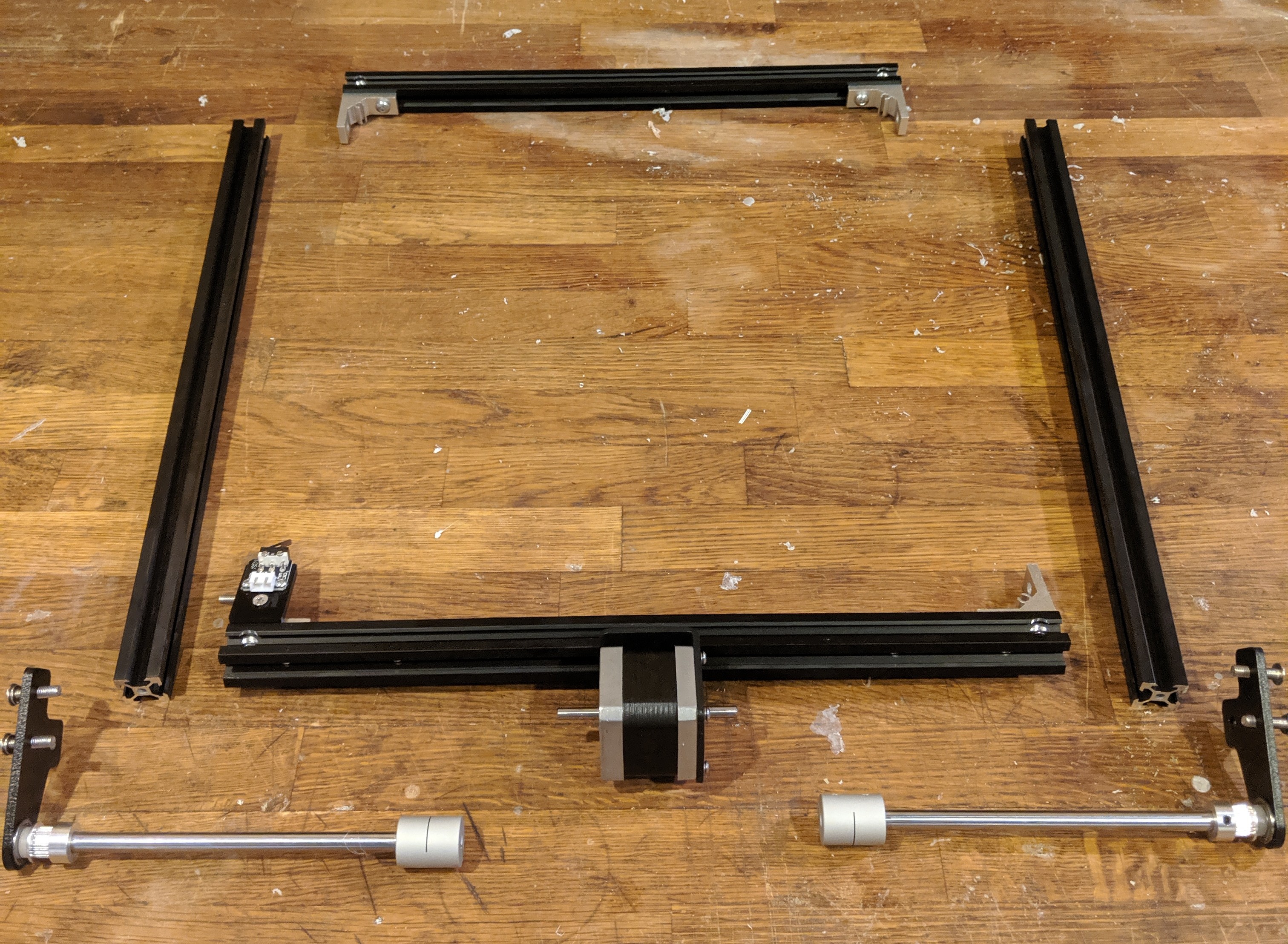
Start disassembling your ender5. You want to remove all electronic wires and set the lower portion aside leaving what you see here.
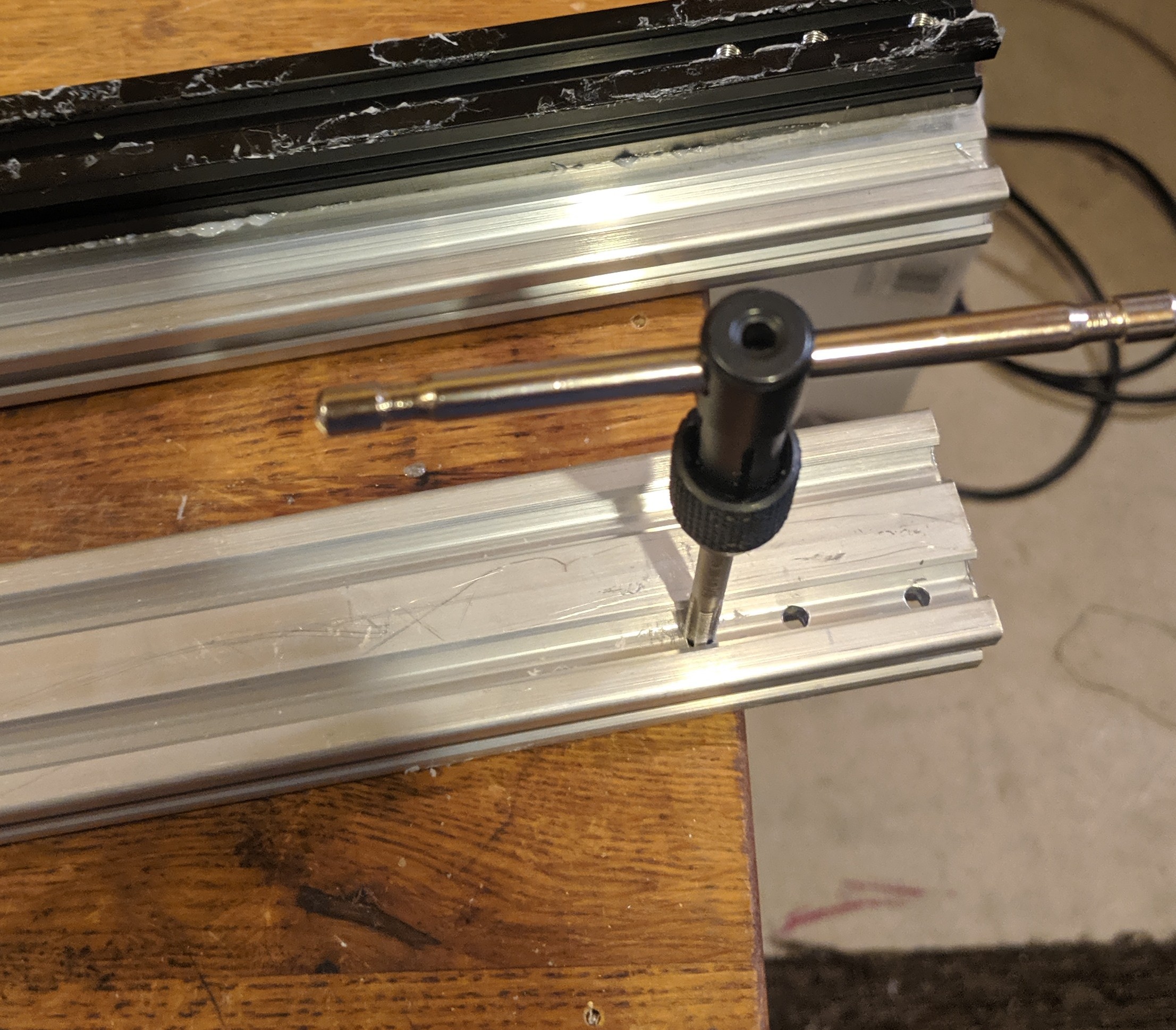
Use the side rails as a drilling guide. As shown below. Notice for this build 2040 extrusion was selected but is not required. The ender5 has 3x M5 threaded holes on one end and the other is a single M5 threaded hole. The drill bit should be properly sized for threading. Because in the US it is expensive to source metric drilling bits the imperial equivalent is 0.161 inch or a #20 if you have a full drill set.
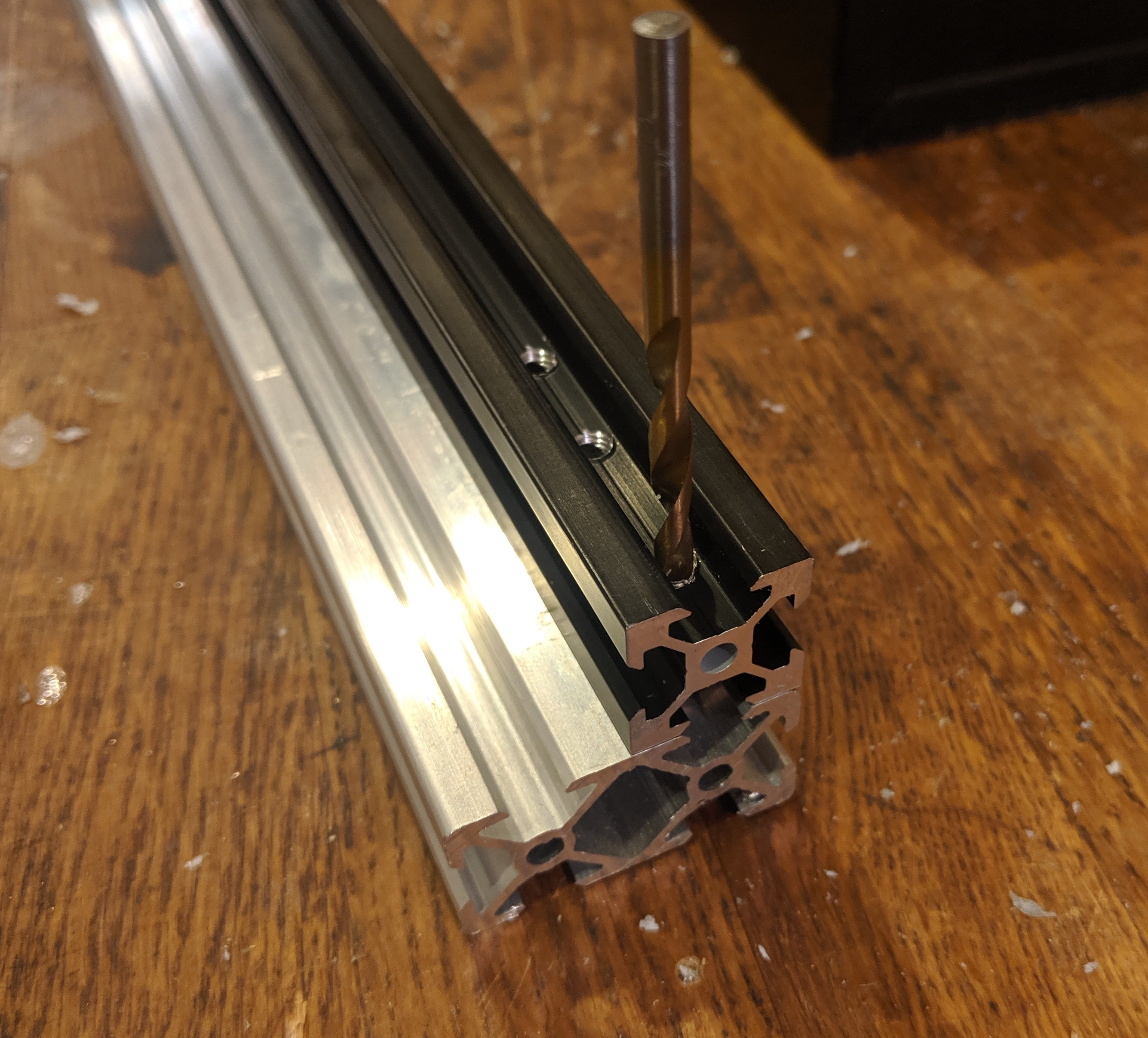
If you have clamps great grab them and lock that firmly to the end. If you don't and have been printing with ABS you can use ABS juice to hold the extrusions down making temporary glue for drilling.

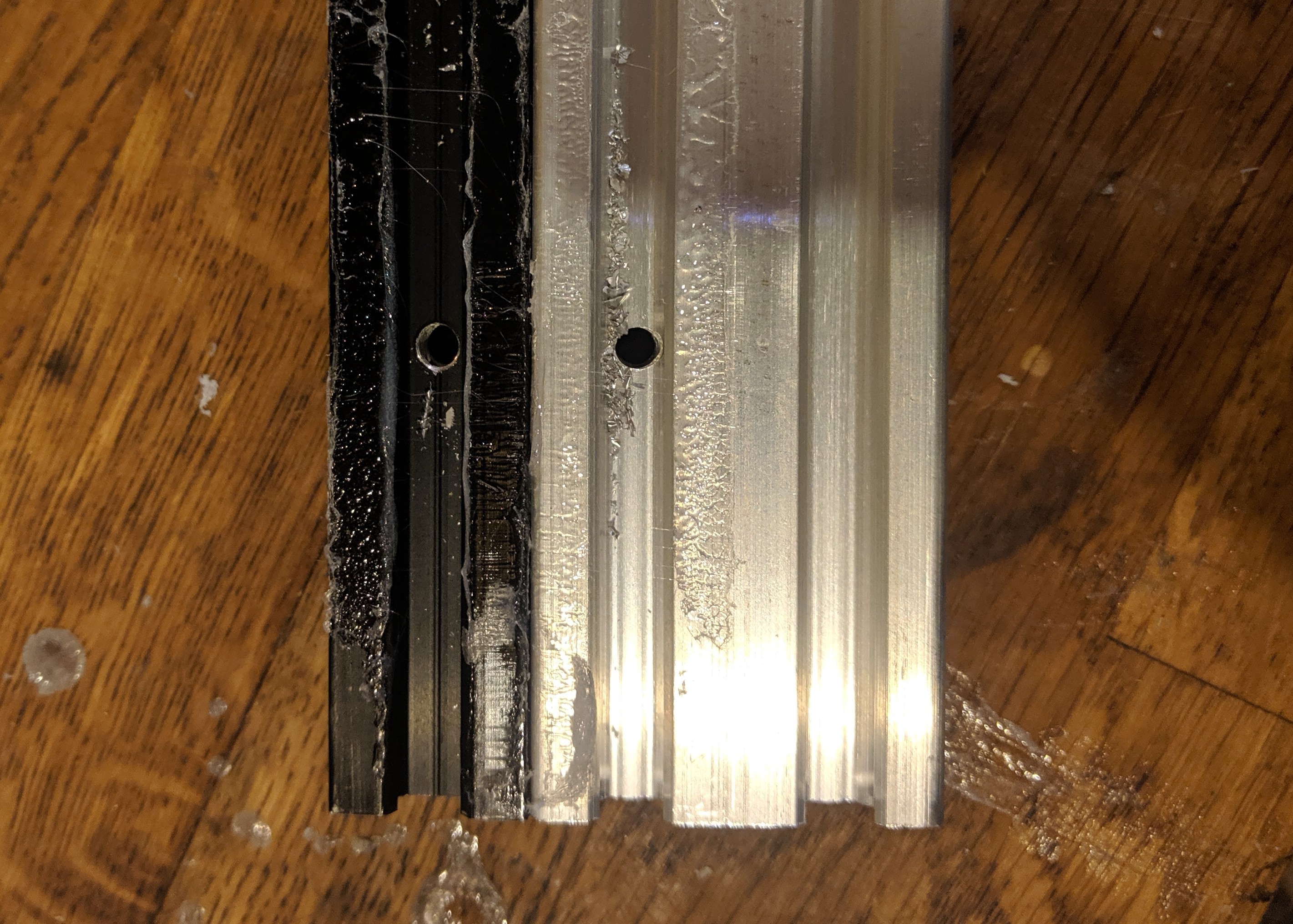
Your drilling should be very close to factory. Don't worry about the remaining glue it rubs off without any challenge.
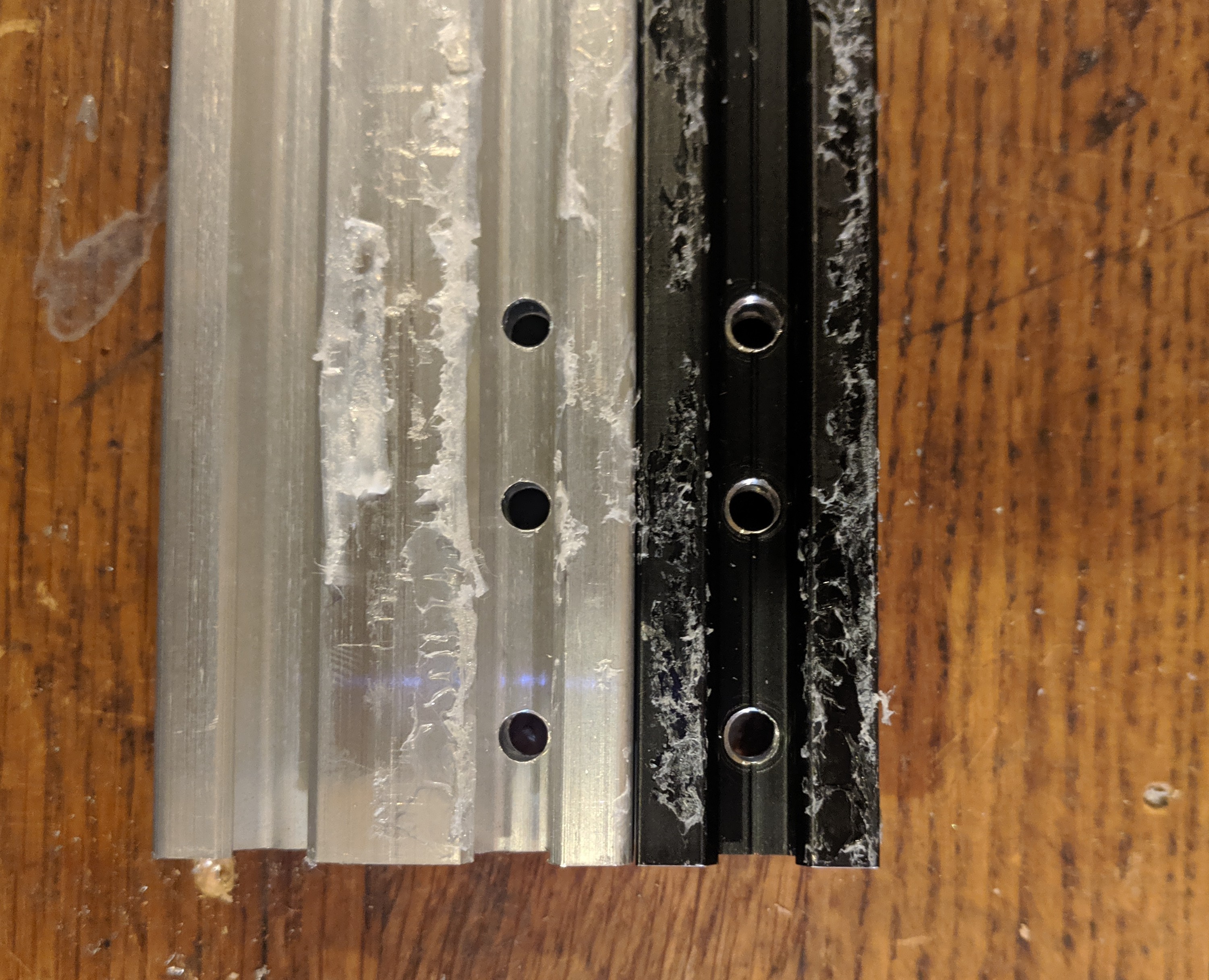
Now let's do the same to the other side.
Next tap all 4 holes you just made with an M5 thread tap. At the same time glue your next extrusion down so it has time to set while you tap threads.
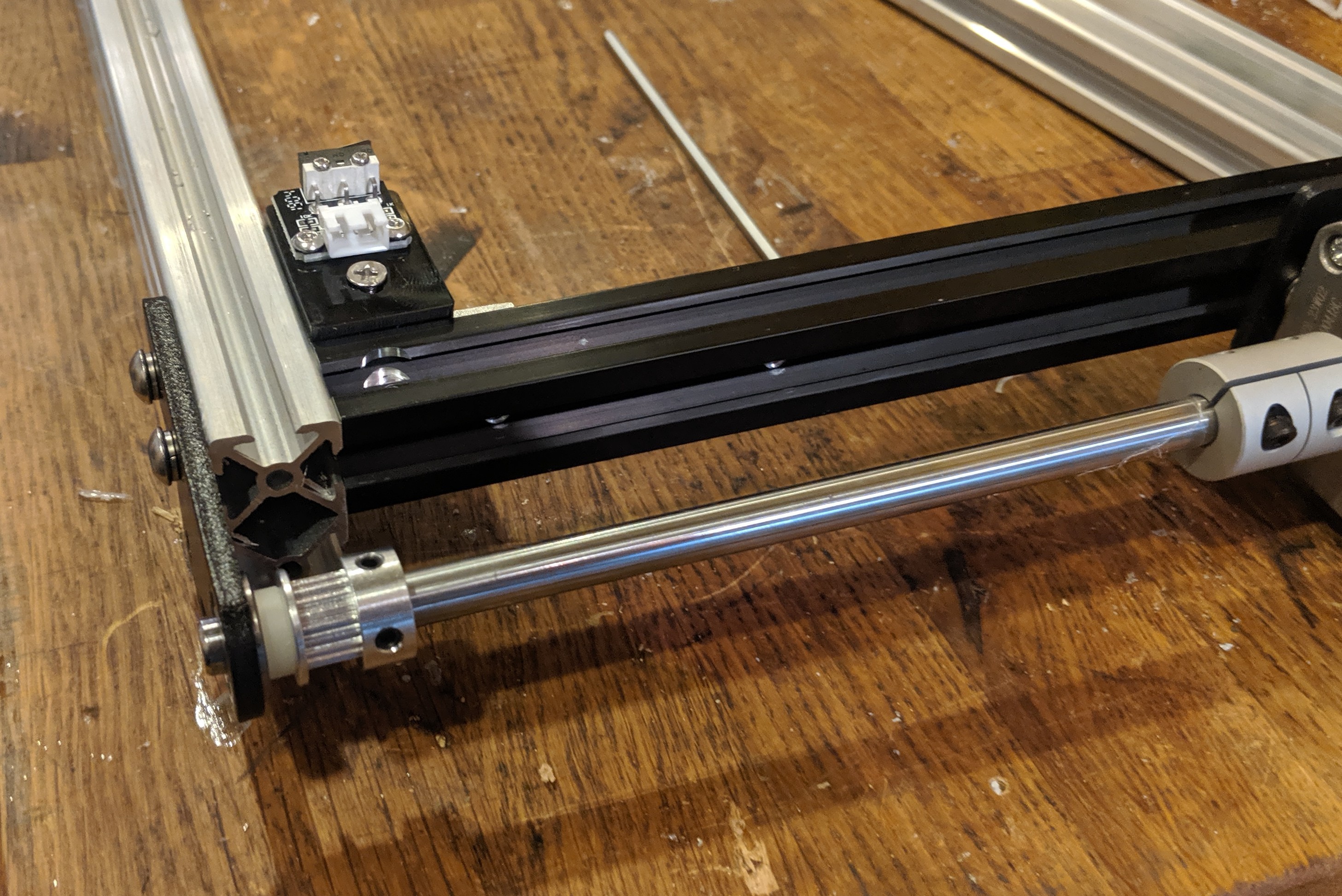
After you are done drilling and taping you can start reassembling using all the original hardware. If you did a good job of aligning your new screw holes the frame should fit square as it did out of factory.

Fit all the belt system on to your newly assembled frame.
Run the GT2X6MM belt in the center hollow channel.
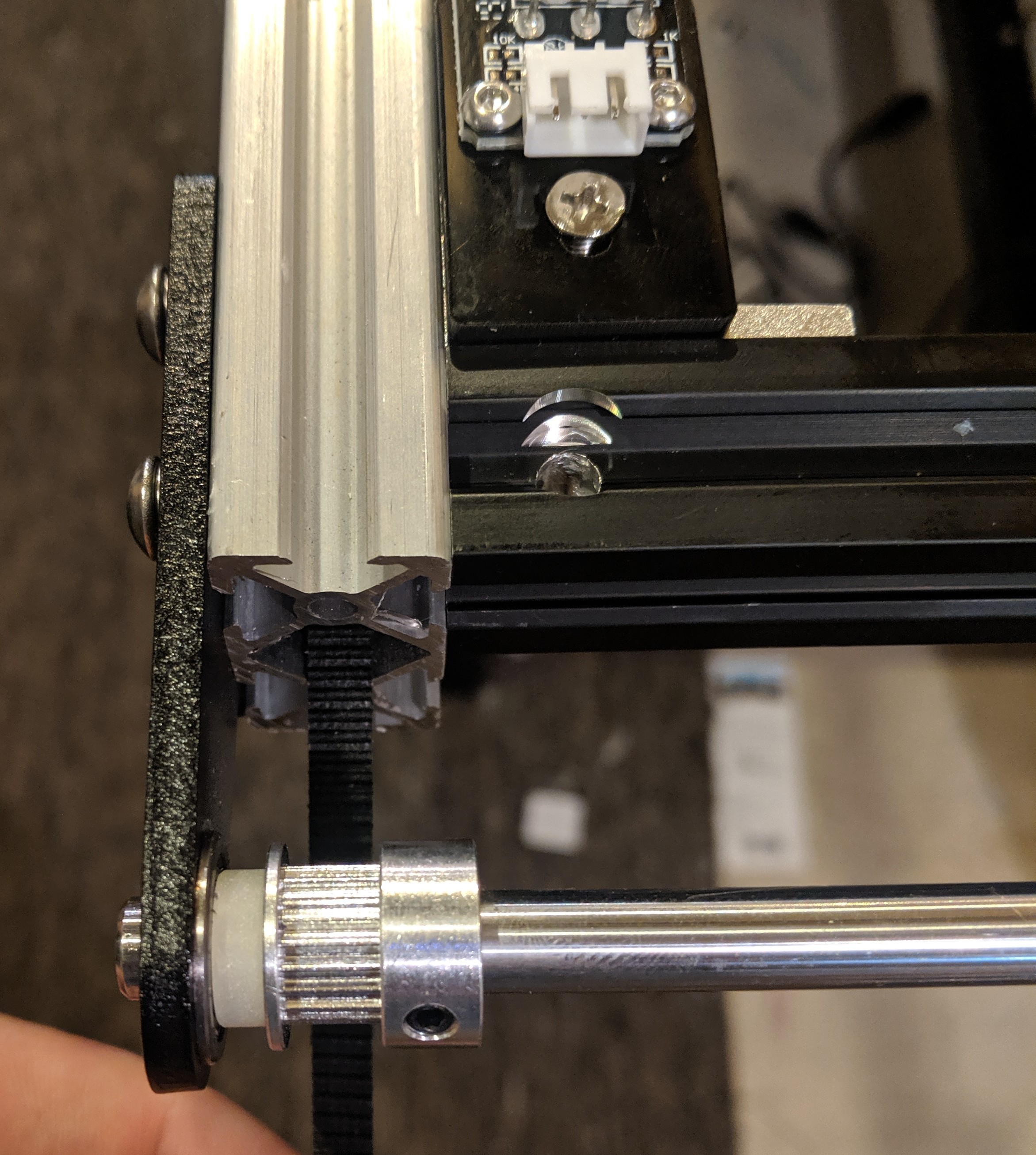
Install the original x axis and zip tie the belt to the original belt hooks. This is temporary so you can test movement and make adjustments as needed.
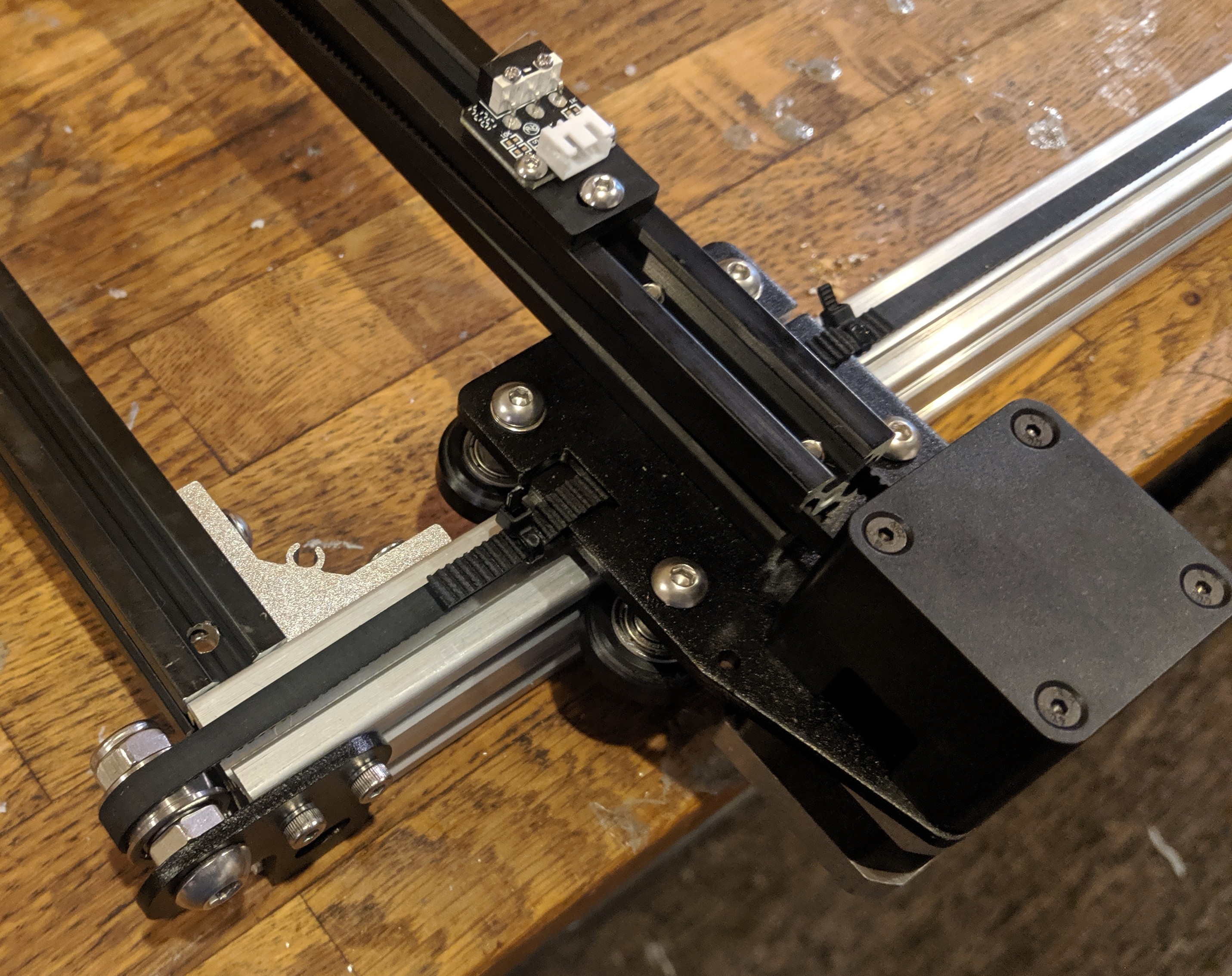
You should have a fully assembled XY assembly. From this point if you are using linear shafts you are on your own. For this build we are adding 4 gantry plates to the ends and using the 2040 extrusion as the z axis rails.
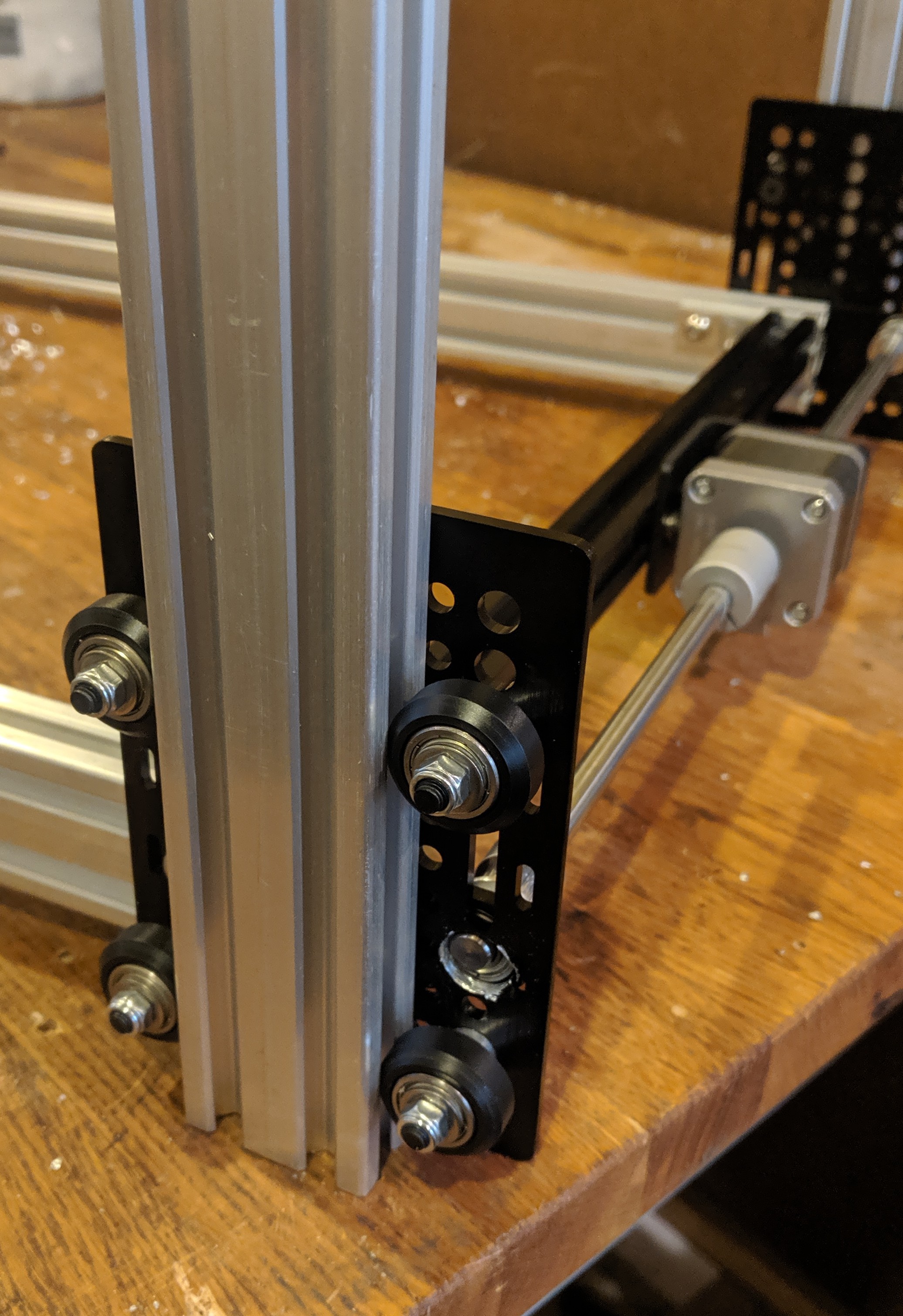
Fit the gantry plates you source the best you can. The parts sourced for this build nicely aligned with original Y axis bracket. The only ugly was drilling space for the 8mm belt shaft and the replacement to a flat M5 because the stock screw prevented the 2040 extrusion from sliding down the new Z bearing.
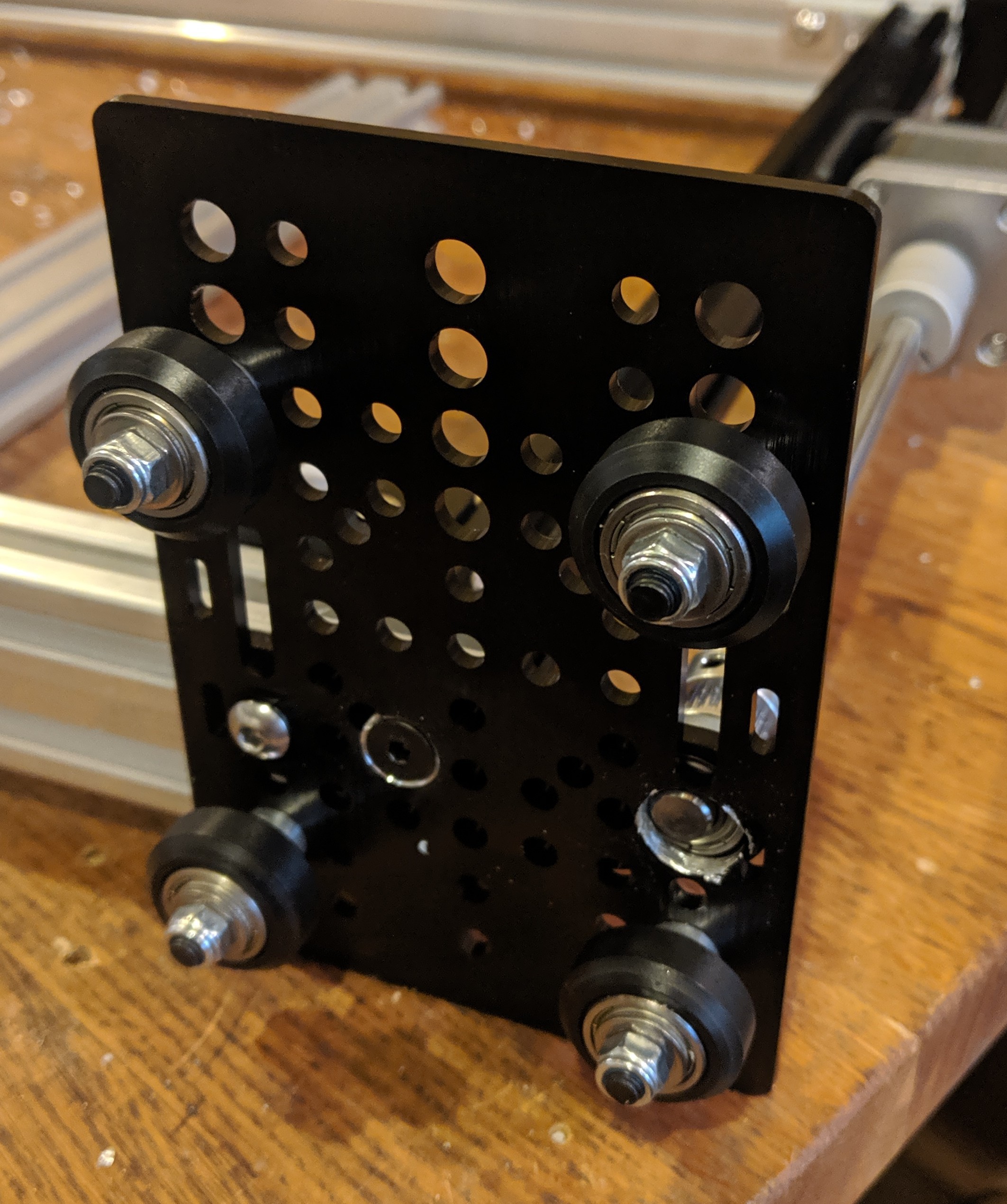
The idler side is a bit more tricky because it does not align with any of the gantry plate holes. However it is a quick modification to use the gantry plate as the new idle pulley bracket. Please note the motor side still has a 3mm plate between the gantry plate and the extrusion. Make sure to add a 3mm spacer to the front idle plate so the frame remains square. The original idler bolt will need to be replaced or grinded down for the extrusion to fit properly.


The upper XY gantry is now mostly complete with the exception of the z motor mounts. This is currently in design and will be added to the next build log.
Discussions
Become a Hackaday.io Member
Create an account to leave a comment. Already have an account? Log In.