0%
0%
Artemis 300 RTP Print Log
Keeping a log of my 3D prints
 Peter McCloud
Peter McCloudBecome a Hackaday.io member
Already have an account? Log in.
Just one more thing
To make the experience fit your profile, pick a username and tell us what interests you.
Pick an awesome username
hackaday.io/
Your profile's URL: hackaday.io/username. Max 25 alphanumeric characters.
Pick a few interests
Projects that share your interests
People that share your interests

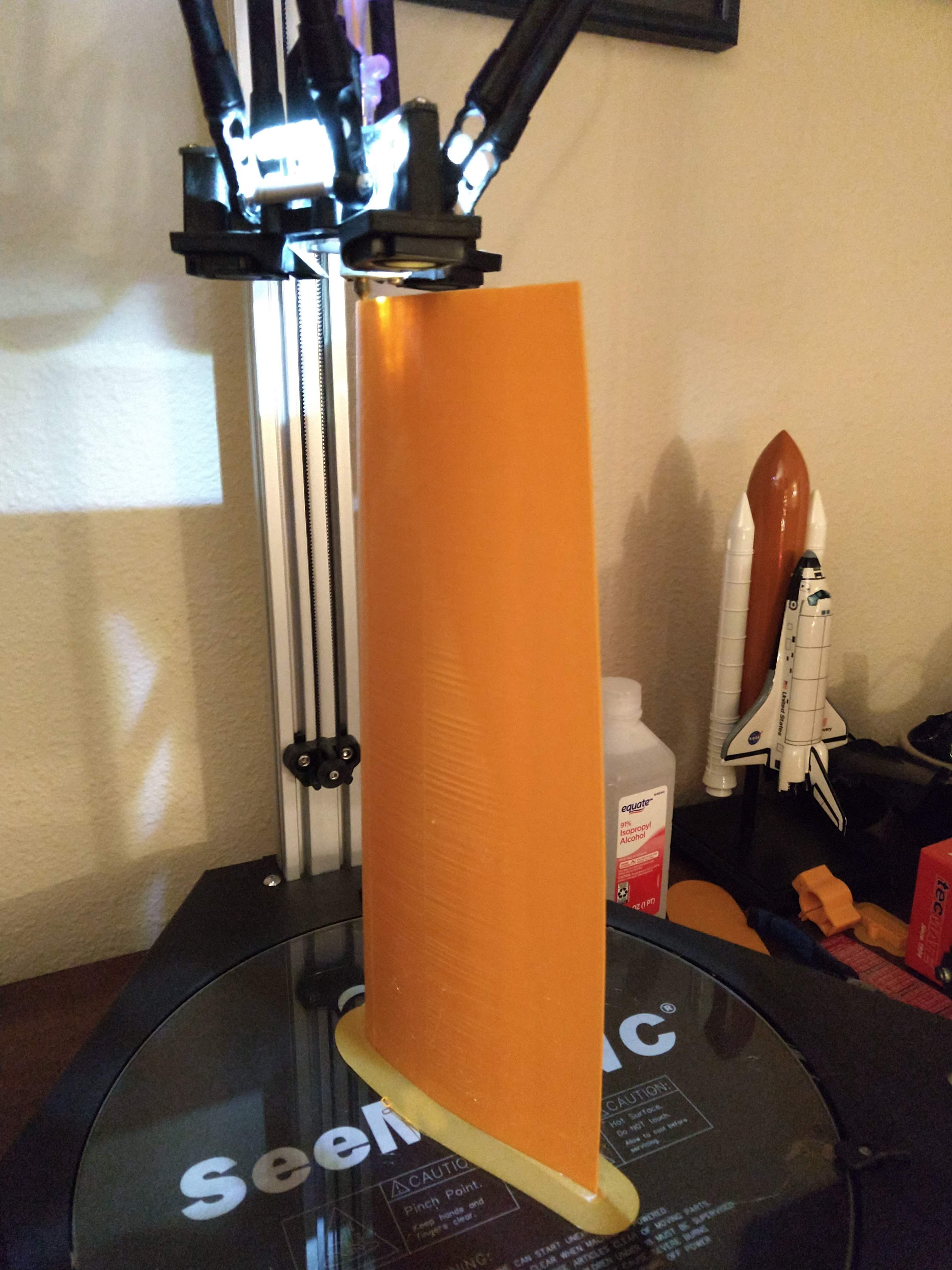





 So why now and why this printer? While 3DHubs and Shapeways are convienent, the big downside is turn around time. I need to have everything printed right now, but it was beginning to slow down development time having to wait on prints to com via mail. Especially, if it turns out that you made a mistake with the design and need to revise it. Additionally, the number of prints I needed to make was rising and the cost of the prints were going to add up.
So why now and why this printer? While 3DHubs and Shapeways are convienent, the big downside is turn around time. I need to have everything printed right now, but it was beginning to slow down development time having to wait on prints to com via mail. Especially, if it turns out that you made a mistake with the design and need to revise it. Additionally, the number of prints I needed to make was rising and the cost of the prints were going to add up.
 Michael
Michael
 Zoé
Zoé
 johnowhitaker
johnowhitaker
 the.wretch
the.wretch
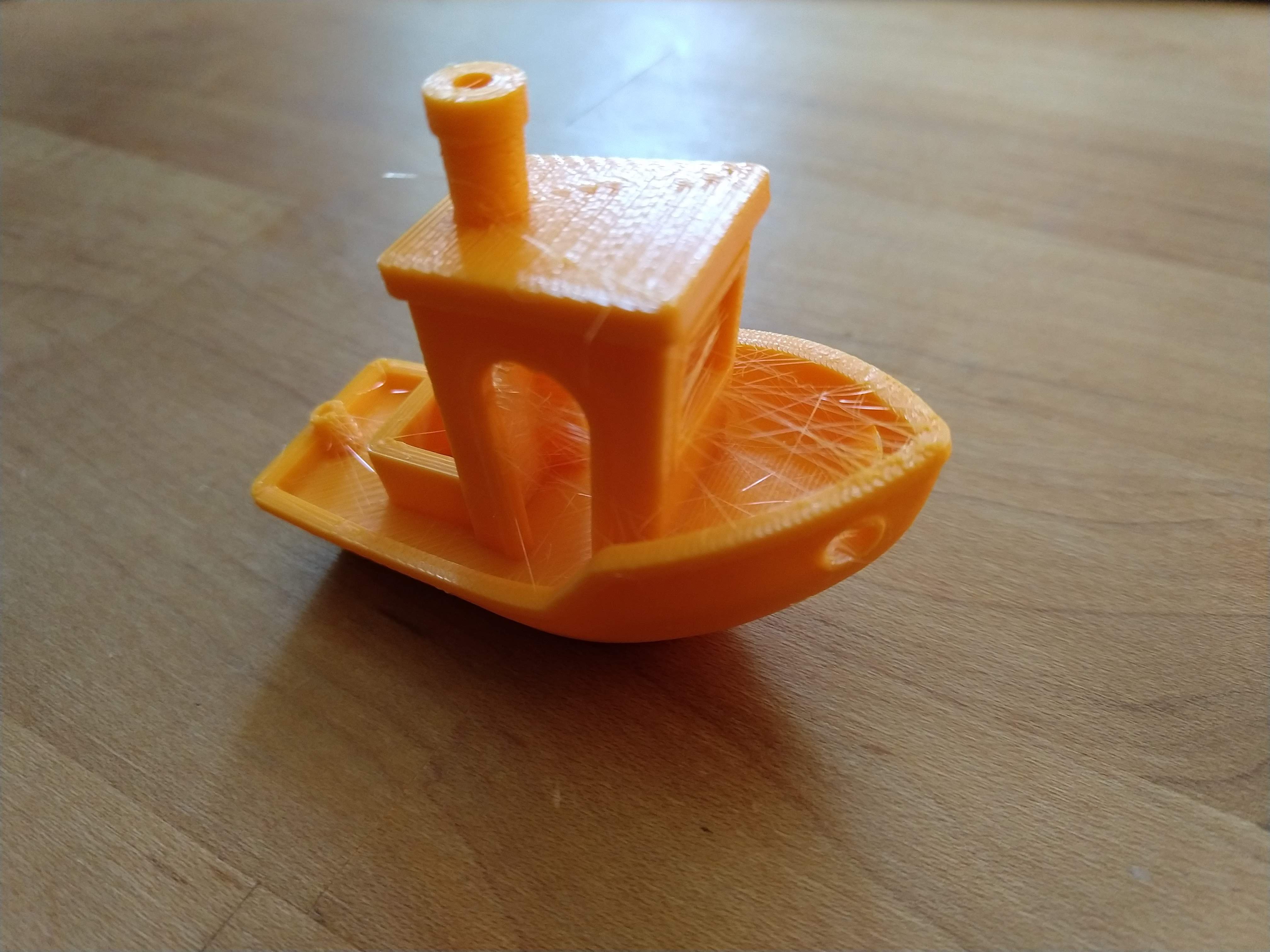
To help with your 3d benchy stringing issue, try adjusting the "combing mode" settings in Cura (under advanced settings, travel). When my prints have an inner and outer wall (container type things) or where in and outside matter, I set it to "within infill", though it takes longer to process and print (the results make it worth it)