0%
0%
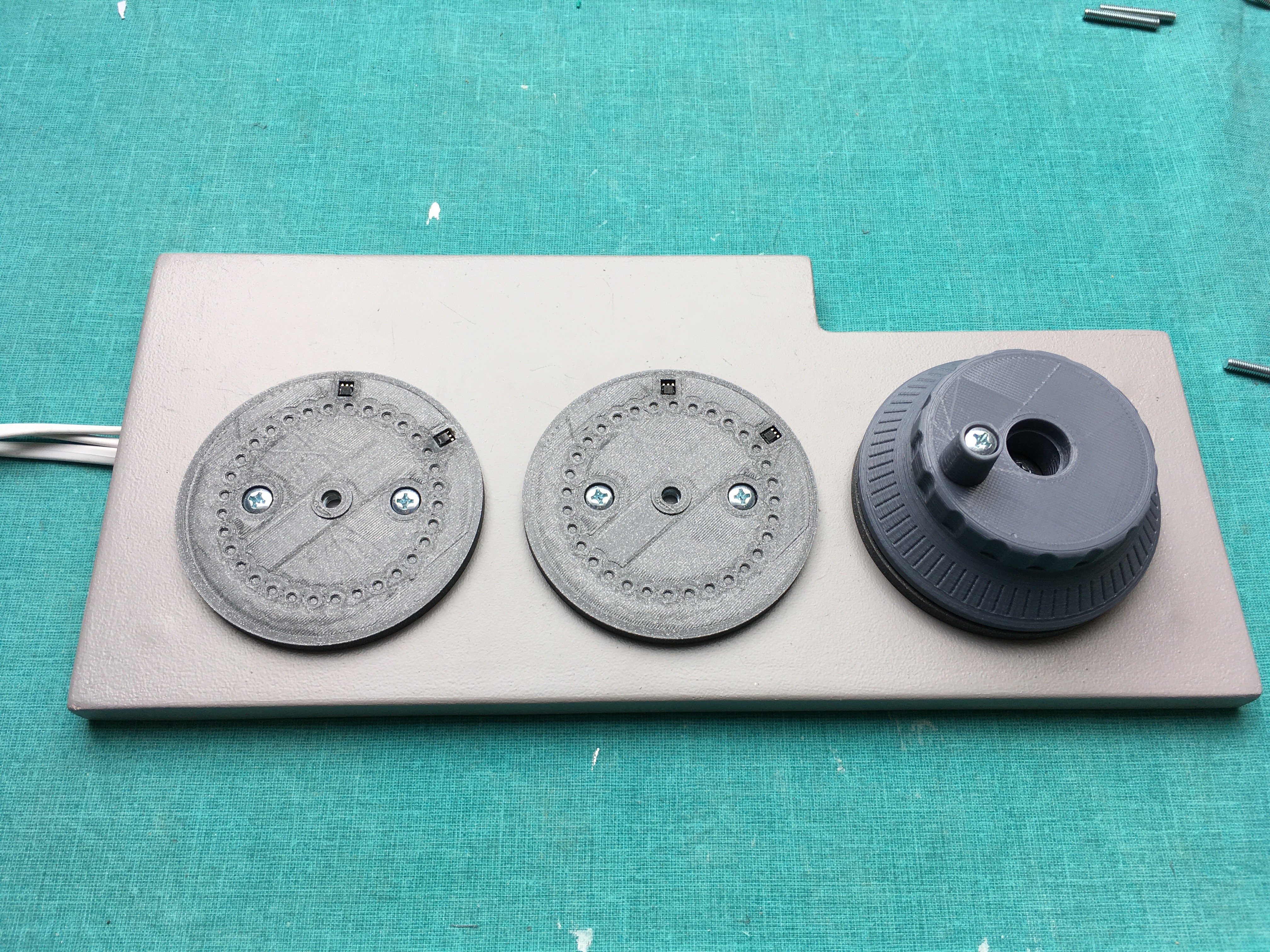
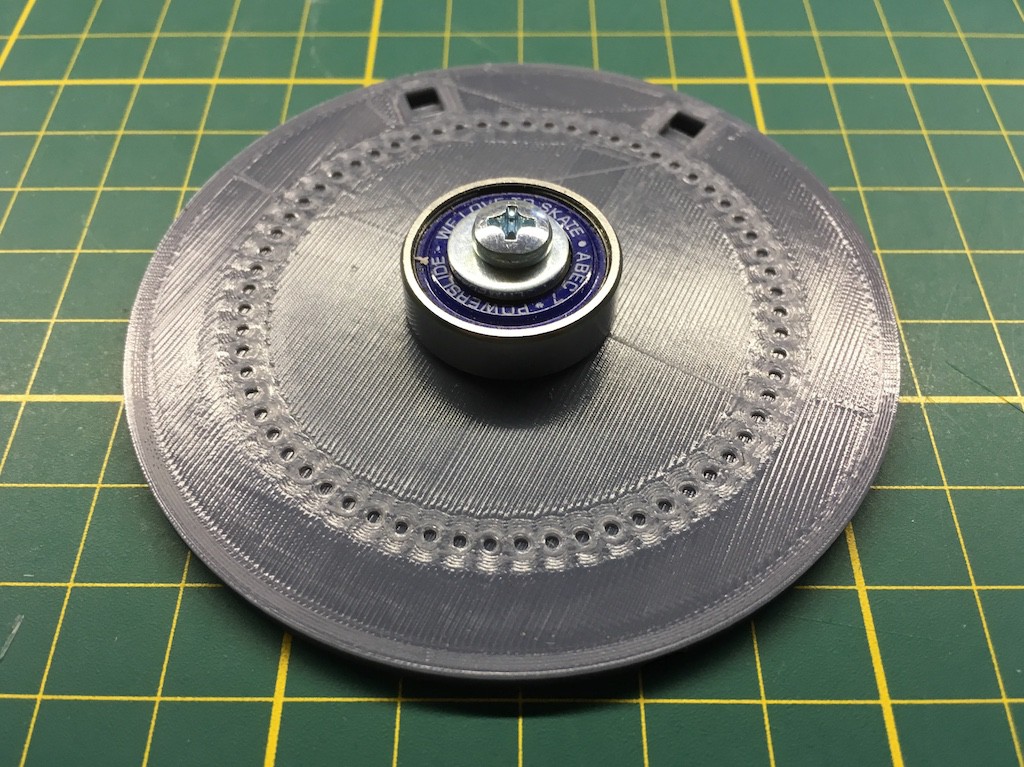
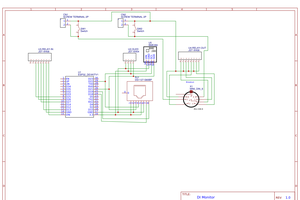
CNC MPG
Manual Pulse Generator (MPG) for a CNC machine
 the.wretch
the.wretchBecome a Hackaday.io member
Already have an account? Log in.
Just one more thing
To make the experience fit your profile, pick a username and tell us what interests you.
Pick an awesome username
hackaday.io/
Your profile's URL: hackaday.io/username. Max 25 alphanumeric characters.
Pick a few interests
Projects that share your interests
People that share your interests








 Tim Rightnour
Tim Rightnour
 Anas Raza Khan
Anas Raza Khan
 Ted Yapo
Ted Yapo
 Simon Trendel
Simon Trendel
is your code shared somewhere? i'm working on a similar idea here: https://github.com/jschoch/grbl-MITM-pendant