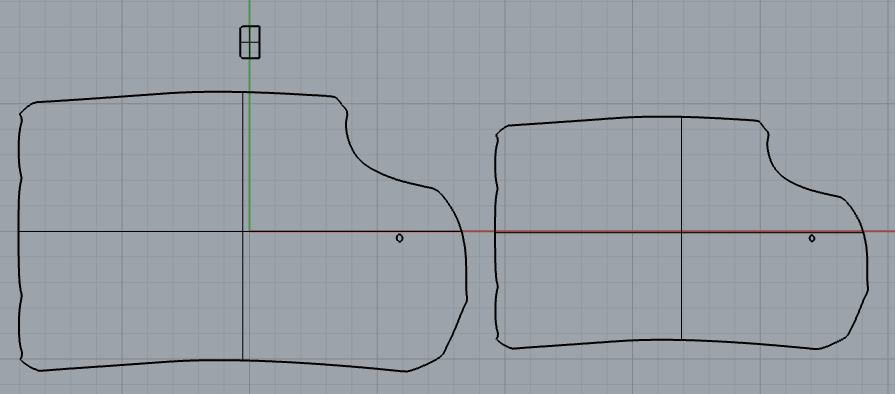
Unfortunately some evil person stole our xt200! Fortunately I had not installed the finished part so I will complete it and put it up for sale if my bike is not recovered. This really sucks. These are the last pictures of the bike. The comparison between the old prototype and new finished skidplate is obvious.
![]()
![]()
Etc shots:
![]()
![]()
![]()
More:
![]()
![]()
![]()
Will update with final skidplate images.
-
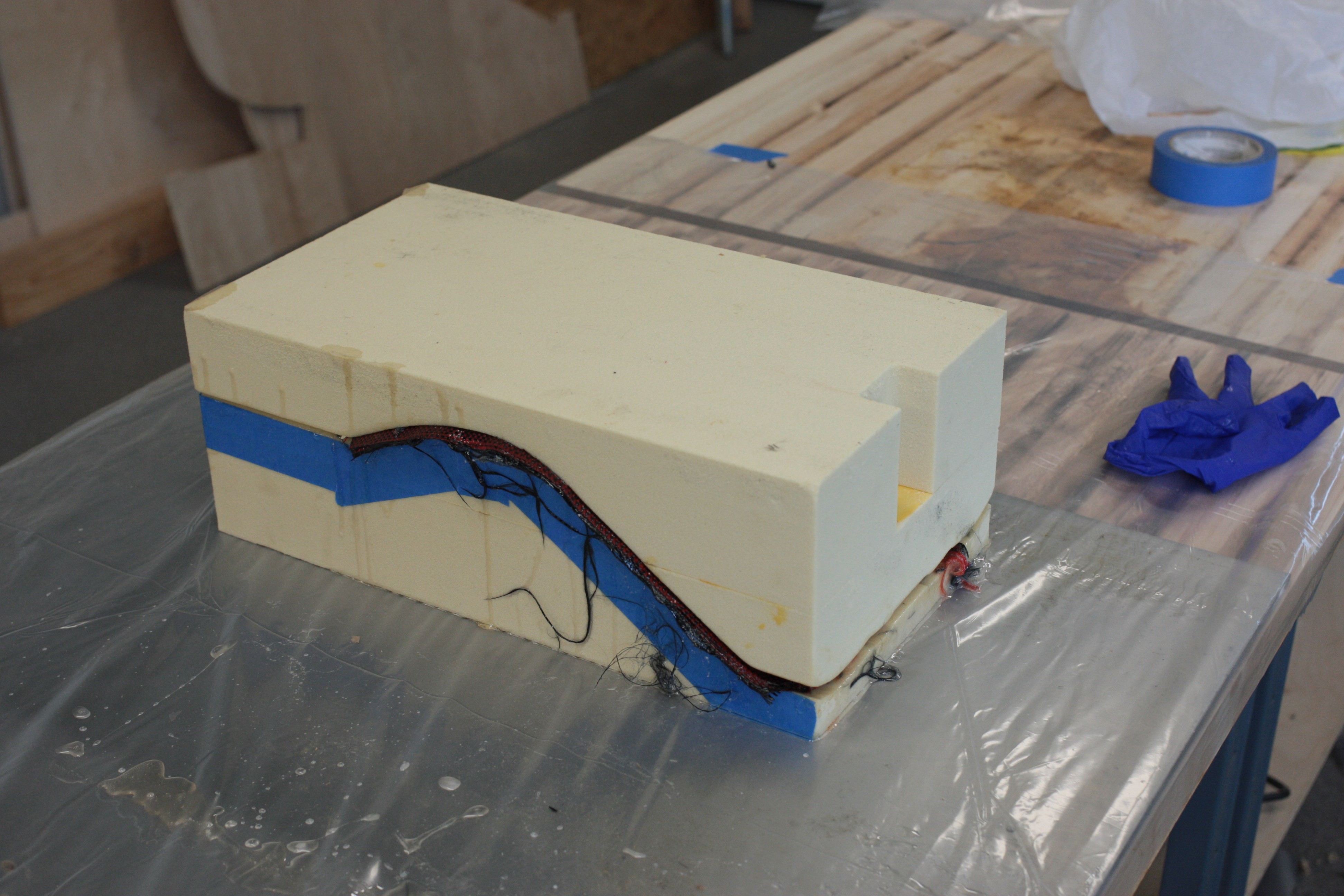
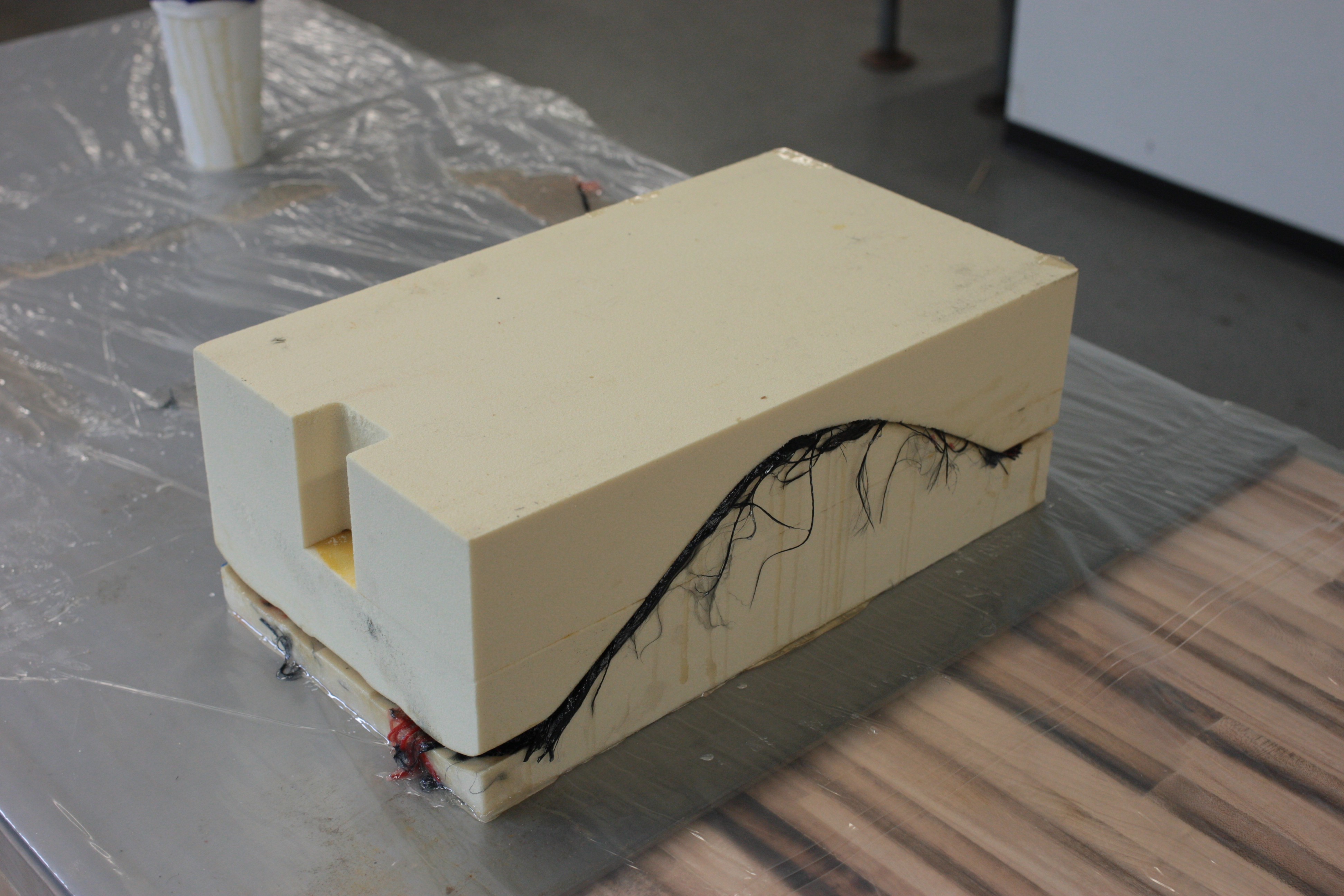
Wet Layup
08/14/2019 at 19:13 • 0 commentsSeventeen pumps of each part A and B were used. Exact volume unknown.
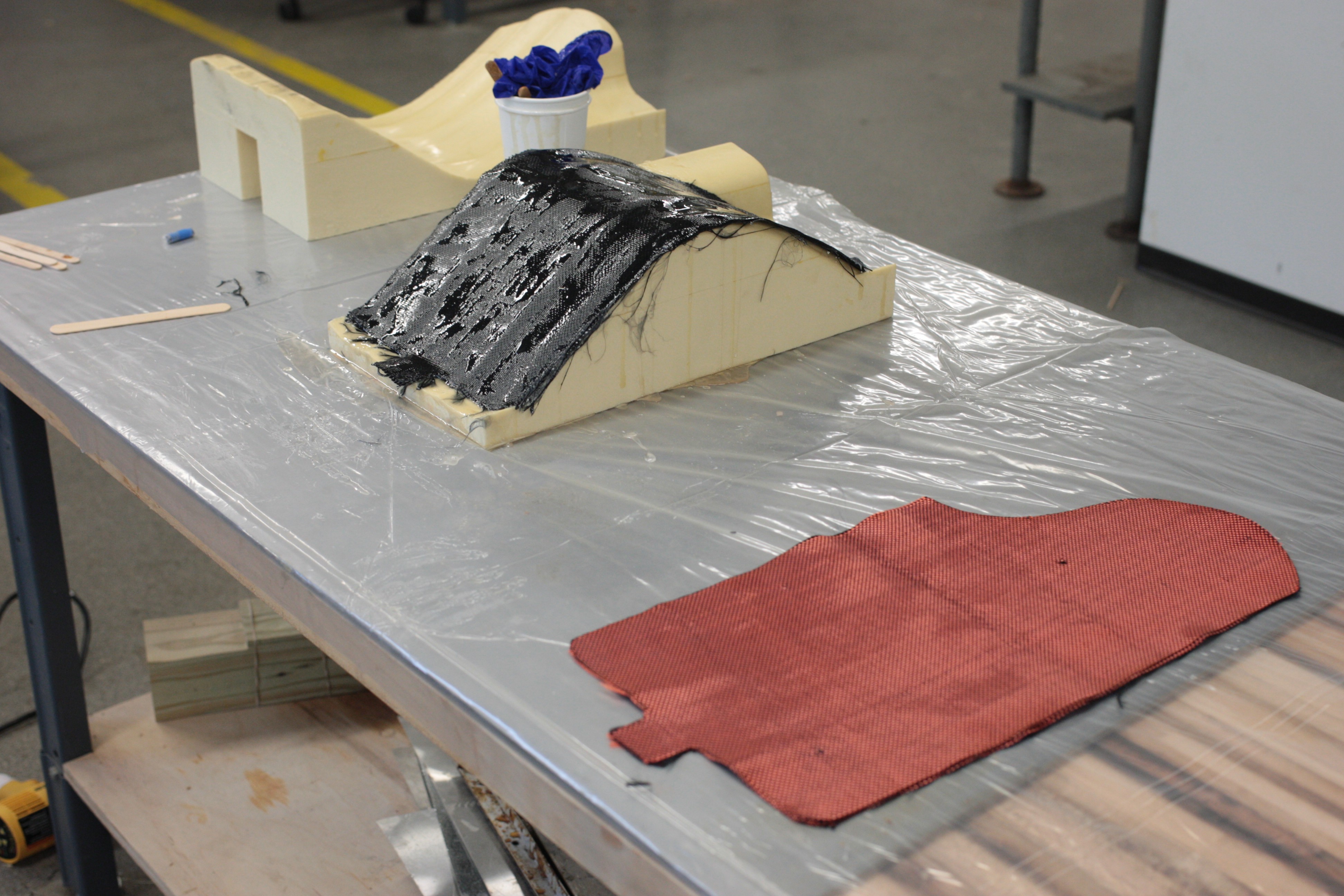
Ten total sheets of Carbon and Kevlar were used.
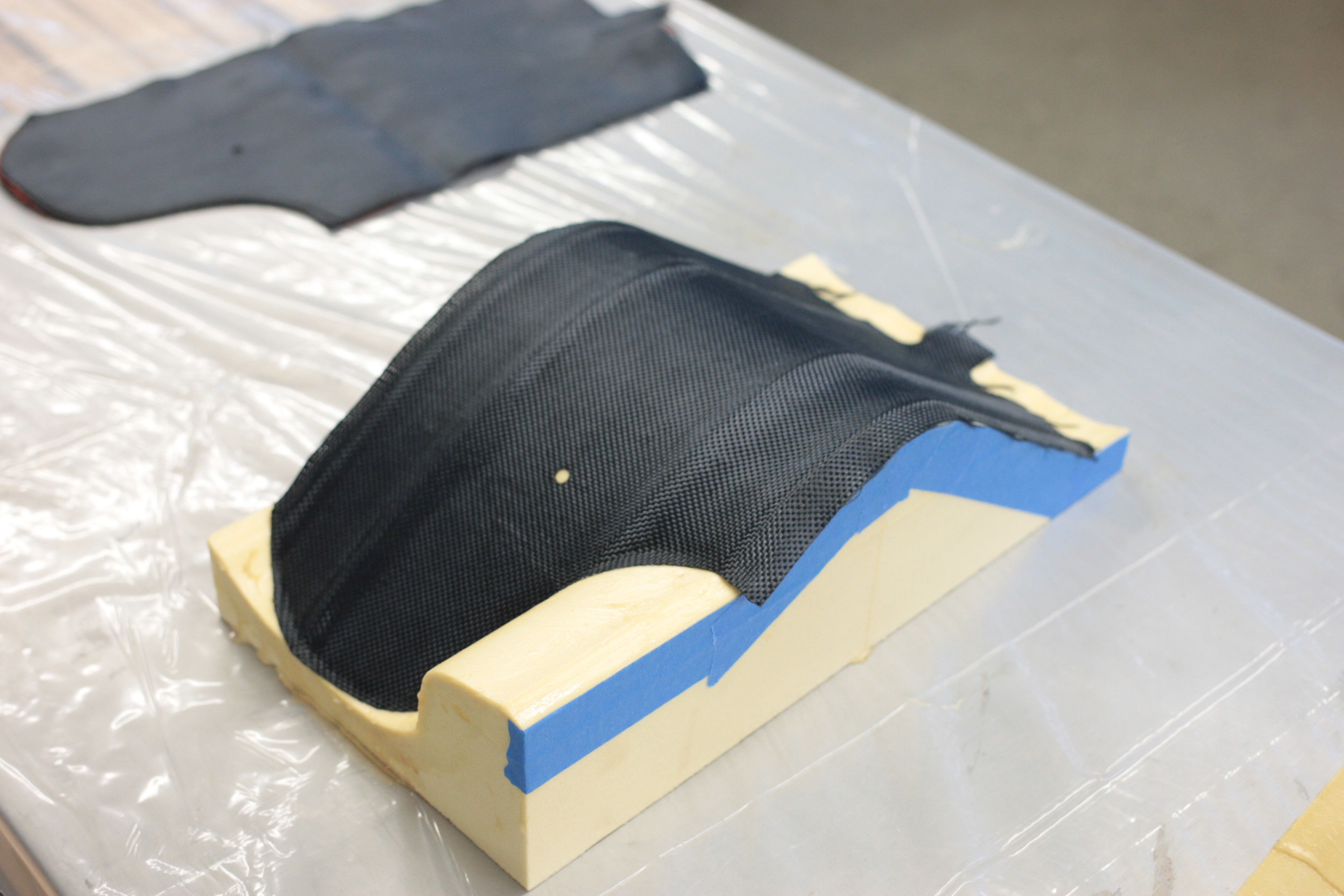
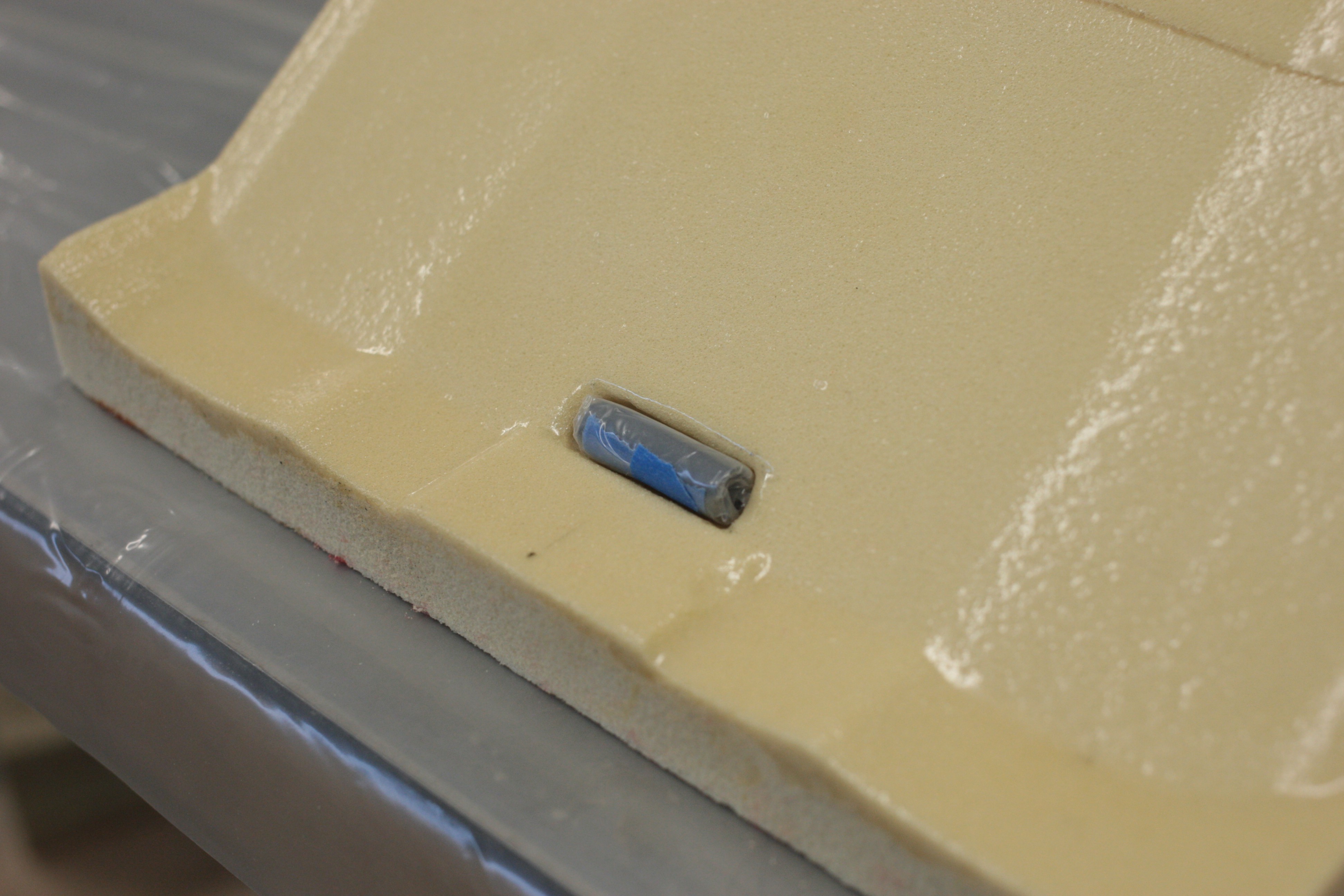
I rolled up a small tube of plastic for the roll-over section. Unfortunately I did not make the cut-out pocket large enough to allow for all material, not sure how it'll turn out.
![]()
![]()
Inset size:
![]()
![]()
Greased up.
![]() First layer was a little big but lined up.
First layer was a little big but lined up.![]()
![]()
![]()
This is definitely a better two person job, I didn't use the heat gun at all.
![]()
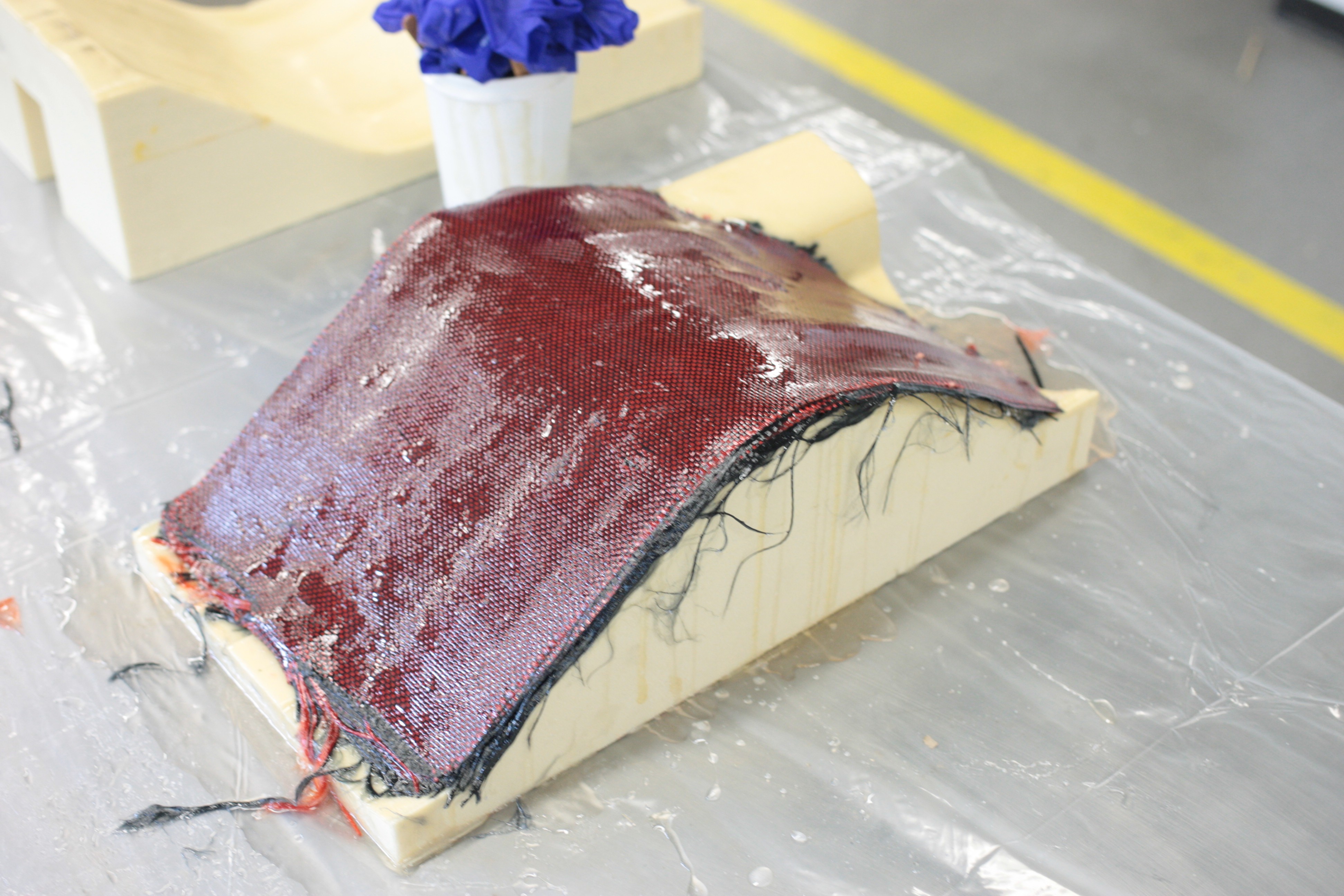
Final layers, I massaged in the resin in by glove.
![]()
I probably should have used a vacuum bag.
I de-laminated and folded over the plastic mandrill, definitely not the best approach retrospectively. I think I should start using inserts.![]()
Real ugly edges.
![]()
![]()
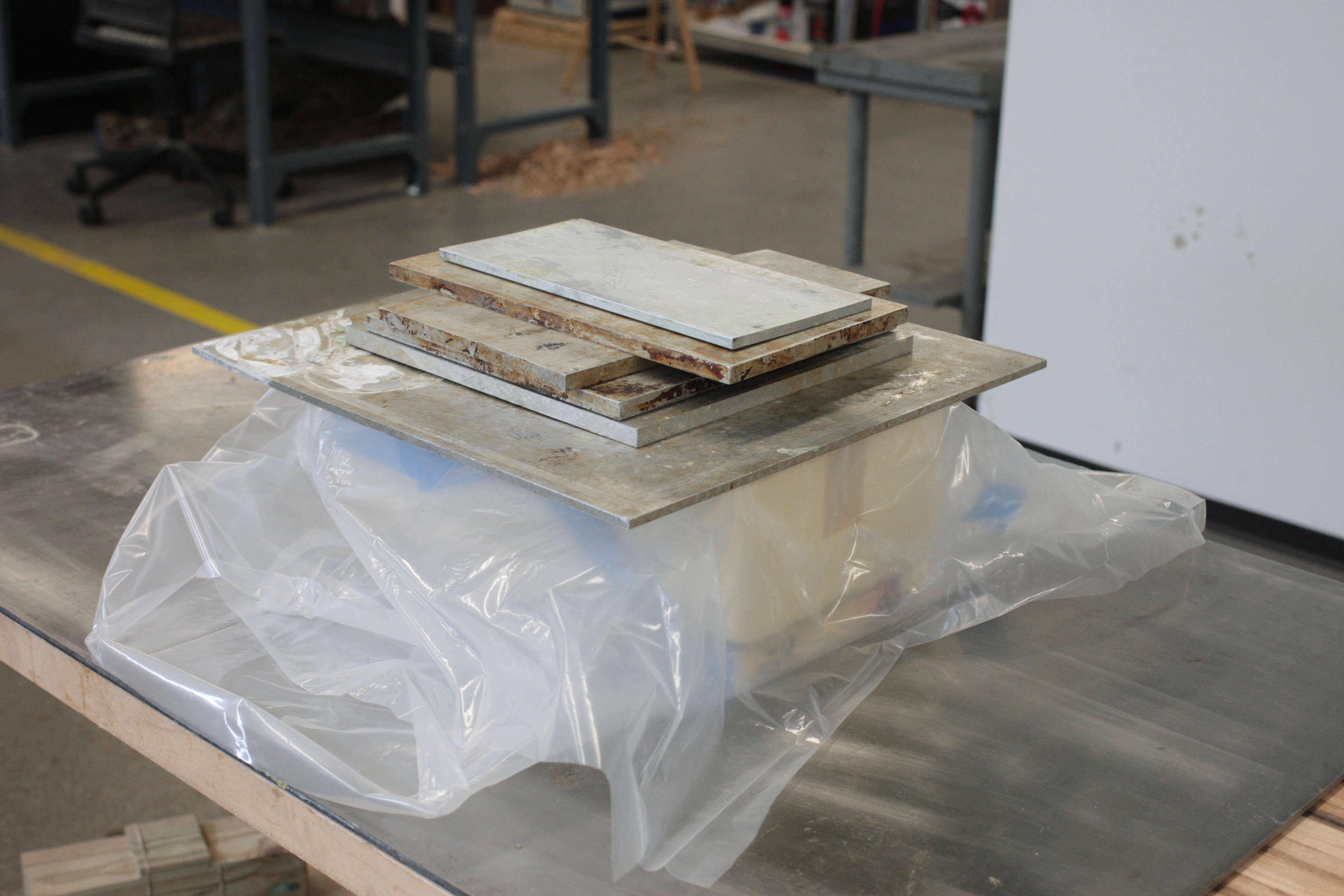
And then some weight. I'll check on it Friday.
![]()
-
Back at it:
08/08/2019 at 23:19 • 0 commentsI finally got access to where the mold and materials are stored again!
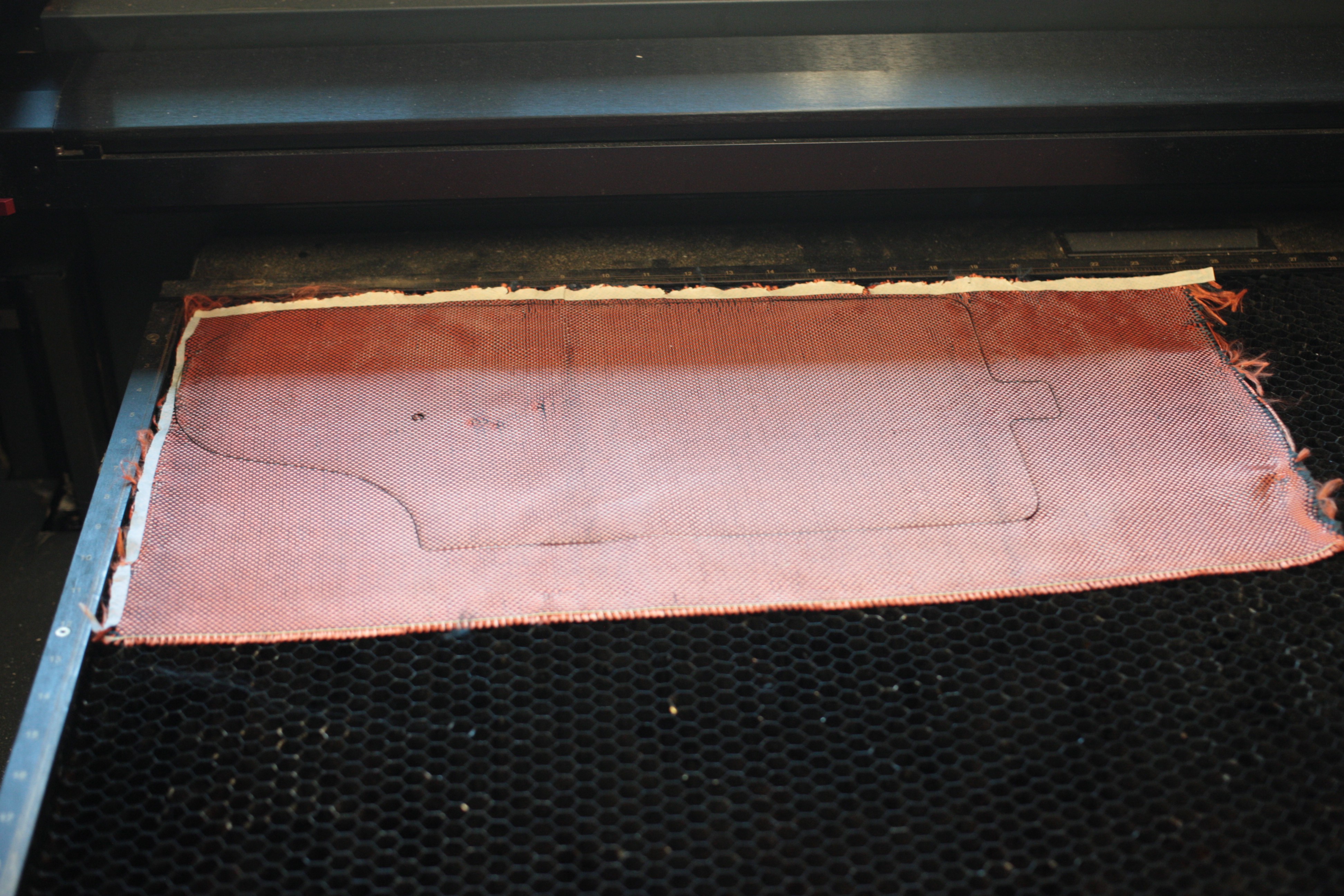
So I started laser-cutting out the forms so that at least the xt200 skidplate can get finished.
![]()
![]()
![]()
![]()
![]()
Never thought it would happen.
-
Mold Coating
05/23/2019 at 00:33 • 0 commentsWe coated the molds in resin to seal them, we can apply wax or another release agent.
![]()
![]()
You can see how the lines have smoothed and cracks have filled in.
-
Mold making
05/15/2019 at 03:46 • 0 comments![]()
All molds were milled out.
Verifying standoff with insert:
![]()
Gluing together:
![]()
![]()
A pocket for the overhang insert was removed and the surface sanded:
![]()
![]()
![]()
-
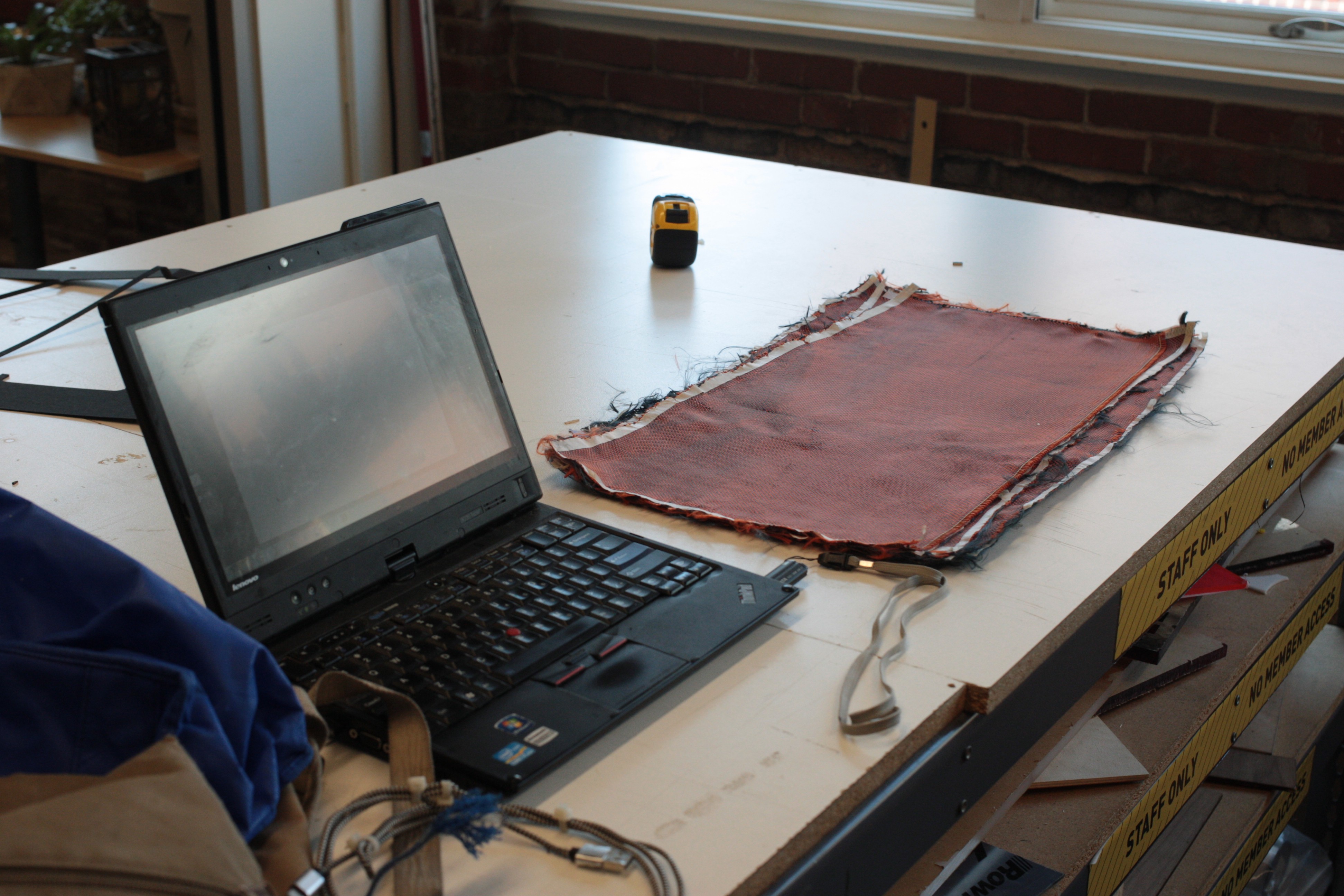
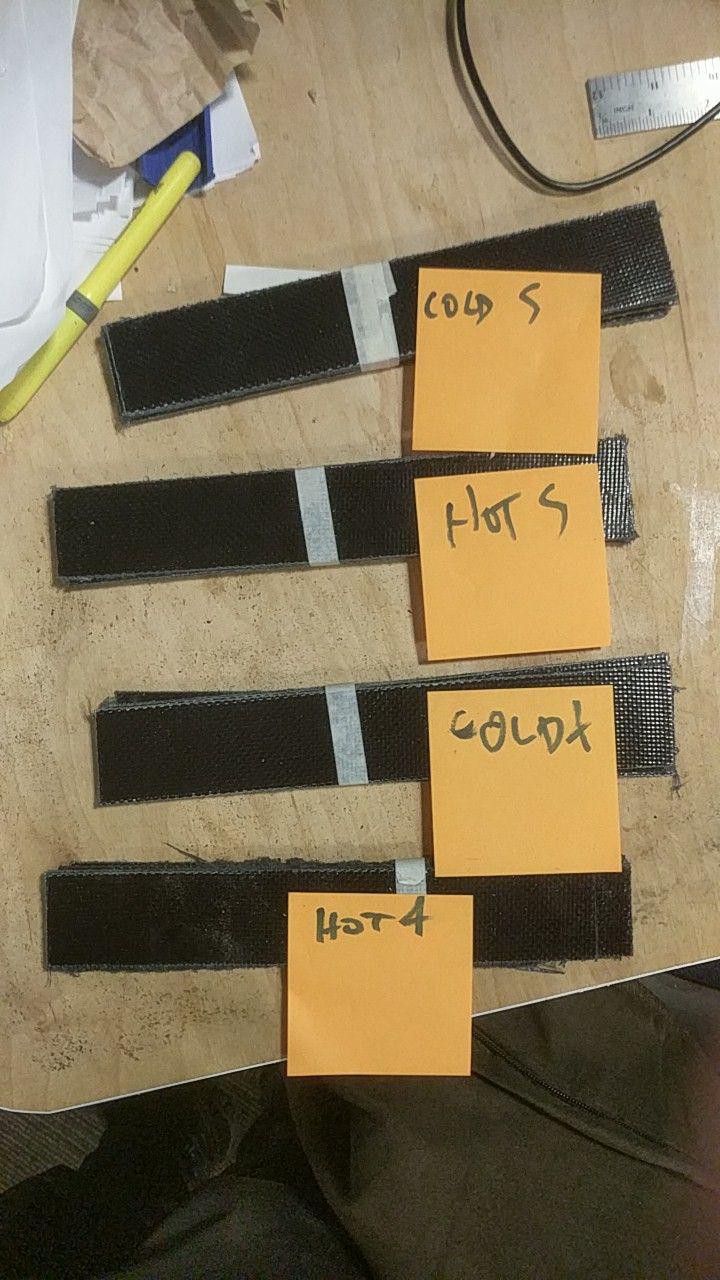
Coupon Testing
04/25/2019 at 15:46 • 0 commentsWe tested for deflection and measured samples:
![]()
See documentation spreadsheet: "Coupon Testing"
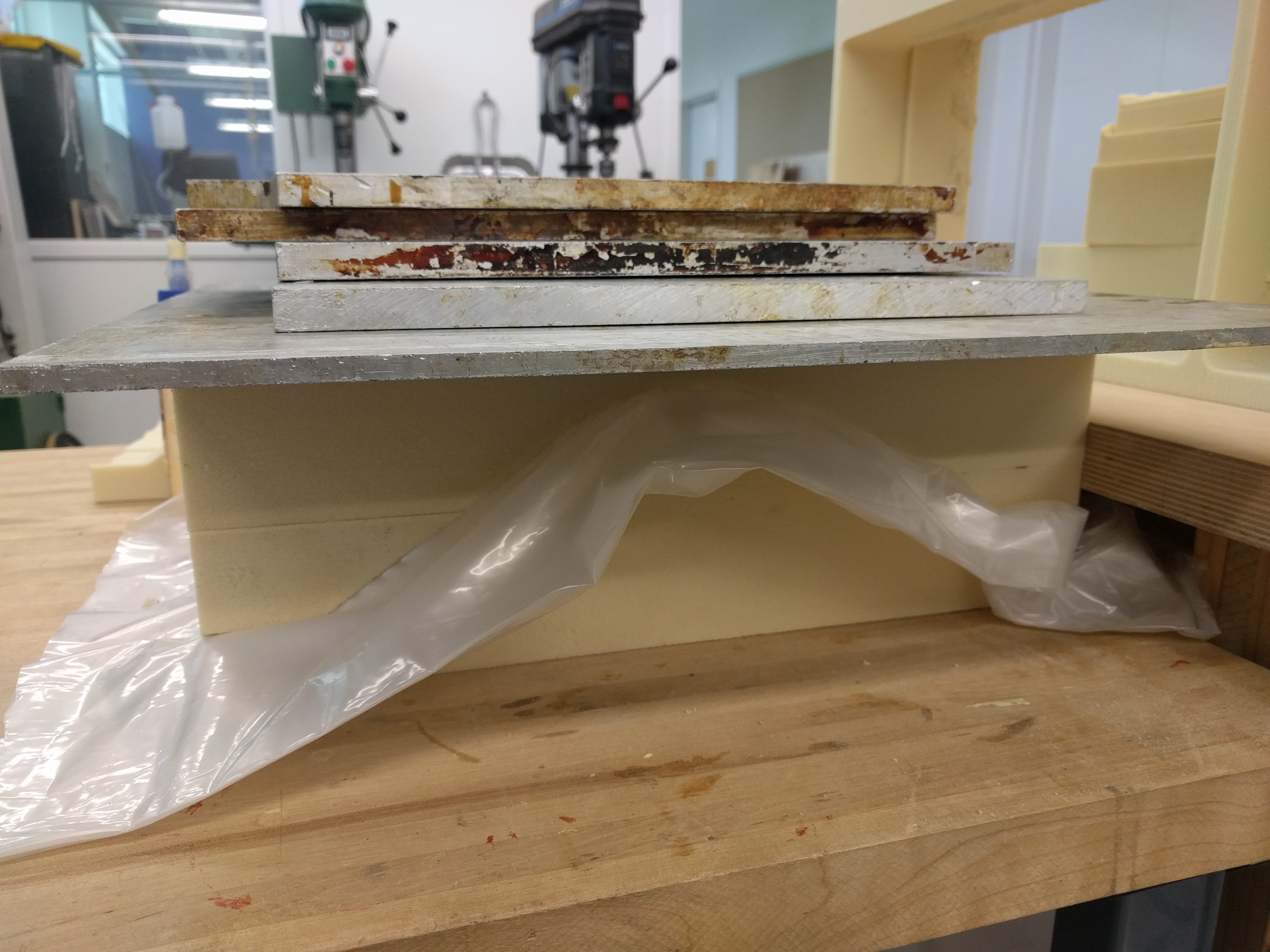
Our testing rig for deflection:
![]()
Unloaded
![]()
Loaded:
![]()
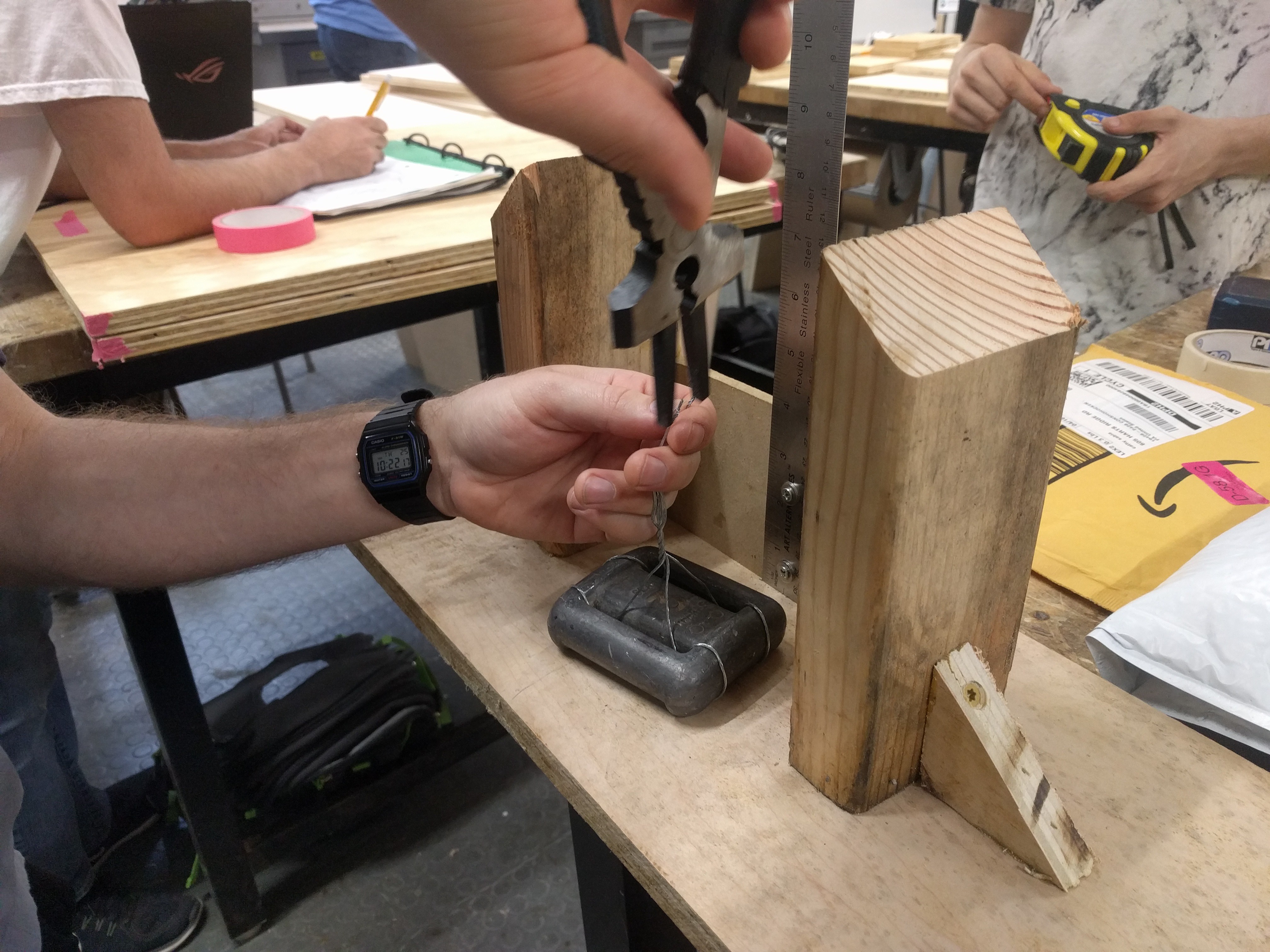
Measuring displacement:
![]()
Measuring the weight:
![]()
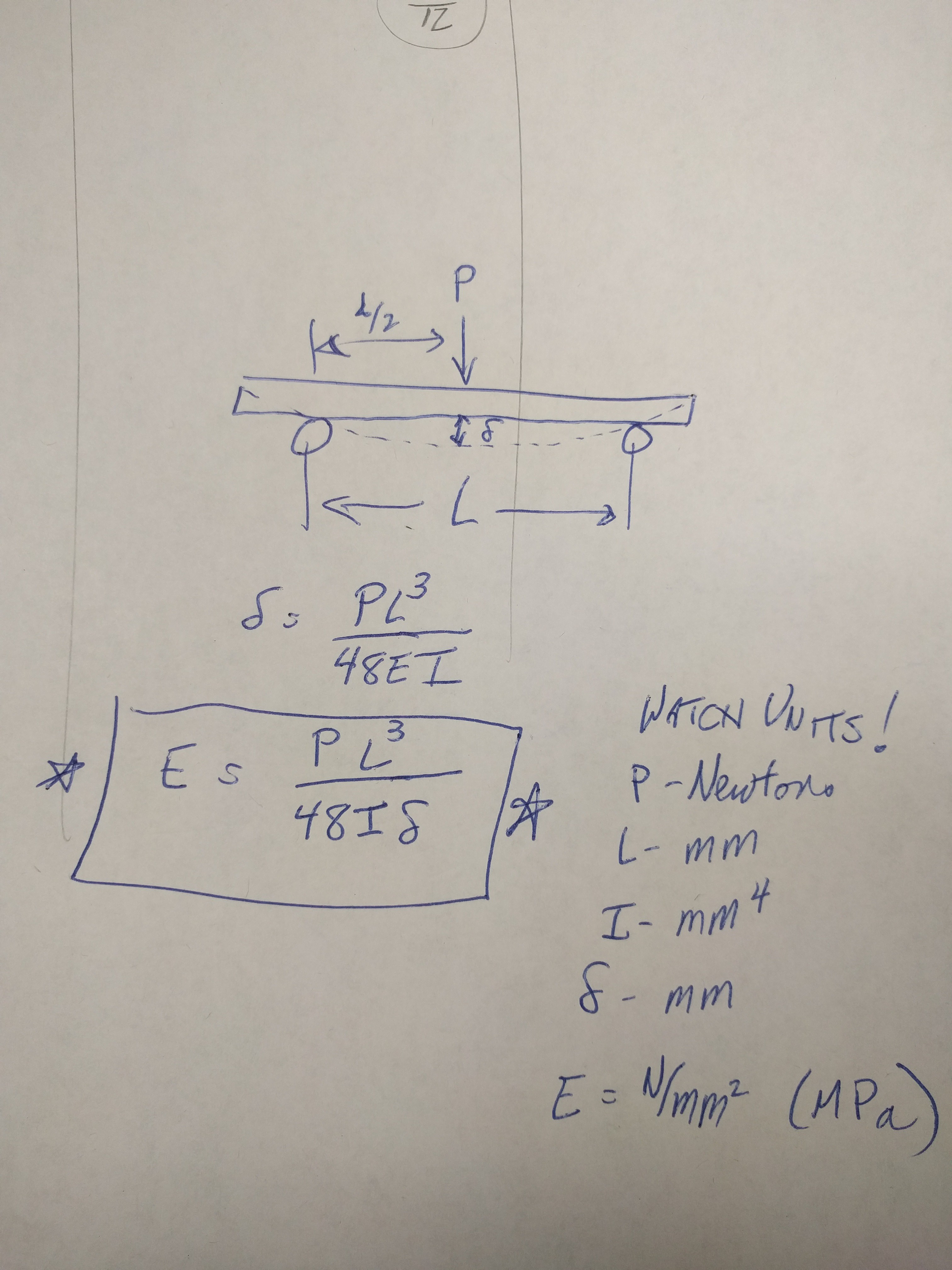
Crunching the numbers:
![]()
-
f650 design and mold
04/18/2019 at 19:19 • 0 commentsThe BMW F650gs Skidplate and mold are also ready for physical evaluation.
![]()
![]()
![]()
The flattened cut sheet needs verification, it's difficult to flatten a complex surface with double curvature while minimizing errors.
![]()
Our sample composites are starting to improve with much better surface finish and strength. The laser wasn't able to cut our samples into strips.
![]()
![]()
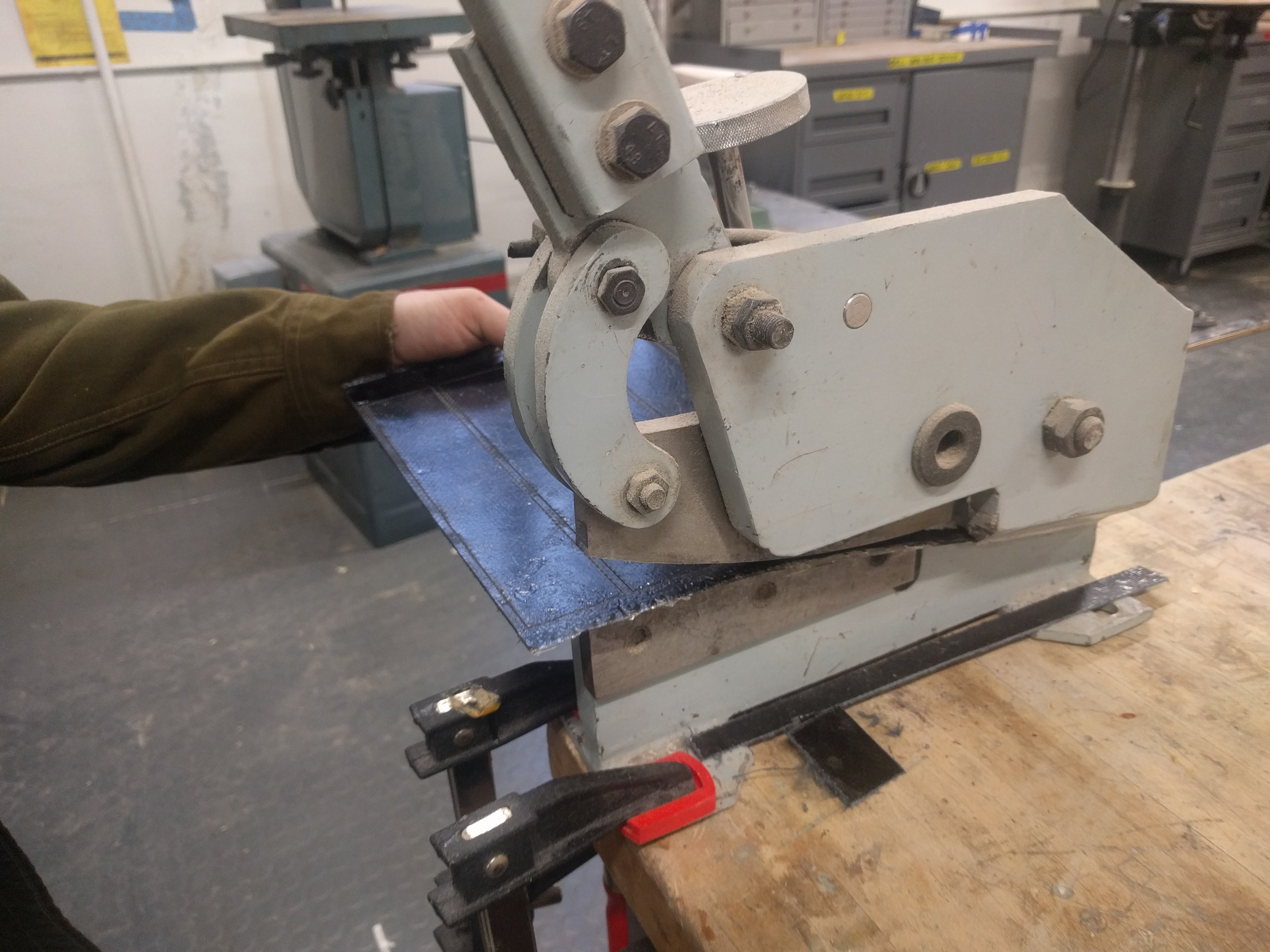
Jump shears also didn't work.
![]()
Fortunately some table mounted draw shears did work, providing clean cuts easily.
![]()
![]()
-
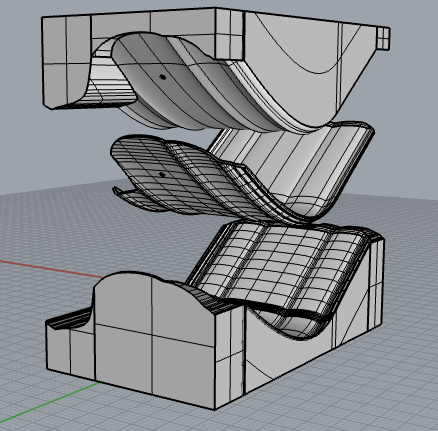
XT 200 Skidplate design update mold
04/18/2019 at 14:43 • 0 commentsThe design of the skidplate has been updated and we are getting significantly higher rigidity in simulations; cut-sheets and molds have been designed for verification.
![]()
The CNC mill has a Z axis travel limit of three inches so the mold has been split.
![]()
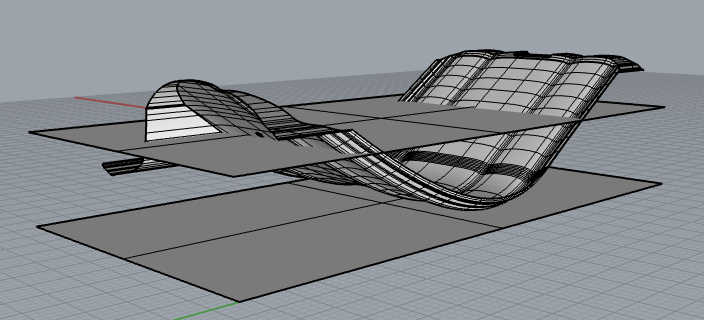
The extracted and flattened surface for use in the lasercutter needs verification.
![]()
Our latest samples have been turning out well.
![]()
Unfortunately the lasercutter cannot (easily) cut through the material after it is turned into a proper composite. We will need to cut with other tools to test in our Instron machine.
![]()
Composite Motorcycle Skidplate Designs
Do high-end skidplates need to be made of carbon fiber? Lets find out!

 Some sections were over-sanded, this part is heavily overbuilt though so should not affect performance. A clear-coat could be applied to improve the appearance but for now I'm just using a light food safe layer of beeswax conditioner.
Some sections were over-sanded, this part is heavily overbuilt though so should not affect performance. A clear-coat could be applied to improve the appearance but for now I'm just using a light food safe layer of beeswax conditioner.
 The Kevlar looks a bit like leather.
The Kevlar looks a bit like leather.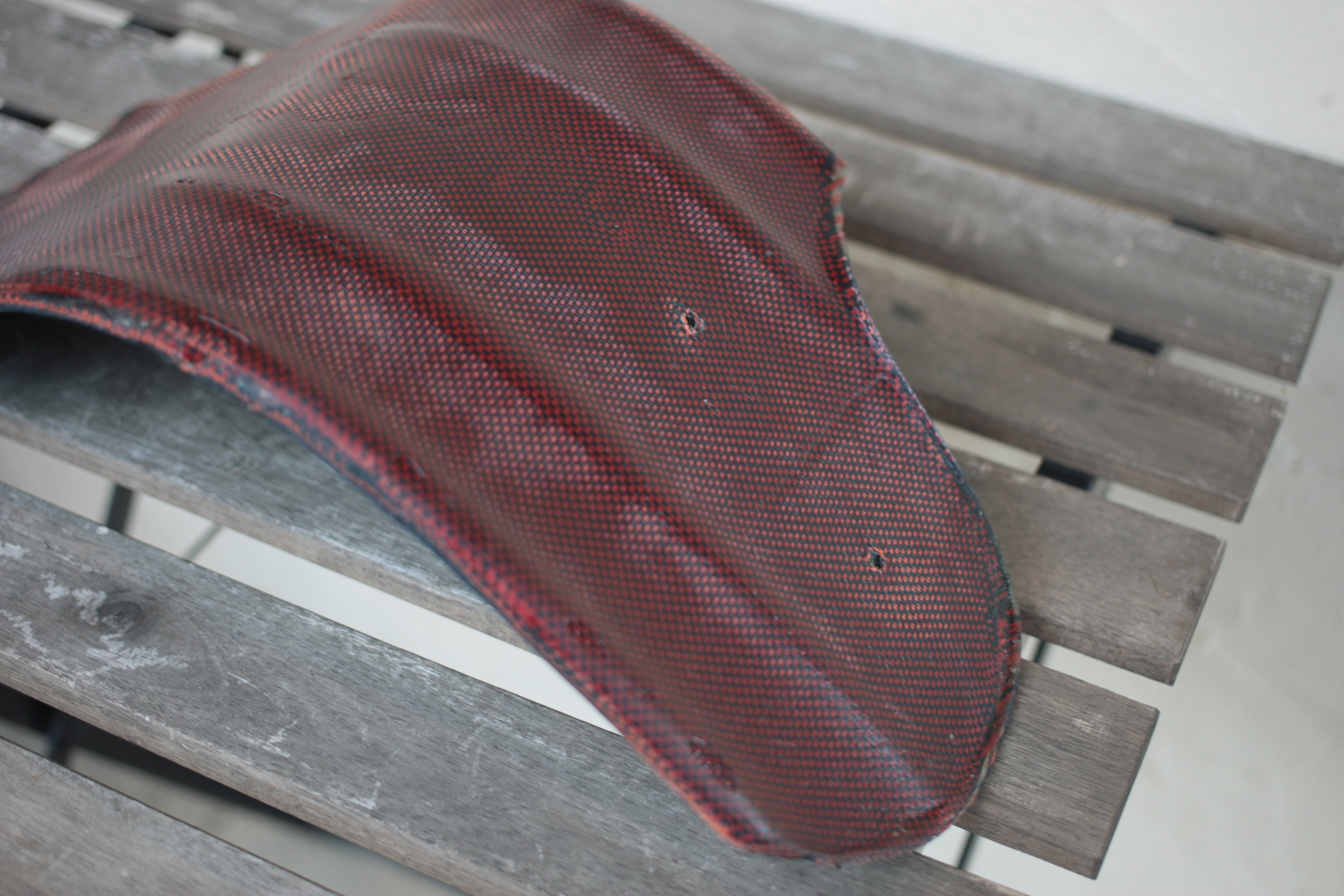
























 First layer was a little big but lined up.
First layer was a little big but lined up.