0%
0%
Mouse Controlled Mouse Controller
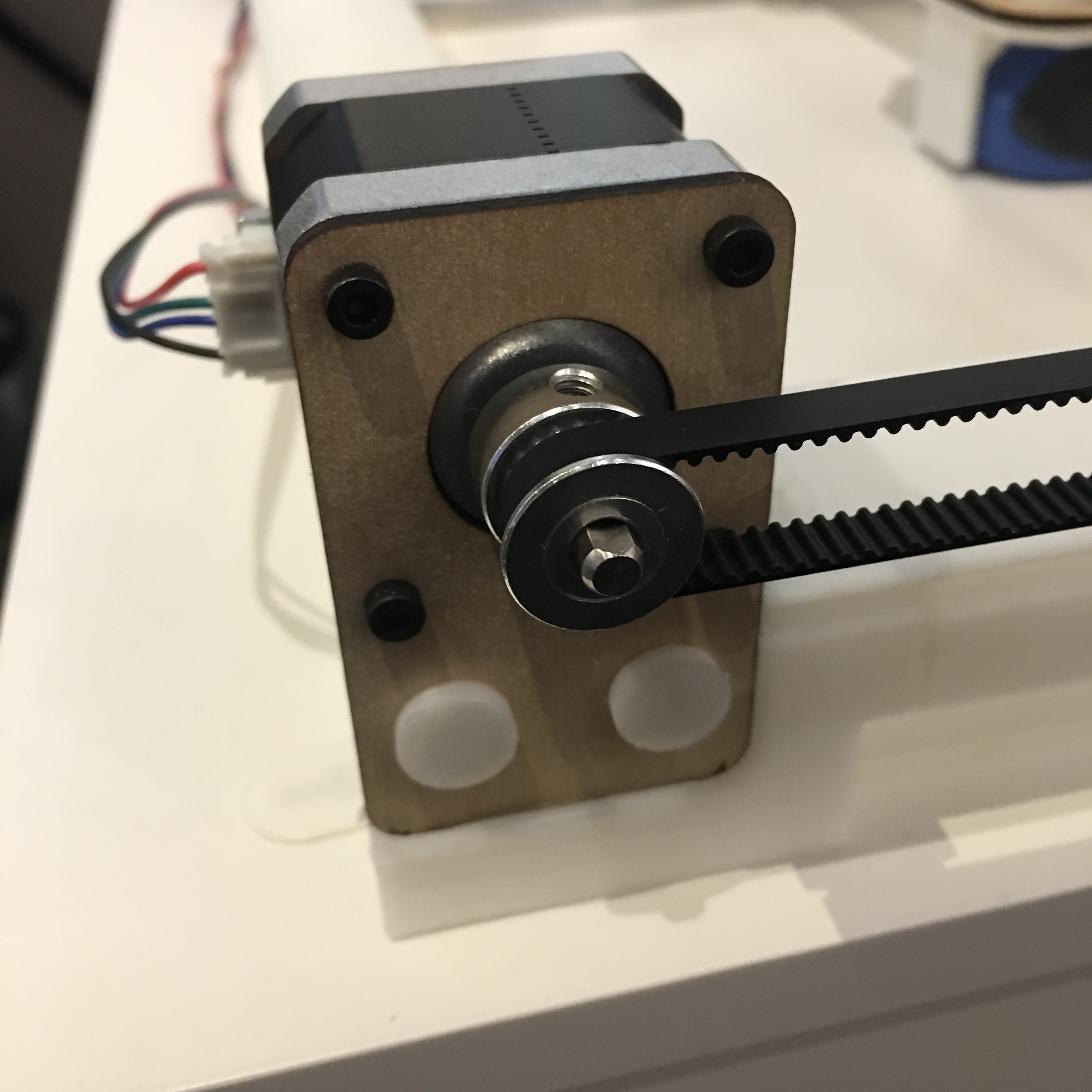
This is a controller that uses a mouse to control an XY gantry that controls a mouse.
Become a Hackaday.io member
Already have an account? Log in.
Just one more thing
To make the experience fit your profile, pick a username and tell us what interests you.
Pick an awesome username
hackaday.io/
Your profile's URL: hackaday.io/username. Max 25 alphanumeric characters.
Pick a few interests
Projects that share your interests
People that share your interests




 Fred
Fred


What an amazing post really its a nice idea to controll the mouse and you can check its speed by visiting easycpstest website.