 FabLab München
FabLab MünchenIf you ever tried to engrave or even cut metal with a laser cutter at a fablab or makerspace, you know that it does not work. The usual CO2 laser cutters available there produce infrared light, and metal (especially copper, which is used on PCBs) basically acts as a mirror at these wavelengths. So there is no energy going into the material and it cannot be engraved/ablated/cut this way. Too bad. But the reflectivity of copper is much lower with green or (even better) blue light, why not use one of those high-power blue laser diodes you can get for little money, you may ask. Unfortunately, "high power" does not mean the same thing when talking about laser structuring metal. While these laser diodes usually come with laser power of 2-5 Watts, we are talking *Kilo*-Watts here. This was the starting point of the Laser4DIY project: as all the affordable options commonly available do not work when you want to ablate copper for producing PCBs, we started the design of our Open Hardware machine be designing the laser source itself. Years of experimentation, optimization and developing quite a few additional Open Hardware components on the way (driver electronics for the pump laser diode, a cooling system including a 4-channel TEC-Controller, a low-profile, motorized XY table and a safety enclosure) finally lead to a design, which works, is relatively affordable (material price is around 2000-3000 Euro/USD), is safe to work with, and is published under an open license.
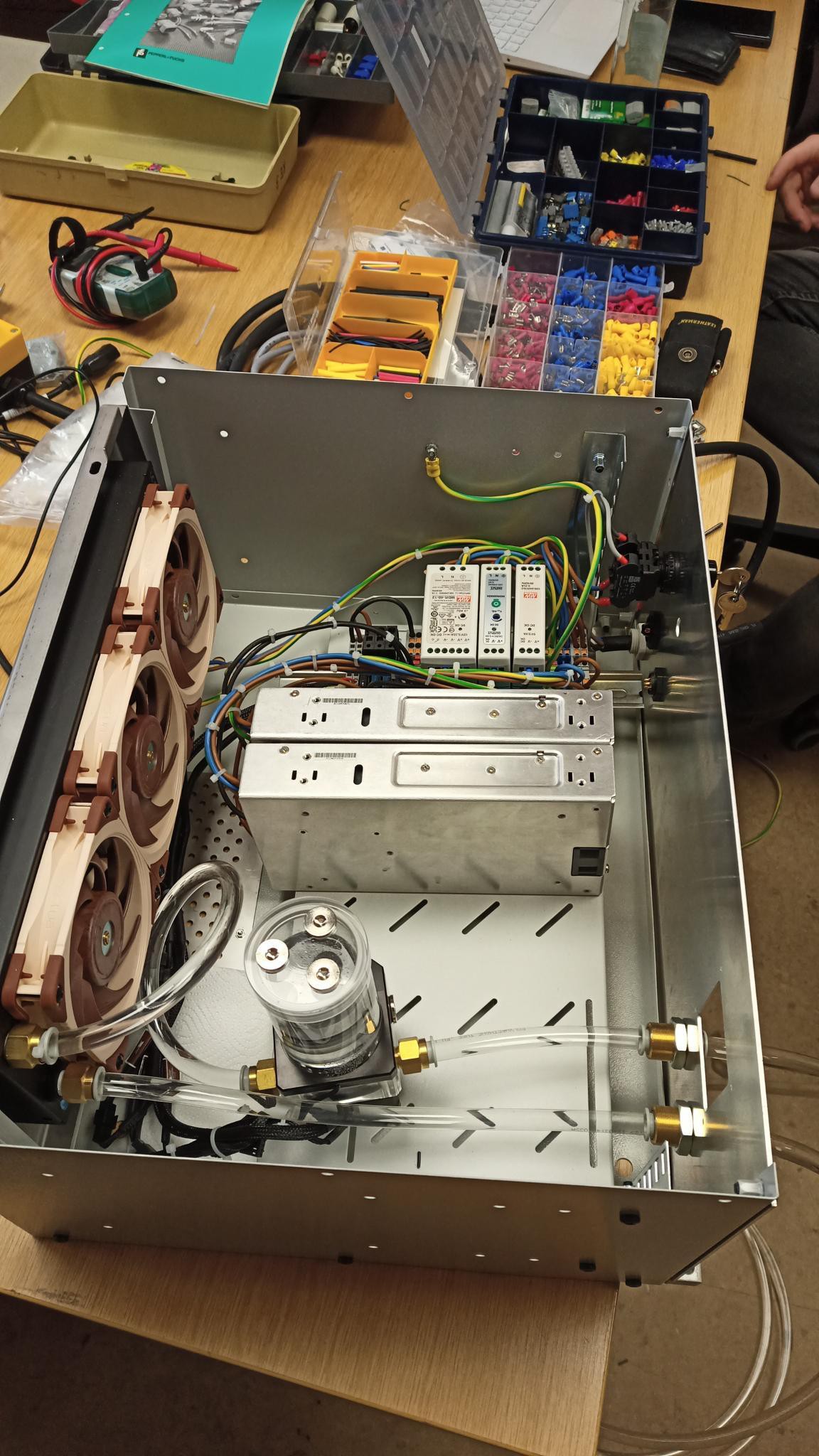
The Laser4DIY machine consists of two parts: the actual laser/structuring machine is placed in a laser safety enclosure made from stainless steel sheets, in which the laser source, the XY table and electronics are located. The power supplies and the cooling system have been moved to a separate supply unit. This offers the advantage that the laser enclosure only contains low voltages of up to 24V, and makes it significantly more compact and lighter.

Exploded view of the Laser4DIY device
 The two enclosures (lid of laser chamber is removed for a view on the laser source)
The two enclosures (lid of laser chamber is removed for a view on the laser source)
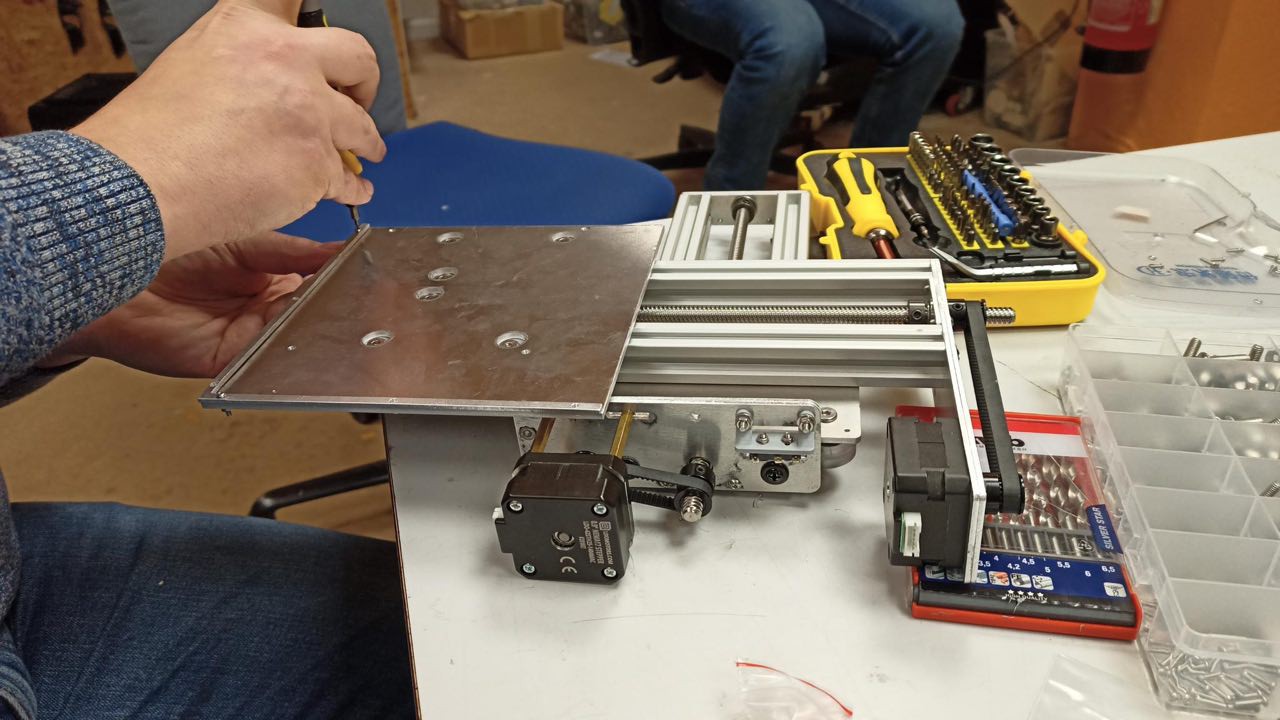
The main enclosure is divided into two parts: The left part contains the electronic components (laser driver, TEC controller, protective circuit, controller for the XY table) as well as the connections for power supply, water cooling and exhaust air. The right part is lightproof and connected to the left part via a "tunnel". Cables, cooling and exhaust air hoses are routed around two corners, so that no light can get into the left part of the case, where it could get out through ventilation openings. The laser source sits on a breadboard made of 8 mm thick laser-cut aluminum and is protected against dirt and accidental contact with a laser chamber made of steel sheet at the top. The laser beam is directed downwards through an opening onto the XY table, where the PCB to be processed is located. For loading, the work table can be moved out to the right side. The cover is secured with safety switches, when opened the laser is switched off. An external suction device is connected via a hose that leads directly under the breadboard to the working point of the arrangement.
With this safety housing, the device meets all the requirements for certification as laser protection class 1, so that it can also be operated outside of a laser protection room.
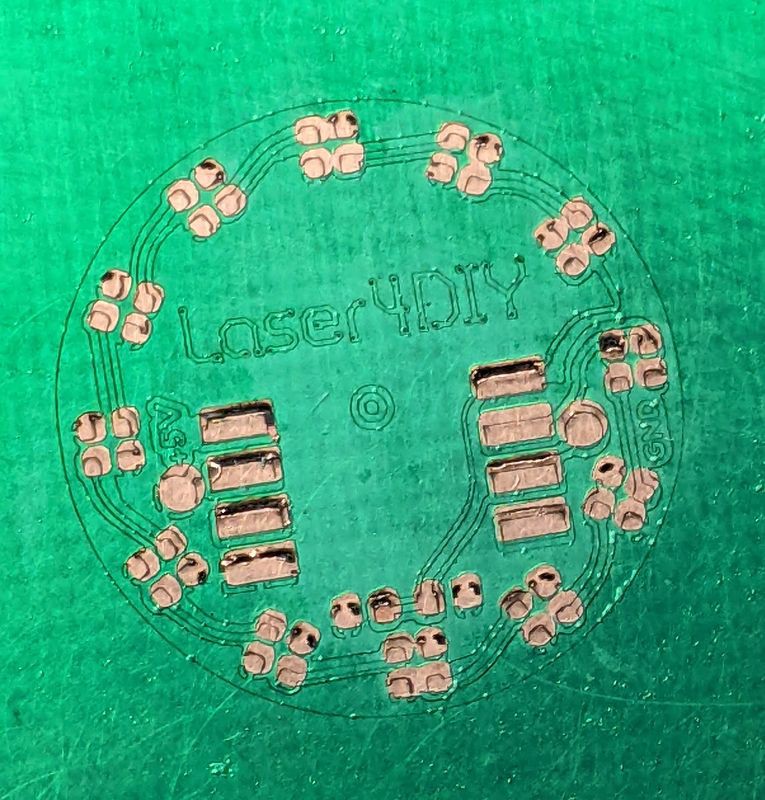
The Laser4DIY laser structuring machine is controlled via USB. You need a CNC control program capable of talking to a GRBL compatible CNC controller, we use LightBurn at the moment. The basic configuration (without optical amplifier) produces laser light with an average power of 0.25 W at λ= 532 nm. This corresponds approximately to a pulse energy of 20 µJ and a peak power of approx. 9 kW. We are using 2 passes with 40 mm/min each to create reliable, electrically isolating ablations. The width of the ablation is approx. 15-20 µm, which enables very fine details.

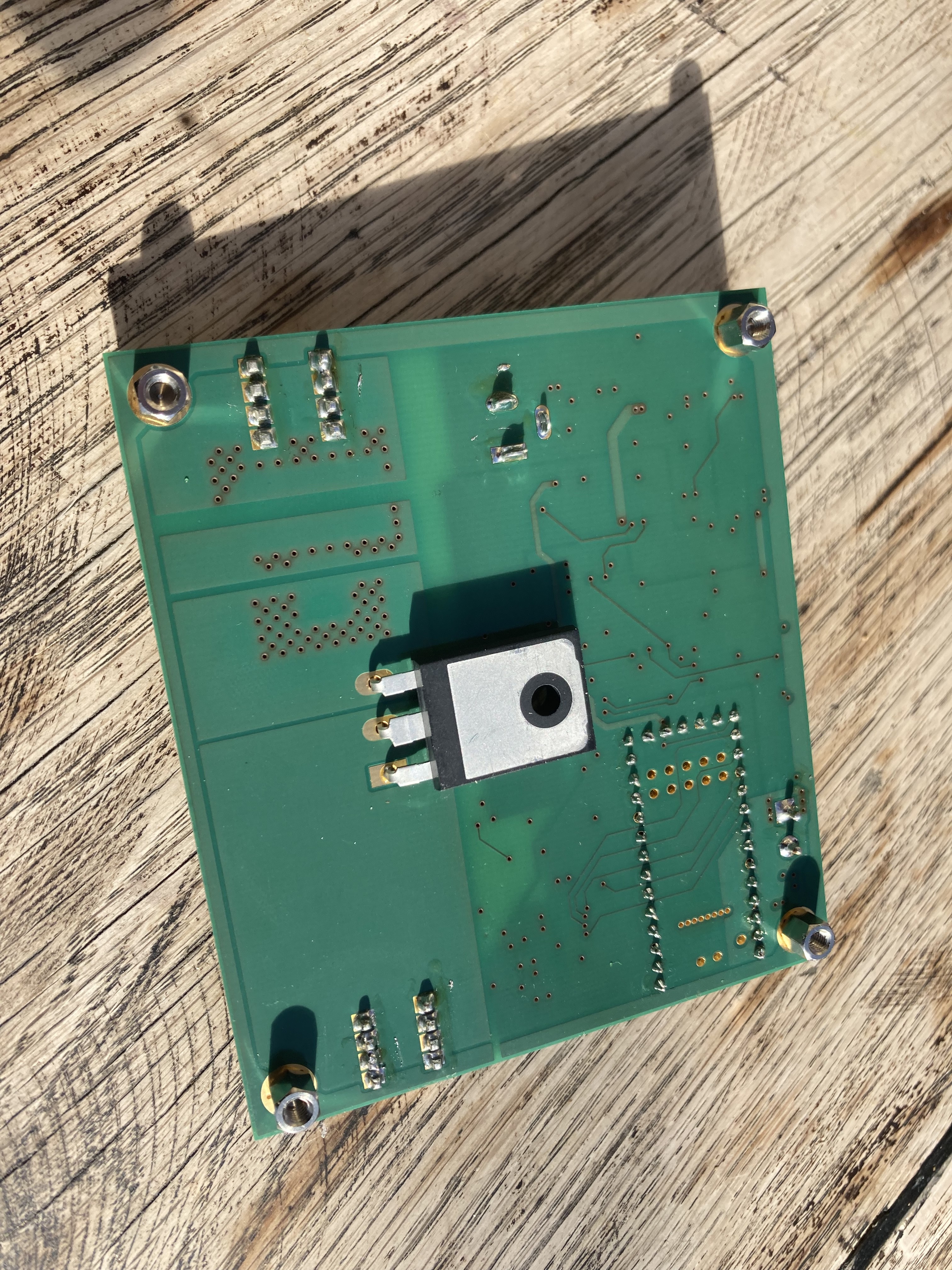
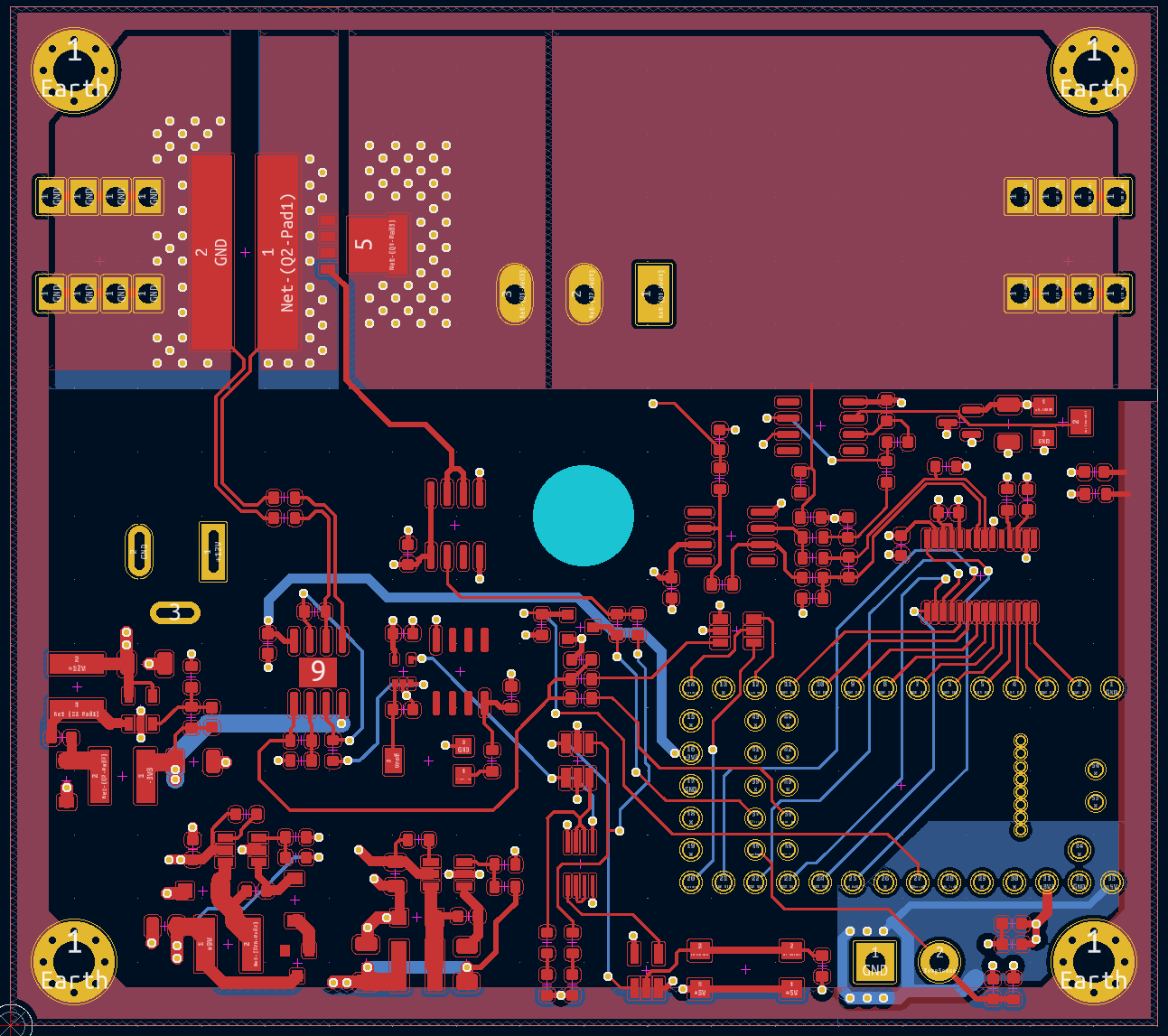
Circuit board created with the Laser4DIY device
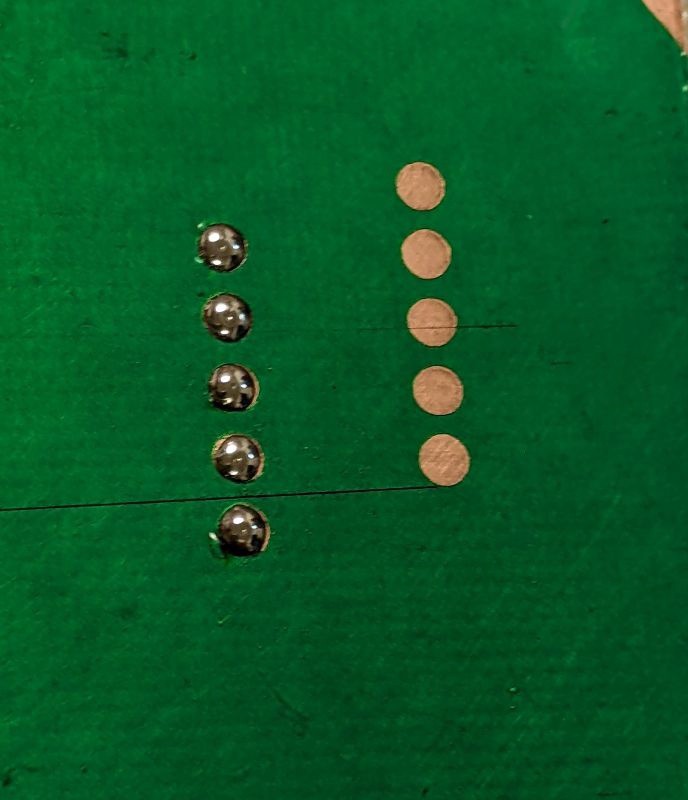
 Microscope view of an ablation...
Microscope view of an ablation...





there was an article somewhere, they used co2 to cut out copper foil on adhesive very easily, then they could put it on whatever. also make flexible pcbs with it and skulptures.